Search Results (Searched for: )
- tommylight

16 May 2025 11:06
Replied by tommylight on topic Issues installing LinuxCNC
Issues installing LinuxCNC
Category: Installing LinuxCNC
- Todd Zuercher

16 May 2025 11:01
Replied by Todd Zuercher on topic Issues installing LinuxCNC
Issues installing LinuxCNC
Category: Installing LinuxCNC
- Todd Zuercher
16 May 2025 10:36
Replied by Todd Zuercher on topic Need guidence to improve latency and speed
Need guidence to improve latency and speed
Category: Basic Configuration
- low-blip
- low-blip
16 May 2025 10:30 - 27 May 2025 11:38

- besi99
- besi99
16 May 2025 10:01
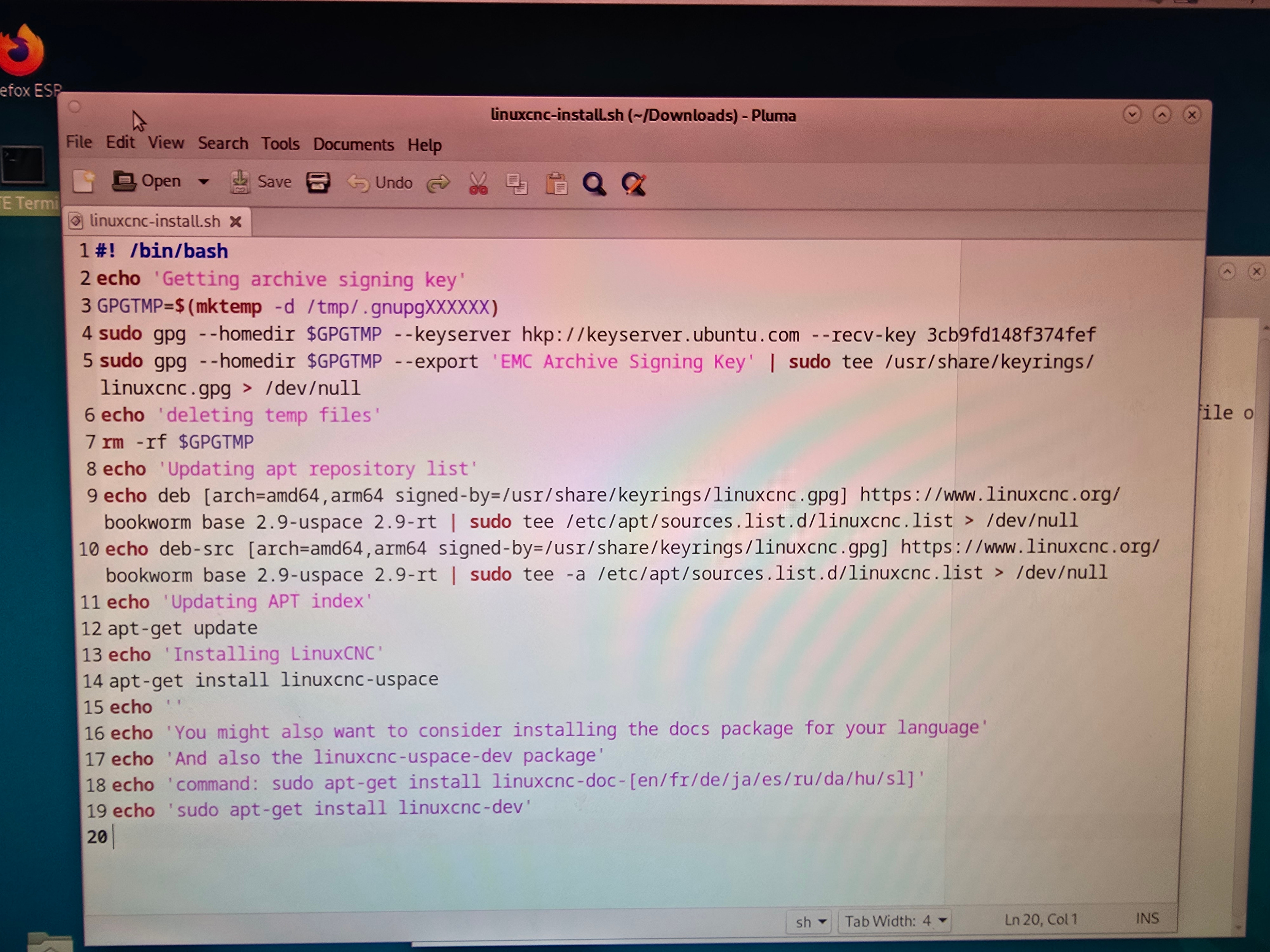
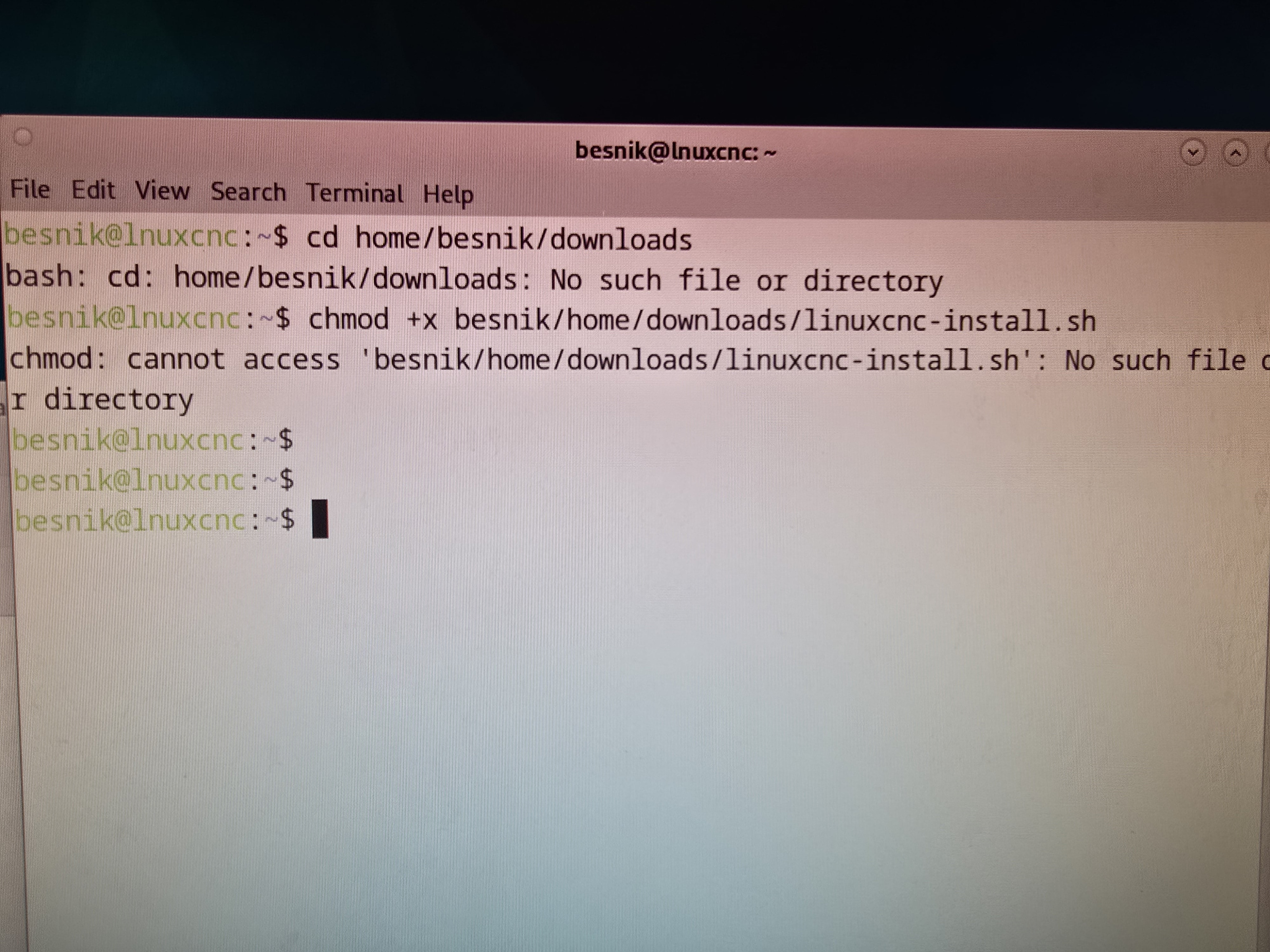
Replied by besi99 on topic Issues installing LinuxCNC
Issues installing LinuxCNC
Category: Installing LinuxCNC
")
- alangibson
- alangibson
16 May 2025 09:03
Ohmic probe aborts immediately was created by alangibson
Ohmic probe aborts immediately
Category: Plasmac
- npostma
16 May 2025 08:29 - 16 May 2025 09:17
Replied by npostma on topic Need guidence to improve latency and speed
Need guidence to improve latency and speed
Category: Basic Configuration
- unknown
- unknown
16 May 2025 08:20
Replied by unknown on topic Need guidence to improve latency and speed
Need guidence to improve latency and speed
Category: Basic Configuration
- Aciera

16 May 2025 08:15 - 16 May 2025 08:29
Replied by Aciera on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Category: Advanced Configuration
- SanzuiWorks

16 May 2025 07:00 - 16 May 2025 07:02
Replied by SanzuiWorks on topic Manual Toolchange + Abs Z Probe (QtDragon)
Manual Toolchange + Abs Z Probe (QtDragon)
Category: Qtvcp
- npostma
16 May 2025 06:43 - 16 May 2025 07:03
Need guidence to improve latency and speed was created by npostma
Need guidence to improve latency and speed
Category: Basic Configuration
- jochen91
- jochen91
16 May 2025 06:39
Replied by jochen91 on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Category: Advanced Configuration
- Benb

16 May 2025 01:25 - 16 May 2025 01:32
- tommylight
15 May 2025 23:38
Replied by tommylight on topic Issues installing LinuxCNC
Issues installing LinuxCNC
Category: Installing LinuxCNC
- tommylight
15 May 2025 23:35
Time to create page: 2.002 seconds