ASD-A2 EtherCAT on LinuxCNC
- jirkam
- Offline
- Senior Member
-

- Posts: 75
- Thank you received: 9
Thanks jirka
Please Log in or Create an account to join the conversation.
- jirkam
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 9
Wouldn't it be better for me to switch from speed control to position control?
(I'm afraid someone will say yes, and I won't know how to do it.
 )
)Thanks jirka
Please Log in or Create an account to join the conversation.
- chimeno
- Offline
- Elite Member
-

- Posts: 295
- Thank you received: 125
sorry for taking the time to answer, the speed control problem that you first have to adjust in the drive configuration so that it works at the speed and acceleration you need in the machine and then finish adjusting in linuxcnc, if you want you can try this configuration if you notice any improvement,
P =150
I =0
D = 0.1
BIAS = 0
FF0 = 0
FF1 = 0.98
FF2 = 0
DEADBAND 0.00001
pass the position control I think it does a lot of people and not difficult, you will have to use the generic controller and change the PDO for the position ones and configure the position mode, you will also have to configure the speed and acceleration in the drive.
greeting
Chimeno
Please Log in or Create an account to join the conversation.
- jirkam
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 9
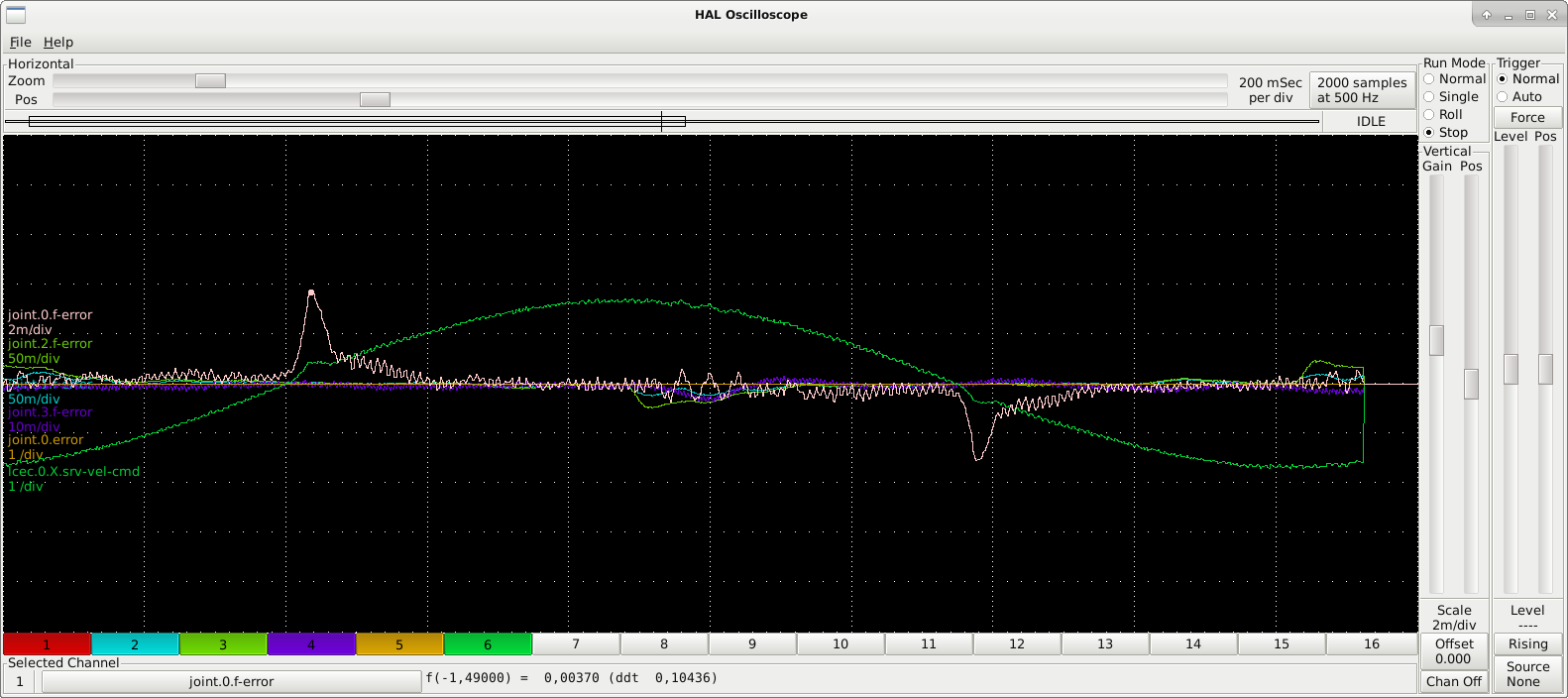
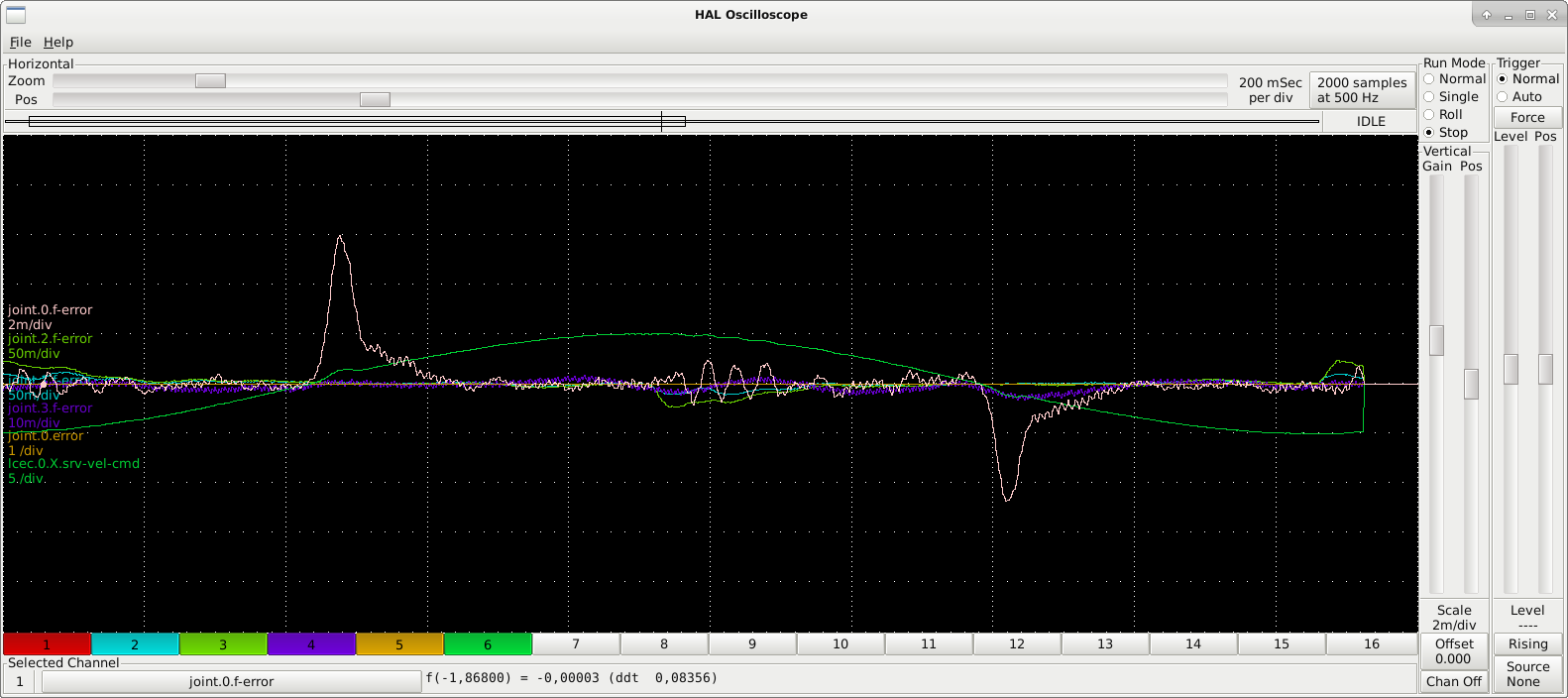
I found that "I" depends on the output resolution of the ASD-A2.
Here is a table of test settings.
