Search Results (Searched for: )
- m3chanist
16 Jun 2025 11:49
Replied by m3chanist on topic Marco Reps video on youtube about EtherCAT
Marco Reps video on youtube about EtherCAT
Category: EtherCAT
- tar_san
- tar_san
16 Jun 2025 11:43
Replied by tar_san on topic Missing link in homing LC10E
Missing link in homing LC10E
Category: EtherCAT
- Hakan
- Hakan
16 Jun 2025 11:41
Replied by Hakan on topic Cumark Closed-Loop VFD with EtherCAT (non-CiA402) Configuration
Cumark Closed-Loop VFD with EtherCAT (non-CiA402) Configuration
Category: EtherCAT
- Jens23
- Jens23
16 Jun 2025 11:39
Replied by Jens23 on topic Einbindung AX5000 und EL3104
Einbindung AX5000 und EL3104
Category: Deutsch
- my1987toyota

16 Jun 2025 10:10
Replied by my1987toyota on topic Linux vs Windows value
Linux vs Windows value
Category: Off Topic and Test Posts
- JAMSys
- JAMSys
16 Jun 2025 08:50
Replied by JAMSys on topic Linuxcnc 2.9.2 and 2.93 images for Raspberry Pi 4b & 5
Linuxcnc 2.9.2 and 2.93 images for Raspberry Pi 4b & 5
Category: Installing LinuxCNC
- mc_cubus
- mc_cubus
16 Jun 2025 08:16 - 16 Jun 2025 08:22
Replied by mc_cubus on topic Probe tripped during non-probe move
Probe tripped during non-probe move
Category: Basic Configuration
- epineh
- epineh
16 Jun 2025 08:04
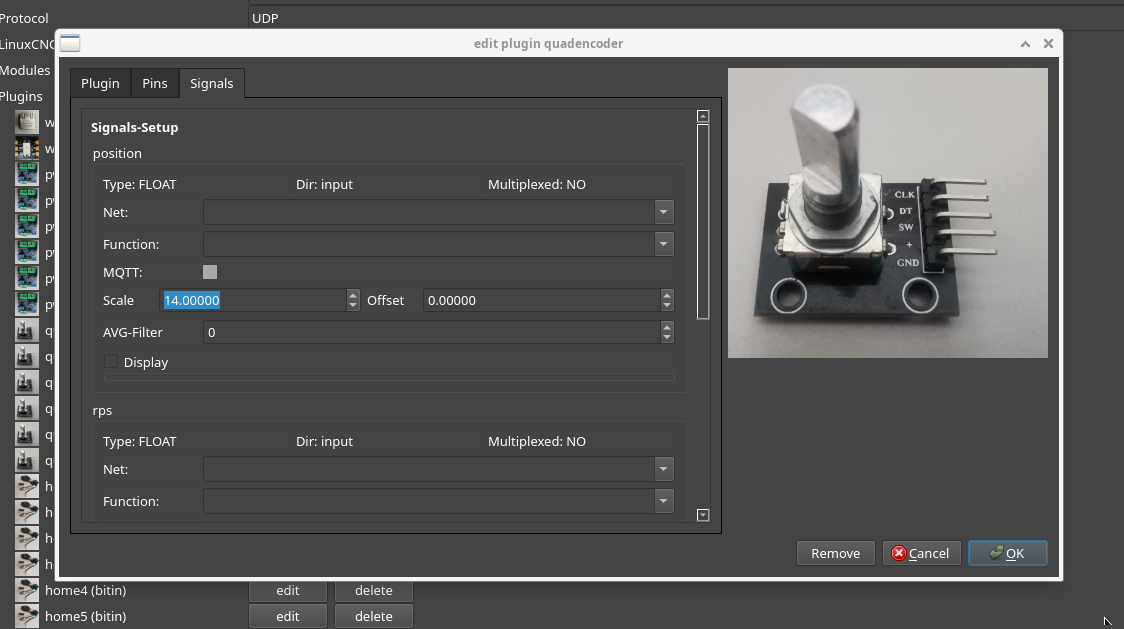
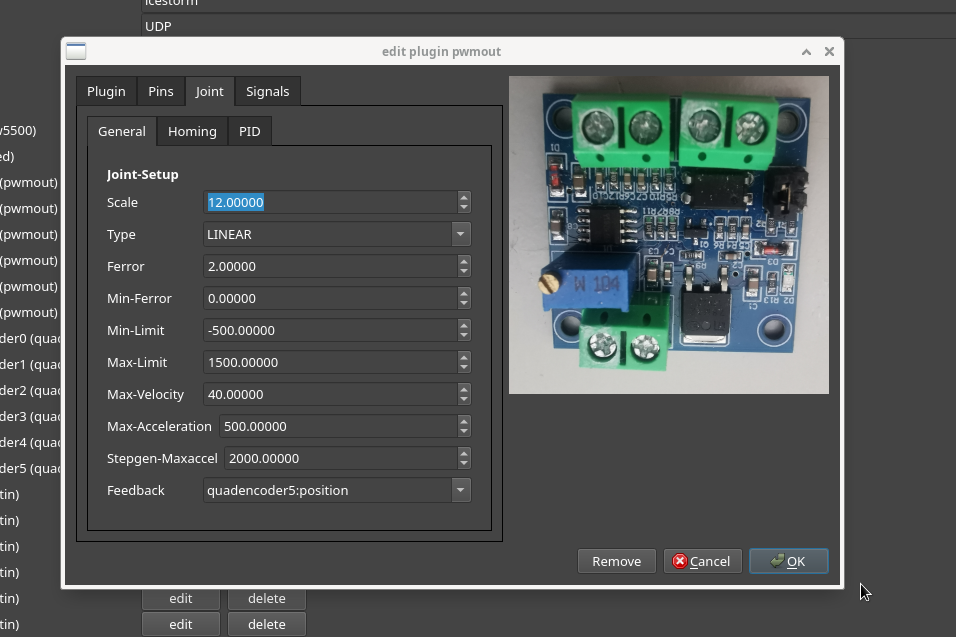
Replied by epineh on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- DMNZ
- DMNZ
16 Jun 2025 07:28
Replied by DMNZ on topic Error finishing read... *sigh*
Error finishing read... *sigh*
Category: Computers and Hardware
- meister
- meister
16 Jun 2025 05:32
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- SebastianM
- SebastianM
16 Jun 2025 03:38
- SebastianM
- SebastianM
16 Jun 2025 03:36 - 16 Jun 2025 03:45
Replied by SebastianM on topic Error finishing read... *sigh*
Error finishing read... *sigh*
Category: Computers and Hardware
- cmorley
- cmorley
16 Jun 2025 03:34 - 16 Jun 2025 03:35
Replied by cmorley on topic GUI that somewhat resembles haas or fanuc workflow.
GUI that somewhat resembles haas or fanuc workflow.
Category: General LinuxCNC Questions
Time to create page: 0.439 seconds