Work with probe
- kotlikm
- Offline
- Junior Member
-

Less
More
- Posts: 21
- Thank you received: 0
11 May 2021 22:47 - 11 May 2021 22:51 #208596
by kotlikm
It's called out in the EMBED_TAB_COMMAND in the display section of the .ini as the instructions reference.
Plus I can see on the hal Meter that atleast my change and changed pins turn true when running the macros.
Replied by kotlikm on topic Work with probe
Interesting, all the instructions for setting up probe screen tell you to comment that line set out of the .hal
Yes, but they also add the semi-equivalent:
github.com/linuxcnc-probe-screen/probe-s...master/psng/psng.hal
Did you add a reference to psng.hal in your INI file?
It's called out in the EMBED_TAB_COMMAND in the display section of the .ini as the instructions reference.
Plus I can see on the hal Meter that atleast my change and changed pins turn true when running the macros.
Last edit: 11 May 2021 22:51 by kotlikm.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
12 May 2021 21:30 #208652
by andypugh
Replied by andypugh on topic Work with probe
If tool-changed follows tool-change then it all should work.
Is there an M1 (pause) command in the G-code around the tool change? Some post-processors like to do that.
Is there an M1 (pause) command in the G-code around the tool change? Some post-processors like to do that.
Please Log in or Create an account to join the conversation.
- kotlikm
- Offline
- Junior Member
-
Less
More
- Posts: 21
- Thank you received: 0
12 May 2021 23:47 #208672
by kotlikm
Replied by kotlikm on topic Work with probe
Nope, not an M1, I've decided to drop trying to get probe screen to work for the tool change at this point, needs more work than I am capable of. Found an older thread using just a remapped M6 and M600 macro that is already working much better, just need to get travels all dialed in.
Thanks for all the help trying to get it working though.
Thanks for all the help trying to get it working though.
Please Log in or Create an account to join the conversation.
- MLc
- Offline
- New Member
-

Less
More
- Posts: 12
- Thank you received: 0
14 Jun 2021 09:27 - 14 Jun 2021 11:55 #212007
by MLc
Replied by MLc on topic Work with probe
Hello guys, I want to ask if it possible run this probe screen on OrangePi linuxcnc from MXmaster. I try it but I have problems. I did it according to the manual. Here is my config files for check. (This is my test config where I tested the probe screen. If it will work I add it to my config which I use)