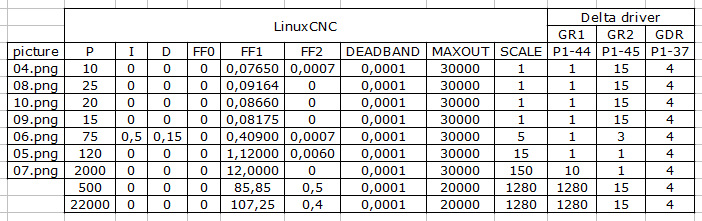
The result is almost the same. Only when the resolution of the ASD-A2 is higher is it very difficult to set and the system is then unstable after 5 minutes of milling.
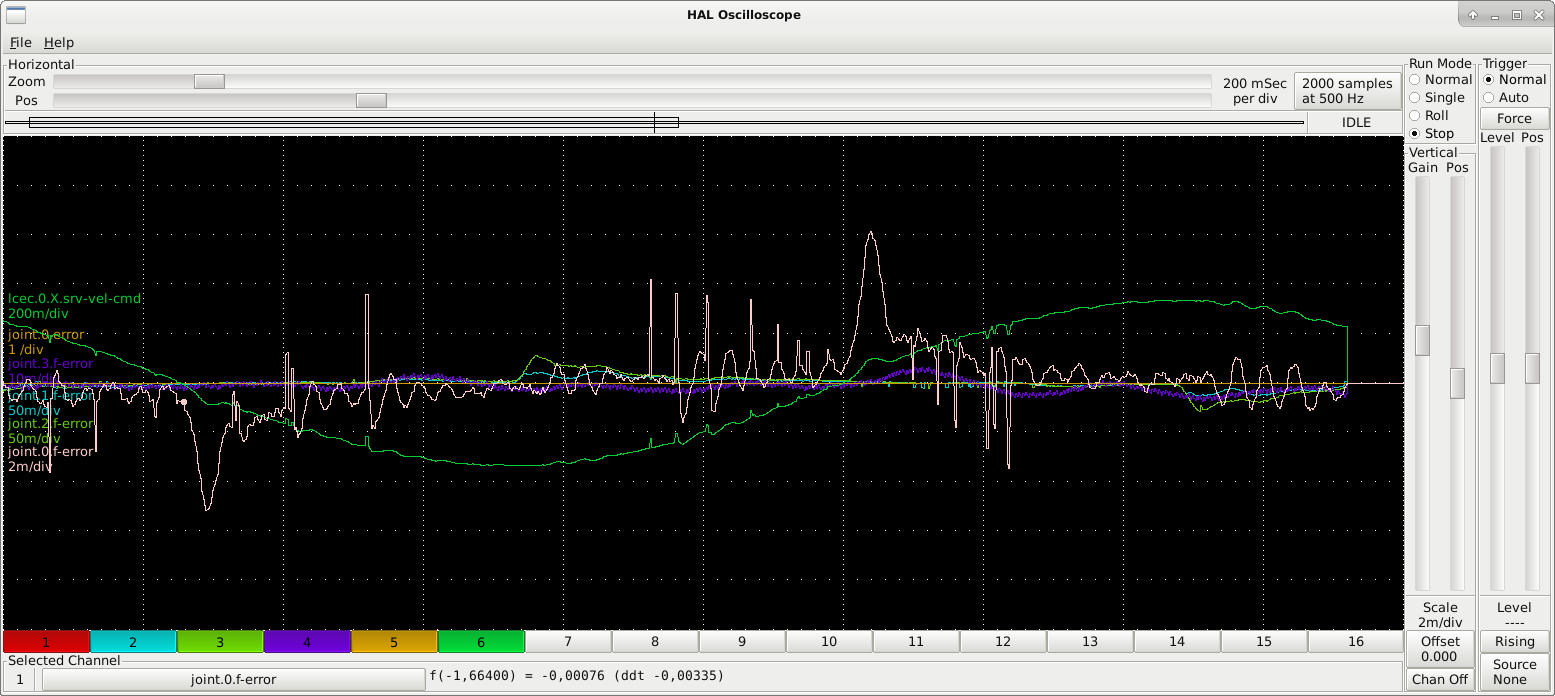
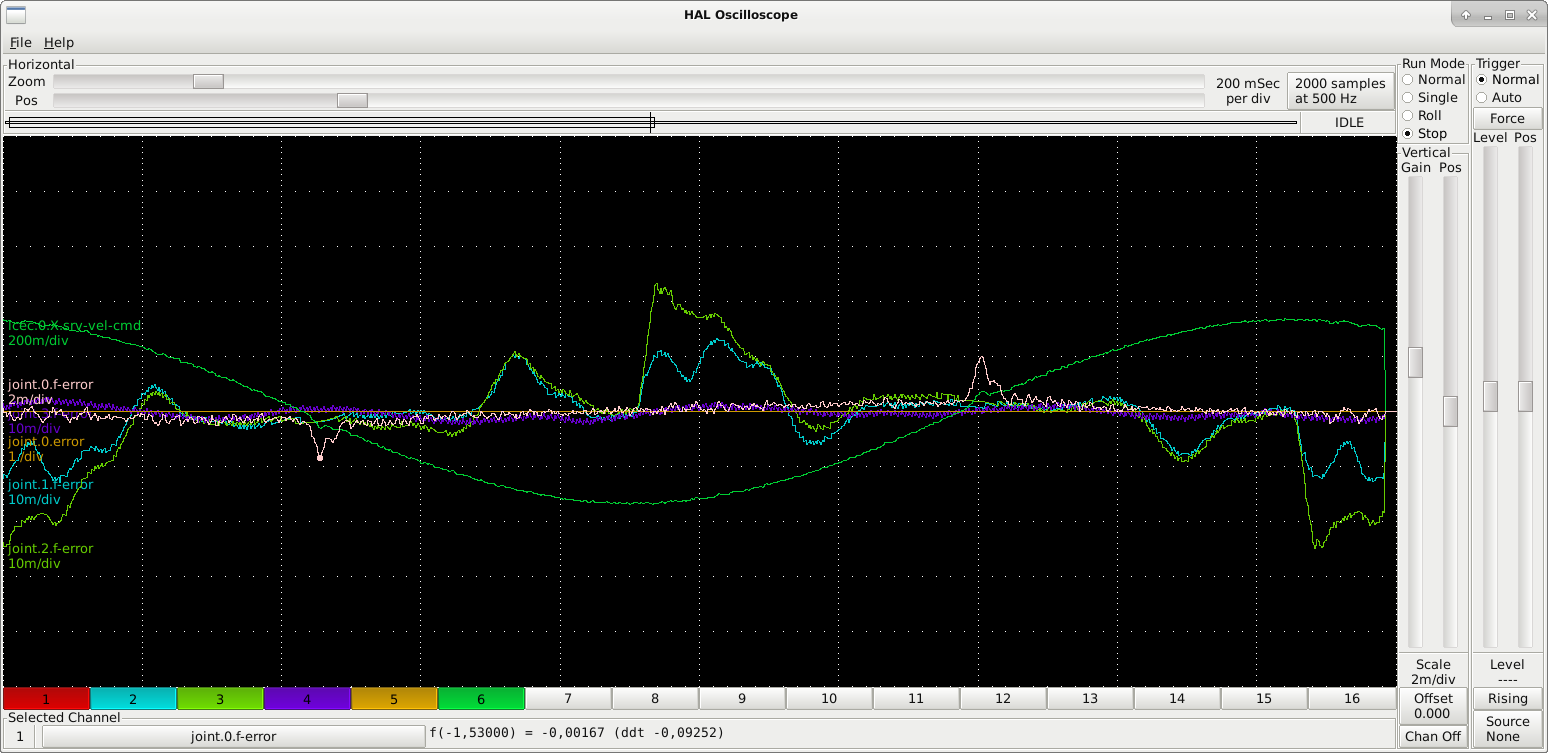
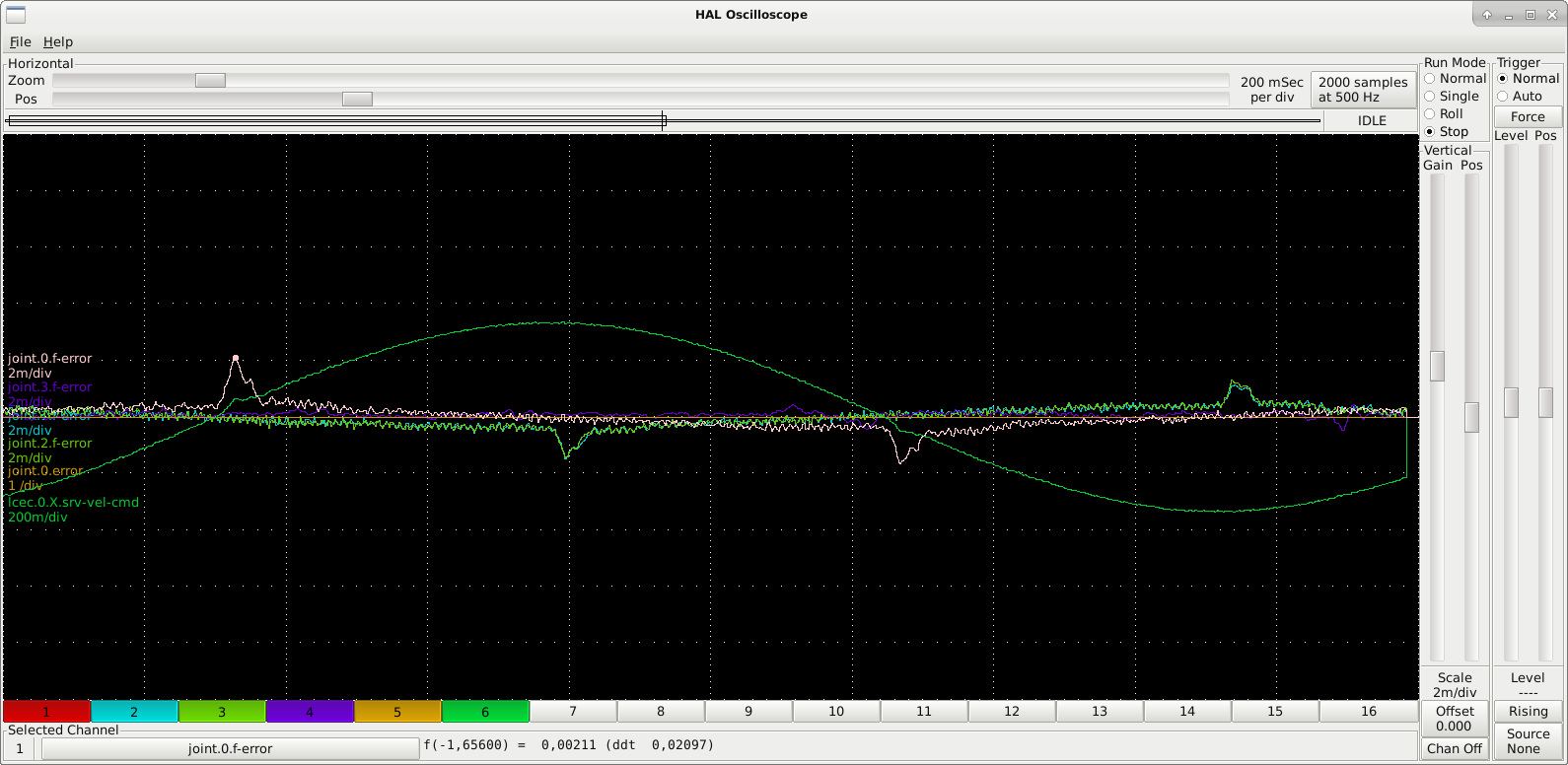
For pictures, watch only the "joint.0.f-error" - light color curve.

Attachments:
Please Log in or Create an account to join the conversation.
- jirkam
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 9
Does not matter. I've been testing all week. See above.
I'm done setting 10.png. But I will make a few more changes according to you.

Do you mean "MAX_ACCELERATION", "MAX_OUTPUT" and "MAX_VELOCITY"?the speed control problem that you first have to adjust in the drive configuration so that it works at the speed and acceleration you need in the machine and then finish adjusting in linuxcnc
"MAX_ACCELERATION" is parameter P1-34 and P1-35 for ASD-A2. But I don't know how to convert "MAX_ACCELERATION = 1500" to "ms" for ASD-A2?
