Search Results (Searched for: )
- endian

26 Apr 2025 20:05
Replied by endian on topic WEMAS MT 32 CNC Lathe -> LinuxCNC - Mesa or EtherCAT?
WEMAS MT 32 CNC Lathe -> LinuxCNC - Mesa or EtherCAT?
Category: Turning
- Lcvette

26 Apr 2025 19:24
- Lcvette
26 Apr 2025 19:08
Replied by Lcvette on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP
- Lcvette
26 Apr 2025 18:57
Replied by Lcvette on topic Losing some values after PB restart
Losing some values after PB restart
Category: QtPyVCP
- gmouer
- gmouer
26 Apr 2025 18:49
- tommylight

26 Apr 2025 16:56
Replied by tommylight on topic Absolute Beginner. Help!
Absolute Beginner. Help!
Category: General LinuxCNC Questions
")
- Nick_Hacking
- Nick_Hacking
26 Apr 2025 16:42
Replied by Nick_Hacking on topic Absolute Beginner. Help!
Absolute Beginner. Help!
Category: General LinuxCNC Questions
- Nick_Hacking
- Nick_Hacking
26 Apr 2025 16:31
Replied by Nick_Hacking on topic Absolute Beginner. Help!
Absolute Beginner. Help!
Category: General LinuxCNC Questions
- tommylight
26 Apr 2025 16:26
- tommylight
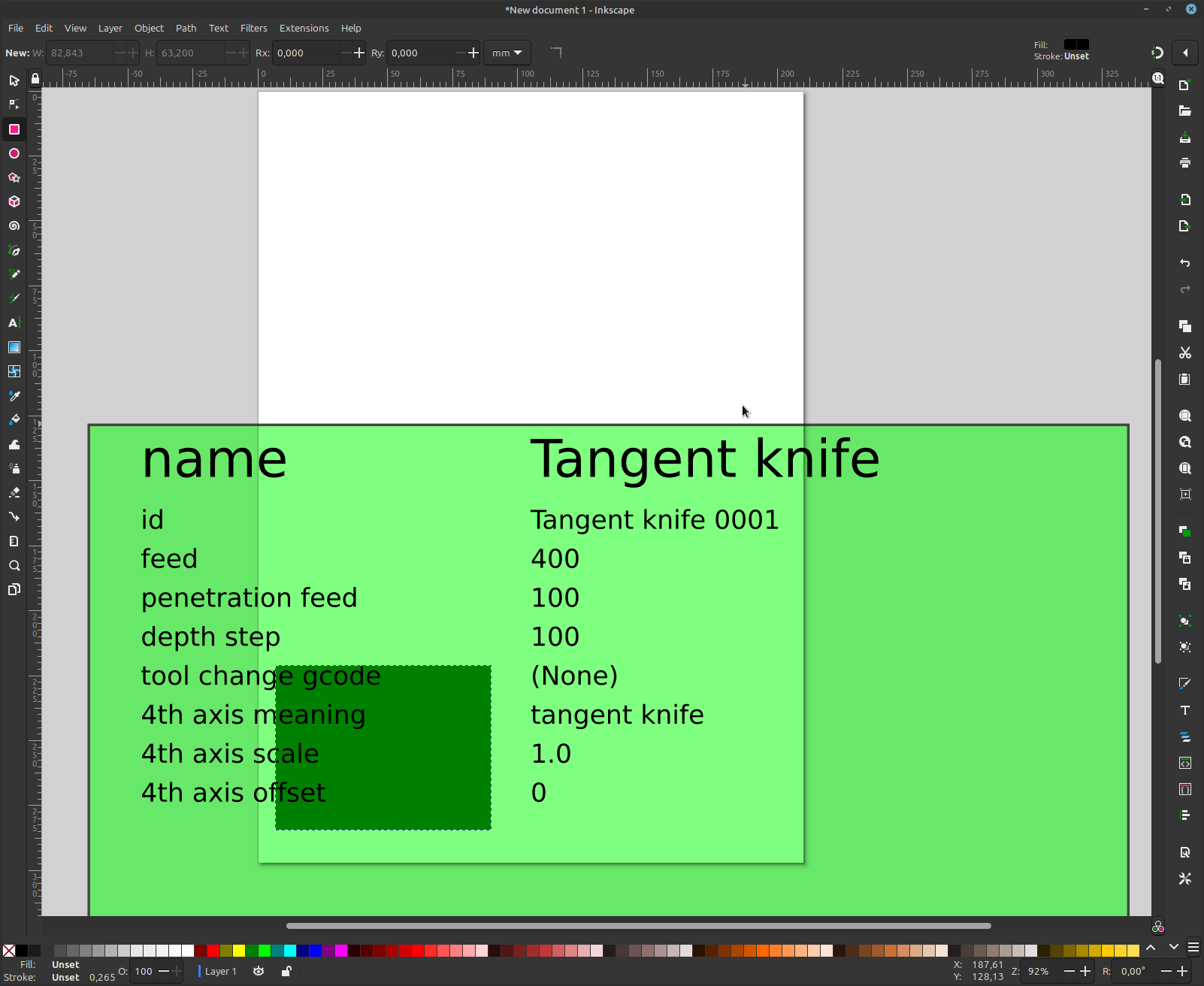
26 Apr 2025 16:18
Replied by tommylight on topic Tangential Cutting Path - Post Processor/ Filter File?
Tangential Cutting Path - Post Processor/ Filter File?
Category: Advanced Configuration
- tommylight
26 Apr 2025 15:52
Replied by tommylight on topic Dual control setup - comms between 2 systems- 7i94 bin file?
Dual control setup - comms between 2 systems- 7i94 bin file?
Category: Driver Boards
- Henk
- Henk
26 Apr 2025 15:39
- tommylight
26 Apr 2025 15:18
Replied by tommylight on topic Absolute Beginner. Help!
Absolute Beginner. Help!
Category: General LinuxCNC Questions
- Aciera

26 Apr 2025 14:43
Replied by Aciera on topic Absolute Beginner. Help!
Absolute Beginner. Help!
Category: General LinuxCNC Questions
- Nick_Hacking
- Nick_Hacking
26 Apr 2025 14:10 - 26 Apr 2025 14:12
Absolute Beginner. Help! was created by Nick_Hacking
Absolute Beginner. Help!
Category: General LinuxCNC Questions
Time to create page: 0.530 seconds