I use this probe screen: github.com/linuxcnc-probe-screen/probe-s...-ng/tree/master/psng
Thank you for answer")
Martin
EDIT:
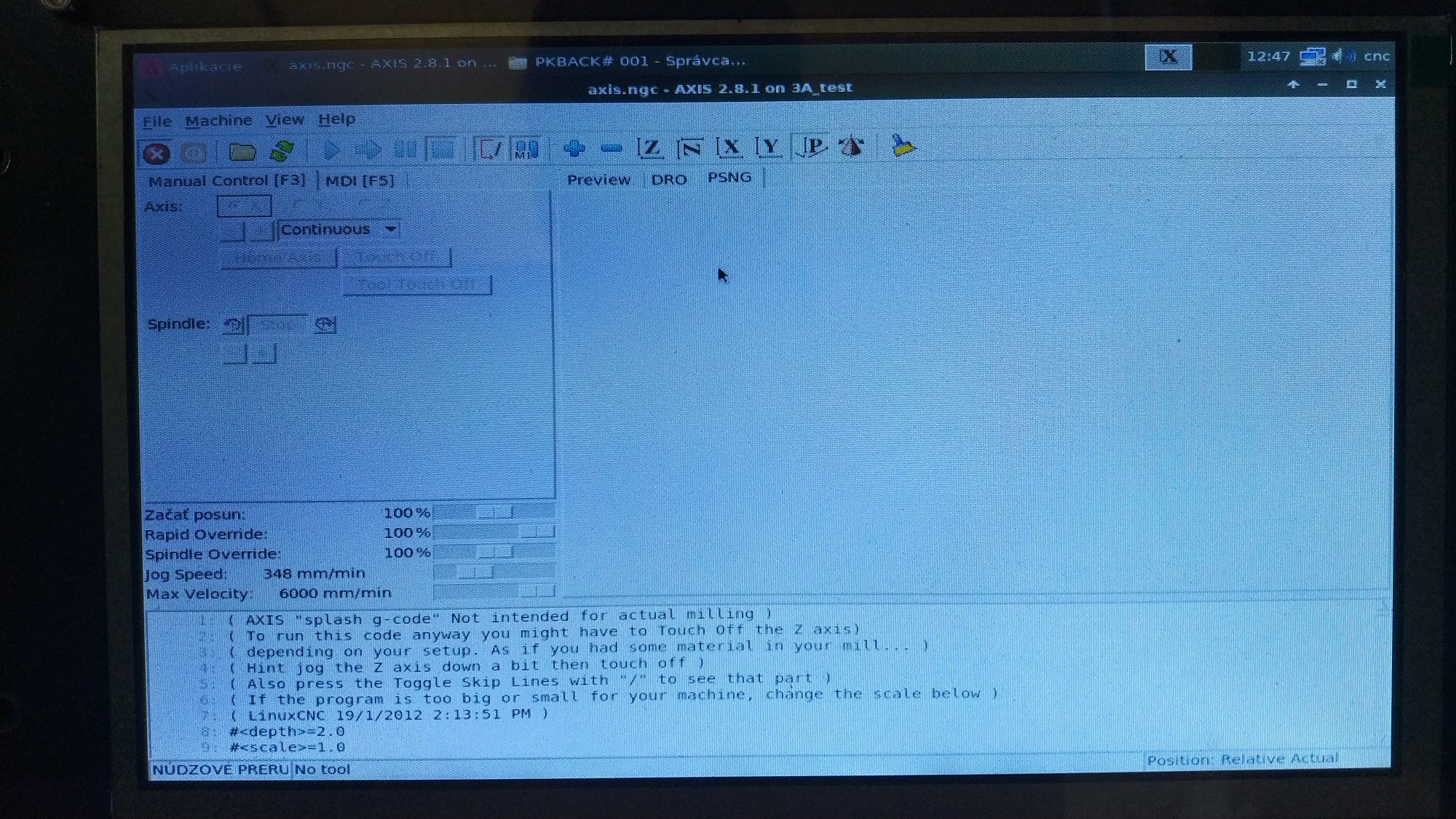
I fix the problem, linuxcnc run but the window ''PSNG'' didn't show any icons.
I use this probe screen: github.com/linuxcnc-probe-screen/probe-s...-ng/tree/master/psng
Thank you for answer
Martin
EDIT:
I fix the problem, linuxcnc run but the window ''PSNG'' didn't show any icons.
Last edit: 14 Jun 2021 11:55 by MLc.
Please Log in or Create an account to join the conversation.
- andypugh
-
- Offline
- Moderator
-
Less
More
- Posts: 19875
- Thank you received: 4642
15 Jun 2021 23:23 #212155
by andypugh
Replied by andypugh on topic Work with probe
Start LinuxCNC from the command lone, and you will probably be able to see the problem printed to the terminal.
Please Log in or Create an account to join the conversation.
- MLc
- Offline
- New Member
-
Less
More
- Posts: 12
- Thank you received: 0
16 Jun 2021 15:56 #212205
by MLc
Replied by MLc on topic Work with probe
Hi Andy, can you tell me how to run it from command line? I tried it but I don't know how... linuxcnc not start.
Please Log in or Create an account to join the conversation.
- darito78
- Offline
- New Member
-
Less
More
- Posts: 12
- Thank you received: 0
16 Jun 2021 22:42 #212232
by darito78
Replied by darito78 on topic Work with probe
hola tengo un problema con la resolucion, no sale completa , como puedo cambiar la resolucion de la pestaña de probe screen? gracias
Please Log in or Create an account to join the conversation.
- MLc
- Offline
- New Member
-
Less
More
- Posts: 12
- Thank you received: 0
17 Jun 2021 07:32 - 18 Jun 2021 06:05 #212260
by MLc
Replied by MLc on topic Work with probe
Hi all, I managed to start the linuxcnc from command line. Here is the terminal log:
Found file(REL): ./config.hal
Note: Using POSIX realtime
note: MAXV max: 100.000 units/sec 6000.000 units/min
note: LJOG max: 100.000 units/sec 6000.000 units/min
note: LJOG default: 5.000 units/sec 300.000 units/min
note: jog_order='XYZ'
note: jog_invert=set([])
Unexpected realtime delay on task 0 with period 200000
This Message will only display once per session.
Run the Latency Test and resolve before continuing.
Unexpected realtime delay on task 0 with period 200000
This Message will only display once per session.
Run the Latency Test and resolve before continuing.
