Search Results (Searched for: )
- abi9624
- abi9624
30 Apr 2025 07:54
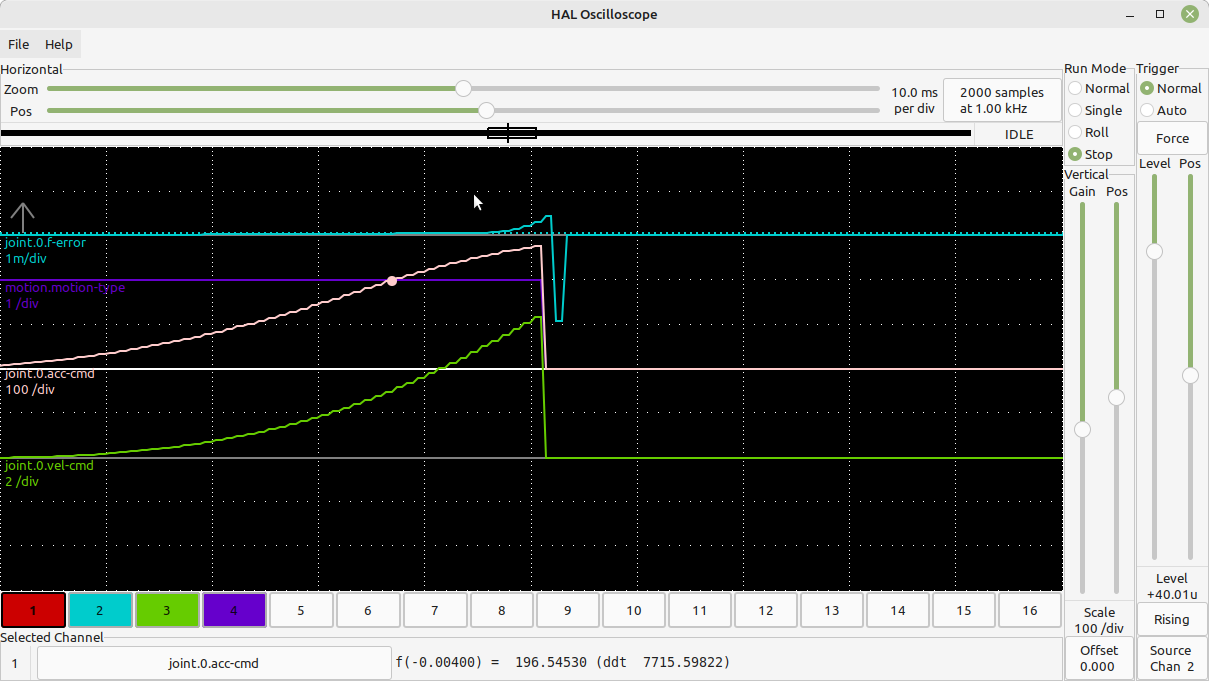
Replied by abi9624 on topic AC Servo tuning - Joint 0 following error at high velocities
AC Servo tuning - Joint 0 following error at high velocities
Category: Basic Configuration
- IB_CnC
- IB_CnC
30 Apr 2025 07:23 - 30 Apr 2025 07:24
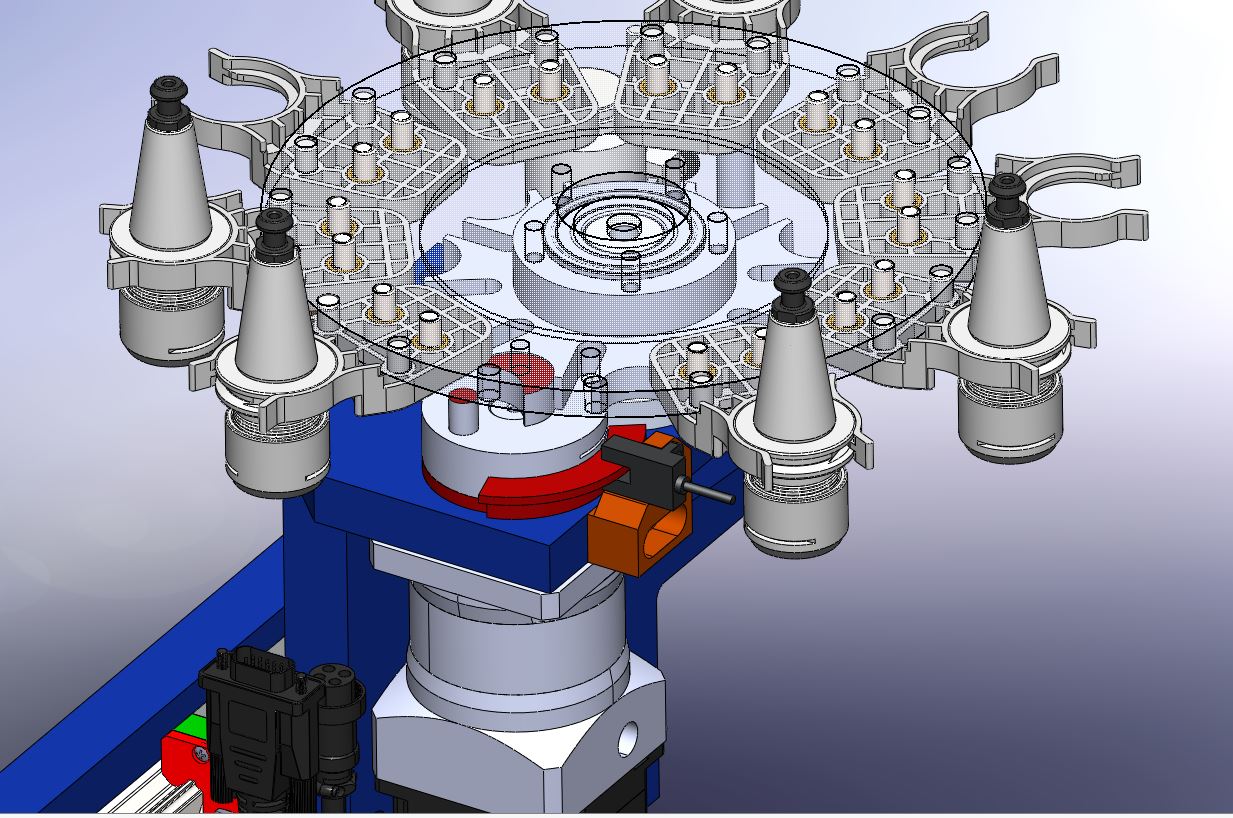
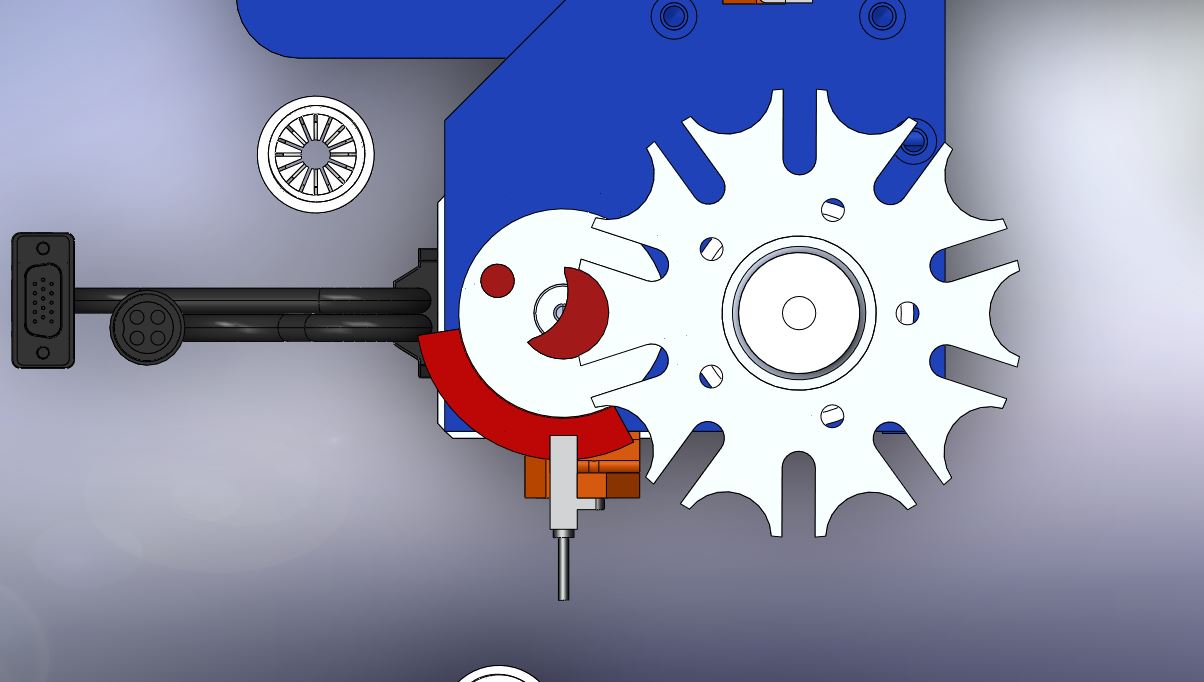
Replied by IB_CnC on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP
- Hakan
- Hakan
30 Apr 2025 05:49 - 30 Apr 2025 05:49
Replied by Hakan on topic EtherCAT + 7i96s + Internet Success
EtherCAT + 7i96s + Internet Success
Category: EtherCAT
- Attis92
- Attis92
30 Apr 2025 05:00
Replied by Attis92 on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware

