Search Results (Searched for: )
- Lcvette

02 Jul 2025 06:58
Replied by Lcvette on topic User error or a strange event on probing. Broken ruby tip.
User error or a strange event on probing. Broken ruby tip.
Category: QtPyVCP
- Aciera

02 Jul 2025 05:08
- ANGELOS13
- ANGELOS13
02 Jul 2025 04:34
7i92M very weird communication problem!!! was created by ANGELOS13
7i92M very weird communication problem!!!
Category: Installing LinuxCNC
- Johnnysacalu
- Johnnysacalu
02 Jul 2025 04:28 - 02 Jul 2025 11:25
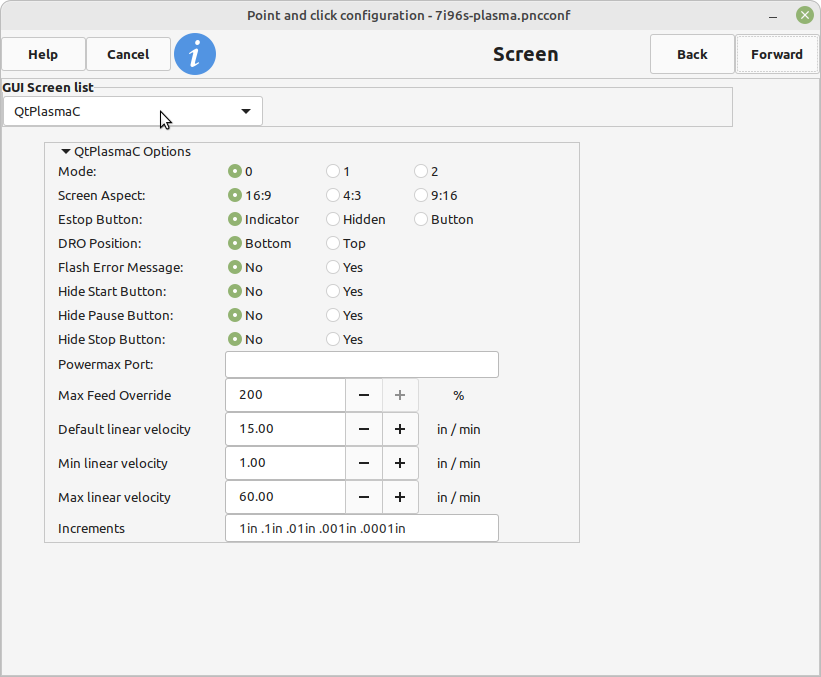
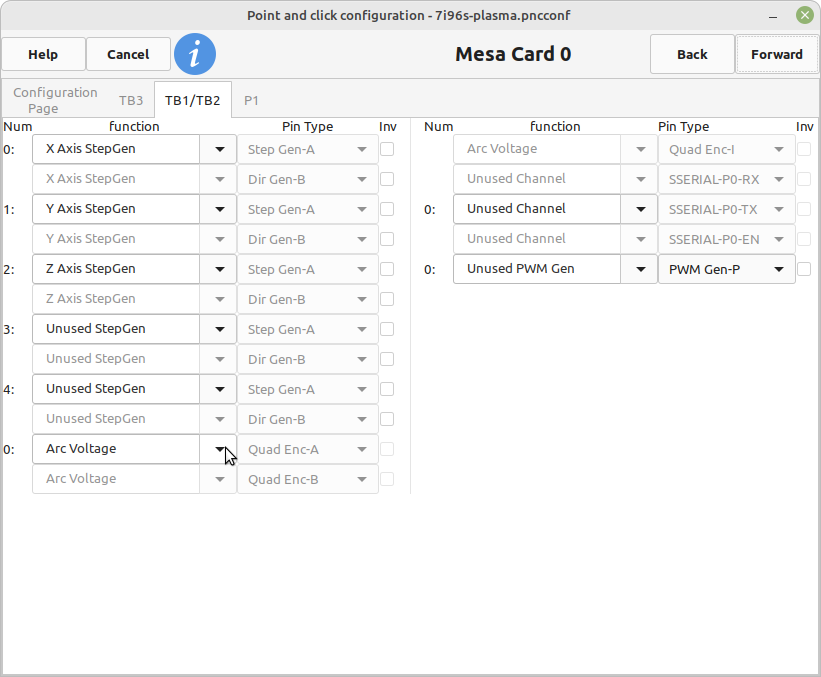
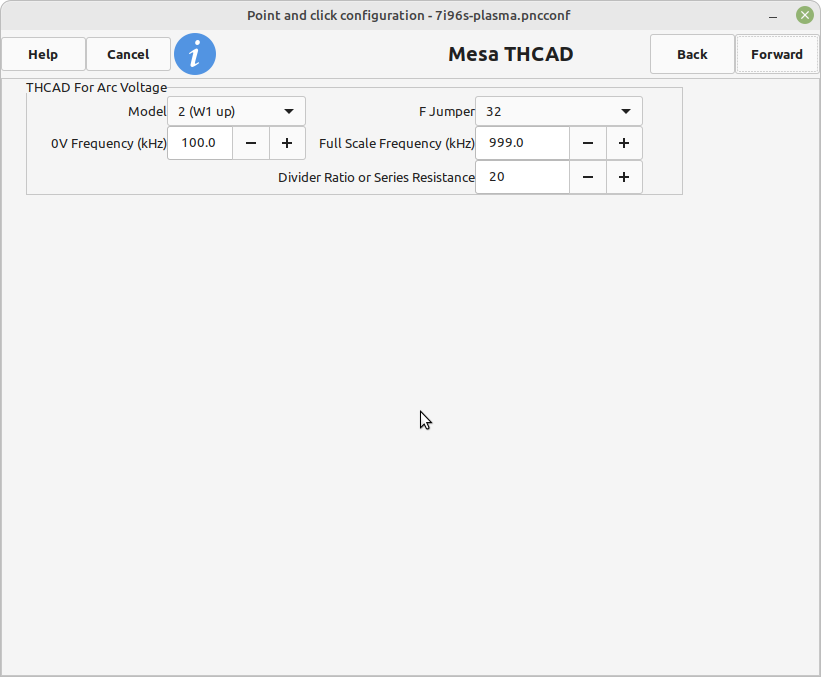
Replied by Johnnysacalu on topic Configuración thcad2 con mesa 7i96s
Configuración thcad2 con mesa 7i96s
Category: General LinuxCNC Questions
- PCW