Gtk-Message: 08:48:27.898: Failed to load module "gail"
** (gladevcp:3711): WARNING **: 08:48:27.989: (../atk-adaptor/bridge.c:993):atk_bridge_adaptor_init: runtime check failed: (root)
Traceback (most recent call last):
File "/usr/bin/gladevcp", line 46, in <module>
import gladevcp.makepins
File "/usr/lib/python2.7/dist-packages/gladevcp/__init__.py", line 1, in <module>
from hal_pythonplugin import *
File "/usr/lib/python2.7/dist-packages/gladevcp/hal_pythonplugin.py", line 42, in <module>
from hal_sourceview import *
File "/usr/lib/python2.7/dist-packages/gladevcp/hal_sourceview.py", line 27, in <module>
import gtksourceview2 as gtksourceview
ImportError: No module named gtksourceview2
Any solutions? (I run linux on OrangePi) I tried to configure machine settings on my old thinkpad with LPT port and the probe screen working..
Thanks Martin
EDIT: I fixed it. Gtksourceview2 was missing. After instalation probe screen working.
Found file(REL): ./config.hal
Note: Using POSIX realtime
note: MAXV max: 100.000 units/sec 6000.000 units/min
note: LJOG max: 100.000 units/sec 6000.000 units/min
note: LJOG default: 5.000 units/sec 300.000 units/min
note: jog_order='XYZ'
note: jog_invert=set([])
Unexpected realtime delay on task 0 with period 200000
This Message will only display once per session.
Run the Latency Test and resolve before continuing.
Unexpected realtime delay on task 0 with period 200000
This Message will only display once per session.
Run the Latency Test and resolve before continuing.
Gtk-Message: 08:48:27.898: Failed to load module "gail"
** (gladevcp:3711): WARNING **: 08:48:27.989: (../atk-adaptor/bridge.c:993):atk_bridge_adaptor_init: runtime check failed: (root)
Traceback (most recent call last):
File "/usr/bin/gladevcp", line 46, in <module>
import gladevcp.makepins
File "/usr/lib/python2.7/dist-packages/gladevcp/__init__.py", line 1, in <module>
from hal_pythonplugin import *
File "/usr/lib/python2.7/dist-packages/gladevcp/hal_pythonplugin.py", line 42, in <module>
from hal_sourceview import *
File "/usr/lib/python2.7/dist-packages/gladevcp/hal_sourceview.py", line 27, in <module>
import gtksourceview2 as gtksourceview
ImportError: No module named gtksourceview2
Any solutions? (I run linux on OrangePi) I tried to configure machine settings on my old thinkpad with LPT port and the probe screen working..
Thanks Martin
EDIT: I fixed it. Gtksourceview2 was missing. After instalation probe screen working.
Last edit: 18 Jun 2021 06:05 by MLc.
Please Log in or Create an account to join the conversation.
- HalaszAttila
- Offline
- Premium Member
-

Less
More
- Posts: 149
- Thank you received: 5
19 Jul 2021 05:56 - 19 Jul 2021 05:59 #215283
by HalaszAttila
Replied by HalaszAttila on topic Work with probe
Hello,
i am new in using Probe Screen. We want to use it on Brother TC325 with automatic tool changer.
In the LCNC config i solved the tool changeing with remapped M6 (runnning custom atc.ngc macro).
On the machine would be used both, tool length setter, and workpiece probe.
My questions is:
- What to do with remapped M6 in probe screen source, when i use own remapped M6 macro?
- How to connect two contact from tool setter, and probe to motion.probe-input (my plan is to use relays NO and NC conatacts. When tool probe is active with custom M code turn on the relay and connects motion.probe-input over NO contact, else in Probe Screen used the touch probe over NC contact)?
- I think i will use own macro for tool length setter, and Probe Screen use just for setting the workpiece zeros.
Thanks for answers.
Attila.
i am new in using Probe Screen. We want to use it on Brother TC325 with automatic tool changer.
In the LCNC config i solved the tool changeing with remapped M6 (runnning custom atc.ngc macro).
On the machine would be used both, tool length setter, and workpiece probe.
My questions is:
- What to do with remapped M6 in probe screen source, when i use own remapped M6 macro?
- How to connect two contact from tool setter, and probe to motion.probe-input (my plan is to use relays NO and NC conatacts. When tool probe is active with custom M code turn on the relay and connects motion.probe-input over NO contact, else in Probe Screen used the touch probe over NC contact)?
- I think i will use own macro for tool length setter, and Probe Screen use just for setting the workpiece zeros.
Thanks for answers.
Attila.
Last edit: 19 Jul 2021 05:59 by HalaszAttila.
Please Log in or Create an account to join the conversation.
- Jetiman
- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 2
20 Jul 2021 14:12 #215417
by Jetiman
Replied by Jetiman on topic Work with probe
Has someone integrated the error output in the probe screen?
Please Log in or Create an account to join the conversation.
Time to create page: 0.249 seconds