- JetForMe

30 Apr 2025 02:42
Replied by JetForMe on topic I seemed to have borked my GTK/Glade installation
I seemed to have borked my GTK/Glade installation
Category: GladeVCP
- IB_CnC
- IB_CnC
30 Apr 2025 02:18
Replied by IB_CnC on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP
- IB_CnC
- IB_CnC
30 Apr 2025 02:10
Replied by IB_CnC on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP


- IB_CnC
- IB_CnC
30 Apr 2025 01:47
Replied by IB_CnC on topic Losing some values after PB restart
Losing some values after PB restart
Category: QtPyVCP
- Spyderbreath

29 Apr 2025 23:39 - 29 Apr 2025 23:43
Replied by Spyderbreath on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- ffffrf
- ffffrf
29 Apr 2025 23:22 - 29 Apr 2025 23:24
- cakeslob
- cakeslob
29 Apr 2025 21:58
Replied by cakeslob on topic Remora - Rpi Software Stepping Using External Microcontroller via SPI
Remora - Rpi Software Stepping Using External Microcontroller via SPI
Category: Computers and Hardware
- PCW

29 Apr 2025 21:37
- ffffrf
- ffffrf
29 Apr 2025 21:19
- scotta

29 Apr 2025 21:12
- PCW
29 Apr 2025 20:57 - 29 Apr 2025 22:25
Replied by PCW on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
Time to create page: 0.879 seconds