Search Results (Searched for: )
- Tntmold
- Tntmold
19 Mar 2025 15:44 - 19 Mar 2025 15:44
Replied by Tntmold on topic General Questions about using ethercat
General Questions about using ethercat
Category: EtherCAT
- pgf
- pgf
19 Mar 2025 14:20
Replied by pgf on topic switching from parport to mesa 7i96 -- check my assumptions
switching from parport to mesa 7i96 -- check my assumptions
Category: General LinuxCNC Questions
- Aciera

19 Mar 2025 14:11
Replied by Aciera on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- jmelson
- jmelson
19 Mar 2025 14:01
Replied by jmelson on topic Koike Aronson Plasma Conversion - sanity check on Mesa board selection?
Koike Aronson Plasma Conversion - sanity check on Mesa board selection?
Category: Driver Boards
- PCW

19 Mar 2025 13:58 - 19 Mar 2025 13:59
- JT

19 Mar 2025 13:40
- Grotius

19 Mar 2025 13:28 - 19 Mar 2025 13:32
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- NTULINUX

19 Mar 2025 13:10
- Daz
- Daz
19 Mar 2025 13:07
Replied by Daz on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- RDA
- RDA
19 Mar 2025 13:06
- cmorley
- cmorley
19 Mar 2025 12:43
")
- roland206
- roland206
19 Mar 2025 12:28
Replied by roland206 on topic THCAD selection including ohmic sensing
THCAD selection including ohmic sensing
Category: Plasmac
- unknown
- unknown
19 Mar 2025 12:24
Replied by unknown on topic EtherCAT Closed-Loop Drive Options for Lathe
EtherCAT Closed-Loop Drive Options for Lathe
Category: EtherCAT
- Aciera
19 Mar 2025 12:02
Replied by Aciera on topic G33.1 synchronized tapping problem
G33.1 synchronized tapping problem
Category: General LinuxCNC Questions
- slowpoke
- slowpoke
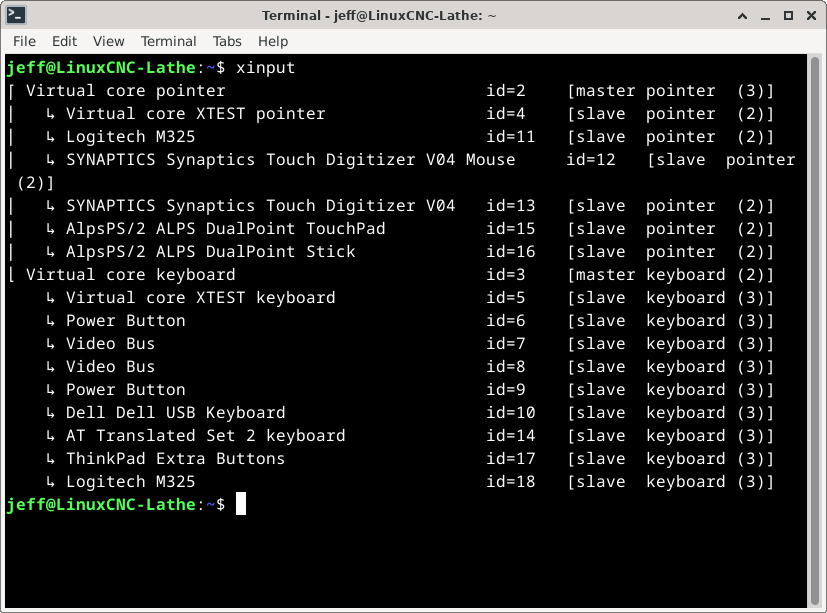
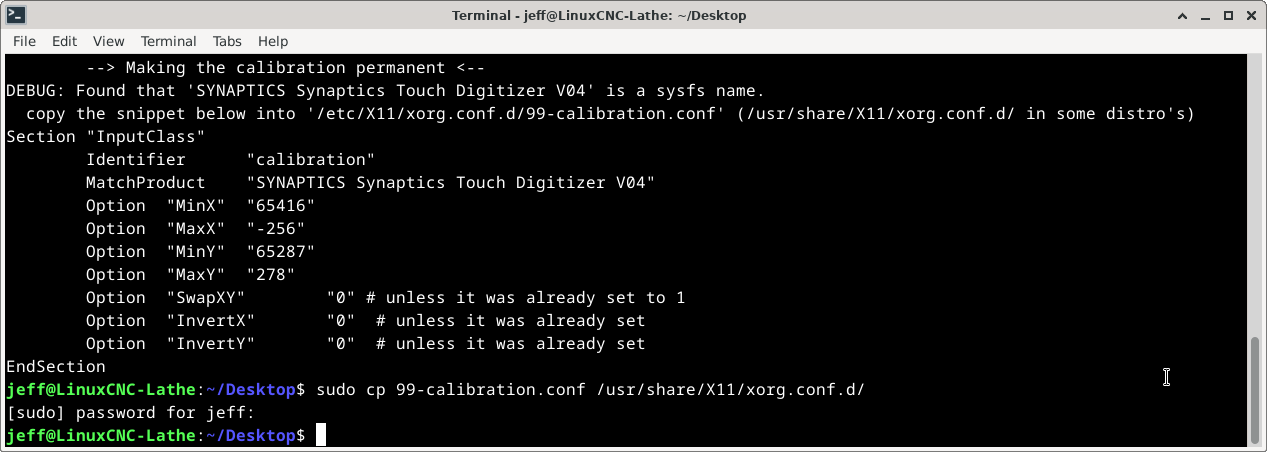
19 Mar 2025 11:47 - 19 Mar 2025 15:34
Replied by slowpoke on topic How to Invert the touchscreen Lenovo Yoga xinput?
How to Invert the touchscreen Lenovo Yoga xinput?
Category: General LinuxCNC Questions
Time to create page: 0.592 seconds