And which ASD-A2 parameter corresponds to "MAX_OUTPUT = 30000" and "MAX_VELOCITY = 200"? P1-40 or P1-55?
I apologize for the large number of questions.
Thank you very much and have a nice day.
Jirka
Attachments:
Please Log in or Create an account to join the conversation.
- jirkam
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 9

Jirka
Attachments:
Please Log in or Create an account to join the conversation.
- chimeno
- Offline
- Elite Member
-
- Posts: 295
- Thank you received: 125
I'm glad it worked well for you!
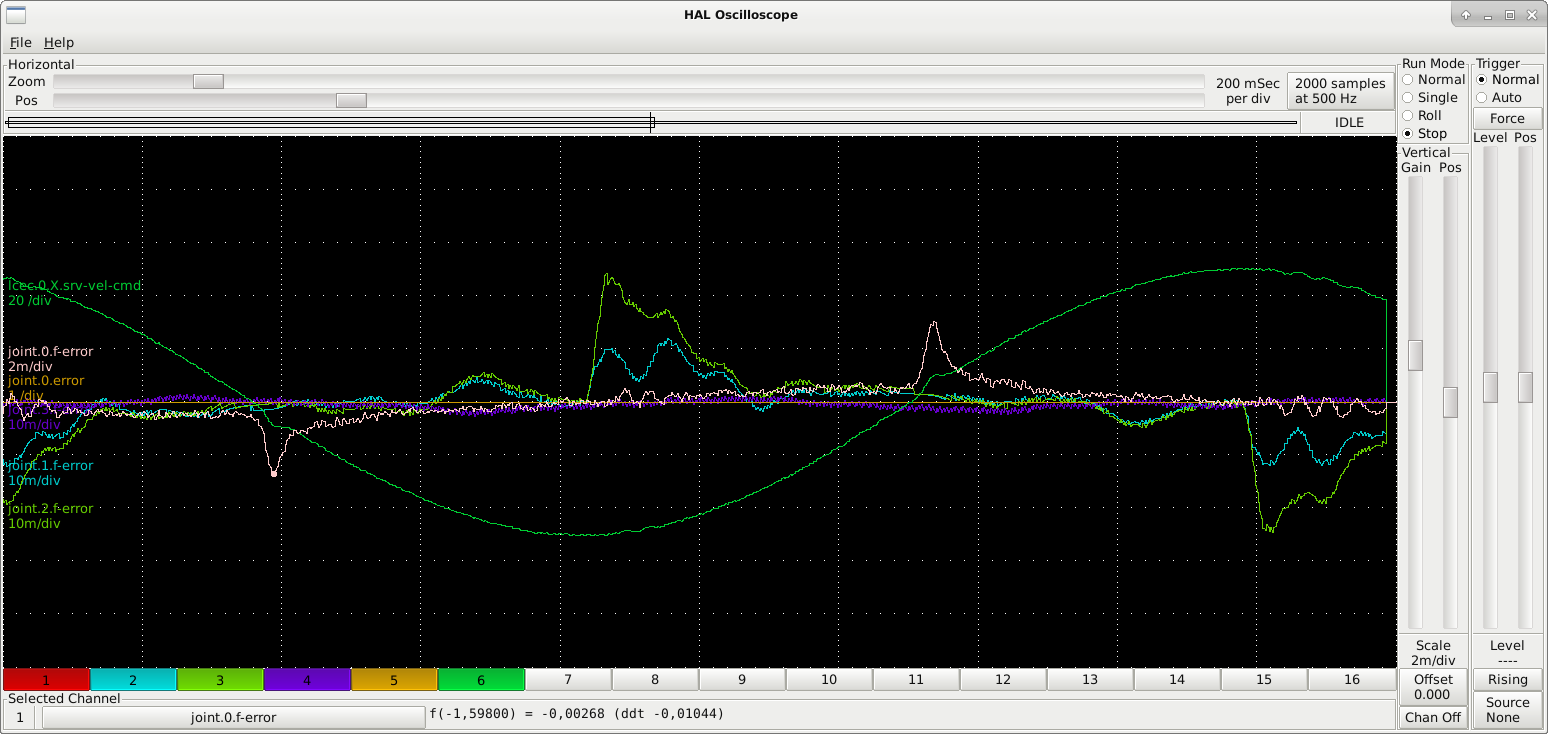
what do you mean .COMP ??The big bugs in this picture are thanks to .COMP where I had "950 0.020 -0.030" set. After adjusting to "950 0.020 0.020" it is no longer a problem.