02 Jul 2025 03:02
- kn612
- kn612
02 Jul 2025 02:28 - 02 Jul 2025 02:53
Replied by kn612 on topic Servo Driver Plasma Retrofit
Servo Driver Plasma Retrofit
Category: Plasmac
- MrTejuino
- MrTejuino
02 Jul 2025 00:29 - 02 Jul 2025 00:31
- cmorley
- cmorley
01 Jul 2025 21:55
Replied by cmorley on topic Import pin value in handler.py
Import pin value in handler.py
Category: Qtvcp
- PCW
01 Jul 2025 20:39
Replied by PCW on topic Configuración thcad2 con mesa 7i96s
Configuración thcad2 con mesa 7i96s
Category: General LinuxCNC Questions
- TMinj
- TMinj
01 Jul 2025 20:06 - 01 Jul 2025 20:10
- Johnnysacalu
- Johnnysacalu
01 Jul 2025 19:51
Configuración thcad2 con mesa 7i96s was created by Johnnysacalu
Configuración thcad2 con mesa 7i96s
Category: General LinuxCNC Questions
- tommylight

01 Jul 2025 19:36
Replied by tommylight on topic Bios error during lcnc start
Bios error during lcnc start
Category: Computers and Hardware
- PCW
01 Jul 2025 19:33
Replied by PCW on topic Bios error during lcnc start
Bios error during lcnc start
Category: Computers and Hardware
- ALS
- ALS
01 Jul 2025 19:26
- workshop54
- workshop54
01 Jul 2025 19:15
Replied by workshop54 on topic Wait for spindle-halt signal before reversing spindle direction
Wait for spindle-halt signal before reversing spindle direction
Category: Basic Configuration
Time to create page: 0.859 seconds