Search Results (Searched for: )
- andypugh

04 Mar 2025 20:14
Running a Mesa PCI card through a PCIe to PCI adaptor? was created by andypugh
Running a Mesa PCI card through a PCIe to PCI adaptor?
Category: Driver Boards
- Grotius

04 Mar 2025 19:52
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- FraesPaul
- FraesPaul
04 Mar 2025 19:51
Replied by FraesPaul on topic Installation 2.9.4 Debian Bookworm Preempt-RT ISO // Probleme
Installation 2.9.4 Debian Bookworm Preempt-RT ISO // Probleme
Category: Deutsch


- tommylight

04 Mar 2025 19:34
Replied by tommylight on topic Should I just suck it up and buy a good stepper driver?
Should I just suck it up and buy a good stepper driver?
Category: Driver Boards
- ihavenofish
- ihavenofish
04 Mar 2025 19:26
Replied by ihavenofish on topic New ethercat / probe basic control for minimonster
New ethercat / probe basic control for minimonster
Category: CNC Machines
- tommylight
04 Mar 2025 19:23
Replied by tommylight on topic Laser Head Height Sensor – Looking for a Beta Tester
Laser Head Height Sensor – Looking for a Beta Tester
Category: Plasma & Laser
- PCW

04 Mar 2025 19:23
- jyeomans
- jyeomans
04 Mar 2025 19:16
- PCW
04 Mar 2025 18:51
Should I just suck it up and buy a good stepper driver? was created by PCW
Should I just suck it up and buy a good stepper driver?
Category: Driver Boards
- 3404gerber
- 3404gerber
04 Mar 2025 18:18
Replied by 3404gerber on topic Anyone figured out how to get Trinamic's TMC5160 drivers working with LinuxCNC?
Anyone figured out how to get Trinamic's TMC5160 drivers working with LinuxCNC?
Category: Driver Boards
- zarfld
- zarfld
04 Mar 2025 18:16 - 04 Mar 2025 20:25
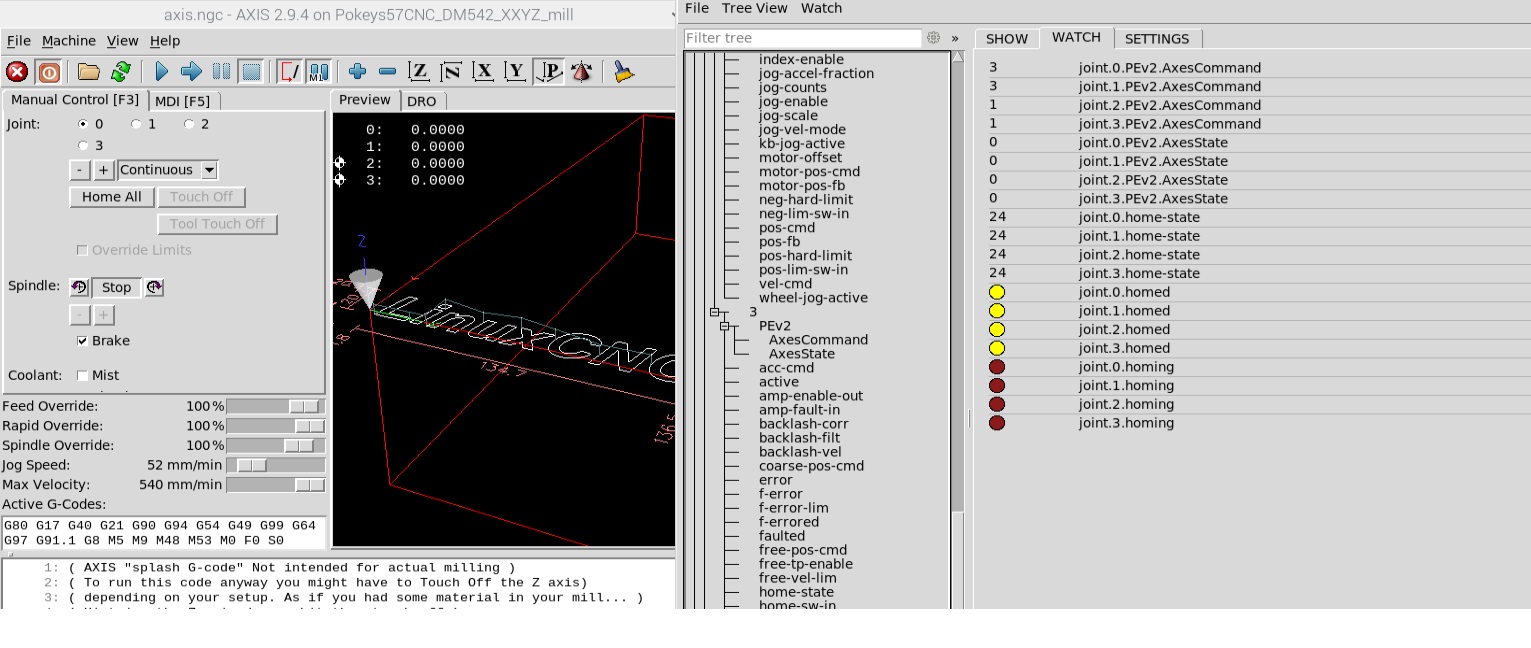
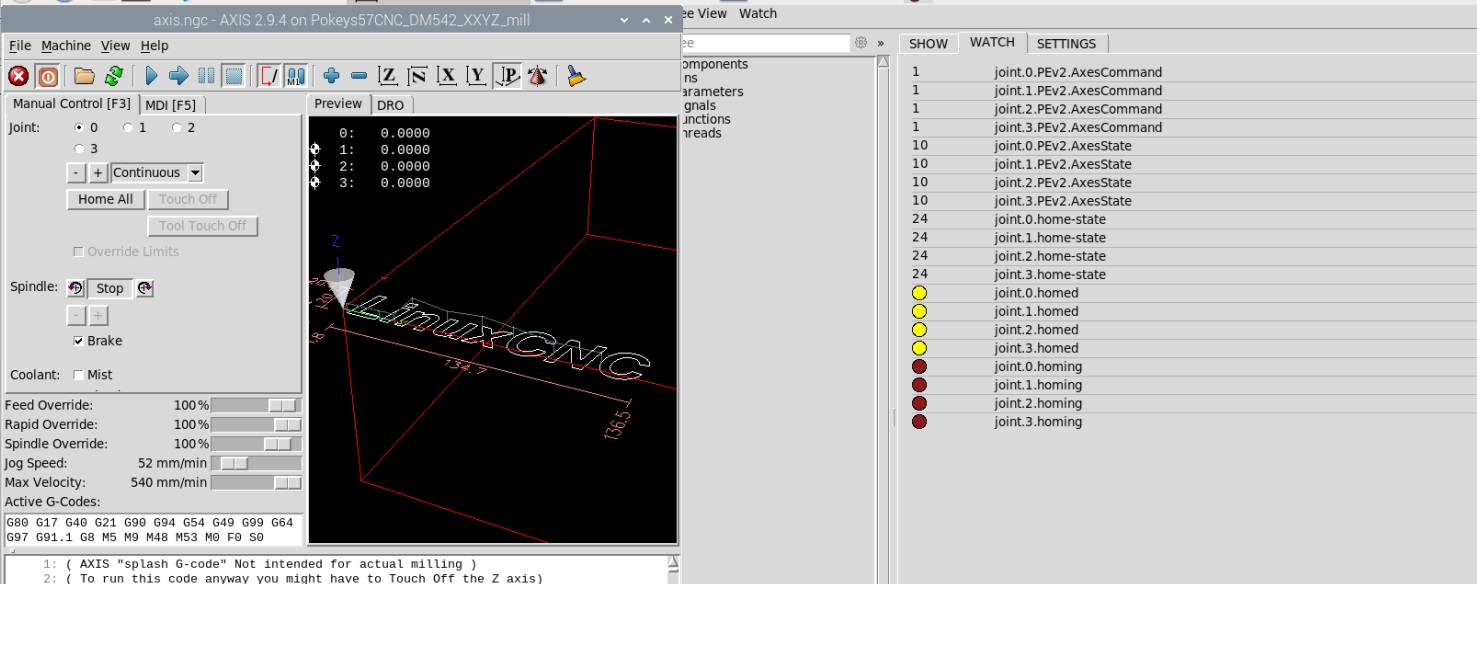
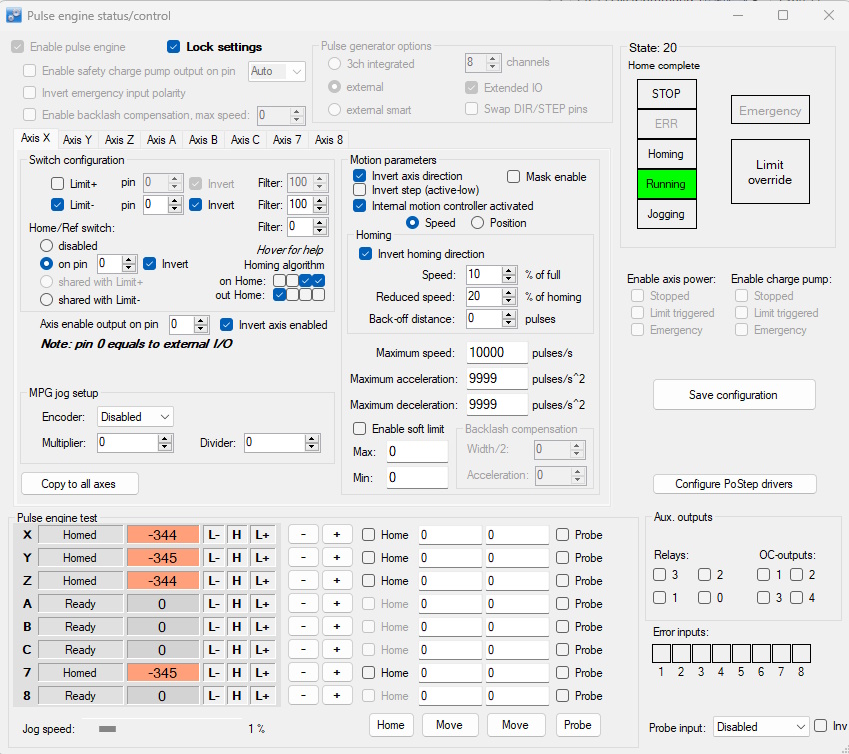
Replied by zarfld on topic Pokeys_homecomp EncoderSearch / Encoder Arm Topic: Pos_Fb Following errors
Pokeys_homecomp EncoderSearch / Encoder Arm Topic: Pos_Fb Following errors
Category: HAL
- stefan63

04 Mar 2025 17:59
- unknown
- unknown
04 Mar 2025 17:54
Replied by unknown on topic Custom "MESA 7c81 Clone" PCB featuring a Raspberry Pi Compute Module 5
Custom "MESA 7c81 Clone" PCB featuring a Raspberry Pi Compute Module 5
Category: Driver Boards
- prokopcio

04 Mar 2025 17:40 - 04 Mar 2025 18:01
Replied by prokopcio on topic Laser Head Height Sensor – Looking for a Beta Tester
Laser Head Height Sensor – Looking for a Beta Tester
Category: Plasma & Laser
- COFHAL
- COFHAL
04 Mar 2025 17:13
Replied by COFHAL on topic TAMAGAWA encoders model TS5661N132
TAMAGAWA encoders model TS5661N132
Category: General LinuxCNC Questions
Time to create page: 0.426 seconds