Search Results (Searched for: 7i76e)

05 Nov 2023 00:40
04 Nov 2023 23:47

04 Nov 2023 23:30
04 Nov 2023 23:26
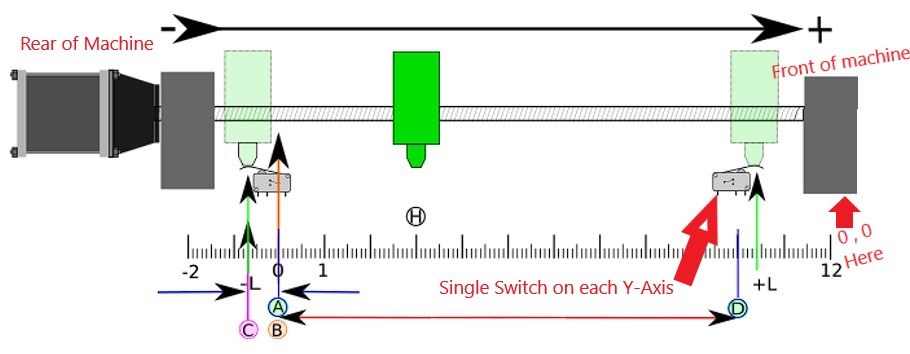
Replied by tommylight on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions

04 Nov 2023 23:04
Replied by gardenweazel on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
04 Nov 2023 22:41
03 Nov 2023 20:32
Replied by Unlogic on topic Optimum Optimill MH50V CNC conversion
Optimum Optimill MH50V CNC conversion
Category: Milling Machines
03 Nov 2023 17:55 - 03 Nov 2023 22:22
Optimum Optimill MH50V CNC conversion was created by Unlogic
Optimum Optimill MH50V CNC conversion
Category: Milling Machines




01 Nov 2023 21:55
Replied by tommylight on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
01 Nov 2023 18:55
Replied by gardenweazel on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 22:07
Replied by tommylight on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 21:51
Replied by gardenweazel on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 20:19 - 31 Oct 2023 20:30
Replied by tommylight on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
31 Oct 2023 17:53
Replied by djdelorie on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions

31 Oct 2023 17:33 - 31 Oct 2023 21:07
Replied by PCW on topic Tandem Y Axis not working on 7i76E
Tandem Y Axis not working on 7i76E
Category: General LinuxCNC Questions
Time to create page: 0.993 seconds