this parameter is marked by the scale in driver and motor, you have, the fixed scale is 0.1 rpm and a motor at 3,000 rpm, so I think 3000x0.1 = 300, it seems to me that the scale has to be "300"And which ASD-A2 parameter corresponds to "MAX_OUTPUT = 30000" and "MAX_VELOCITY = 200"? P1-40 or P1-55?
MAX_OUTPUT = 300
MAX_VELOCITY = 300
The acceleration values depend a lot on the type of structure to move, the value to put P1-34 / 35 is the time you want it to take to go from 0 to 3000rpm,MAX_ACCELERATION" is parameter P1-34 and P1-35 for ASD-A2. But I don't know how to convert "MAX_ACCELERATION = 1500" to "ms" for ASD-A2?
In linuxcnc it is in units per machine over your maximum speed of 300.
I usually use the drive display to indicate the actual motor speed, I think you can configure it with parameter P0-02 value 7
greeting
Chimeno
Please Log in or Create an account to join the conversation.
- jirkam
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 9
.COMP I mean in .ini / [AXIS] / COMP_FILE.
I will try to set MAX_OUTPUT = 300 and MAX_VELOCITY = 300.
Last time you wrote:
"setp lcec.0.x.srv-velo-cmd 30000" and "MAX_OUTPUT = 30000"
I'll try and see what happens.
Due to the poor design of the machine, I would like to use the maximum acceleration "MAX_ACCELERATION = 500" and "MAX_VELOCITY = 300".
What value corresponds to this setting for P1-34 and P1-35?
500ms? Probably not? Or yes?
I will also set parameter P0-02 to 7.
Thank you very much. Jirka
Please Log in or Create an account to join the conversation.
- chimeno
- Offline
- Elite Member
-
- Posts: 295
- Thank you received: 125
Ok, thanks.COMP I mean in .ini / [AXIS] / COMP_FILE.
I will try to set MAX_OUTPUT = 300 and MAX_VELOCITY = 300.
Last time you wrote:
"setp lcec.0.x.srv-velo-cmd 30000" and "MAX_OUTPUT = 30000"
I'll try and see what happens.
Sorry I think it looks bad, one way to check it is to use the settings on the drive screen to see the engine speed and with this signal you should see 1500rpm
setp lcec.0.x.srv-velo-cmd 150Due to the poor design of the machine, I would like to use the maximum acceleration "MAX_ACCELERATION = 500" and "MAX_VELOCITY = 300".
What value corresponds to this setting for P1-34 and P1-35?
500ms? Probably not? Or yes?
It can be, it depends a lot on the machine,
You can also adjust the parameters automatically through the WINDOWS program that includes the "3.2 Auto Gain Tuning", which allows you to do many tests to see what is the maximum you can go.
Greeting
Chimeno
Please Log in or Create an account to join the conversation.
- jirkam
- Offline
- Senior Member
-
- Posts: 75
- Thank you received: 9
If I understood this well, I found out by testing that the servo speed is 800 rpm on the display (set parameter P0-02 = 7) at a speed of 12,000 mm / min in Lcnc.
The servo speed on the display is 1,200 rpm at 18,000 mm / min in Lcnc.
It's different than I thought.
I'm starting to get lost in it.
I was just trying:
I removed "setp lcec.0.x.srv-velo-cmd 10000" and tested how low I could get with "MAX_OUTPUT".
At speeds of 12,000 mm / min I could drop to "MAX_OUTPUT = 14".
And at speeds of 18,000 mm / min I dropped to "MAX_OUTPUT = 21"
In both cases, the system behaved the same as with "MAX_OUTPUT = 30000"
Is it possible to observe anything from this?
Thank you Jirka
Please Log in or Create an account to join the conversation.