Search Results (Searched for: )
- Aciera

16 Jan 2025 15:59
- Cant do this anymore bye all

16 Jan 2025 15:46
Replied by Cant do this anymore bye all on topic Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Category: Installing LinuxCNC
")
- PCW

16 Jan 2025 15:12
- gene_weber

16 Jan 2025 14:42
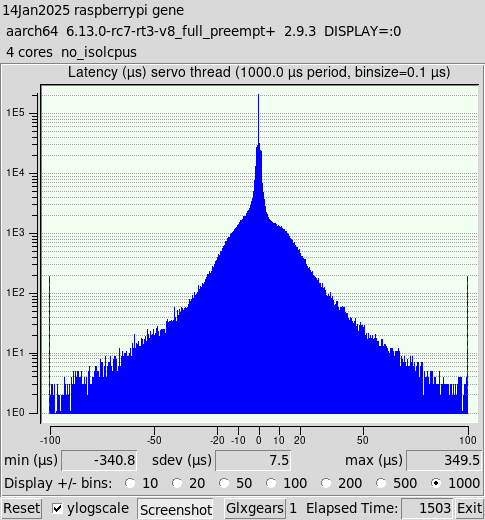
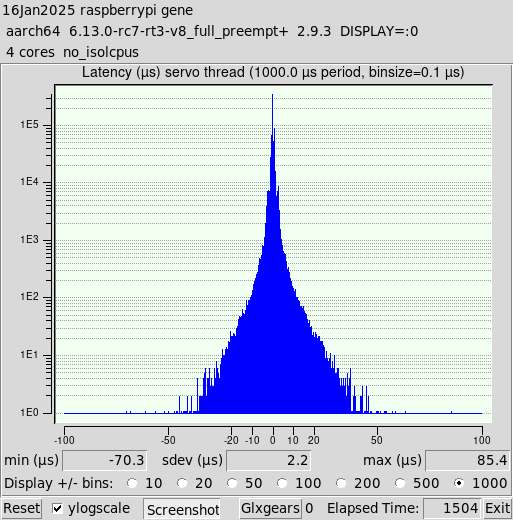
Replied by gene_weber on topic Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Category: Installing LinuxCNC
- sharp_reaper
- sharp_reaper
16 Jan 2025 14:22
Replied by sharp_reaper on topic 7i96s Arc Voltage + Encoder Fault
7i96s Arc Voltage + Encoder Fault
Category: Plasma & Laser
- Lcvette

16 Jan 2025 14:19
- KrisR
- KrisR
16 Jan 2025 14:10
- xenon-alien

16 Jan 2025 14:04 - 16 Jan 2025 19:22
Replied by xenon-alien on topic Carousel with step motor
Carousel with step motor
Category: Advanced Configuration

- Cant do this anymore bye all
16 Jan 2025 13:10
Replied by Cant do this anymore bye all on topic Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Category: Installing LinuxCNC
- spumco
- spumco
16 Jan 2025 13:09
Replied by spumco on topic Help Needed: Z-Axis Linear Guide Vibrations at Specific Speeds
Help Needed: Z-Axis Linear Guide Vibrations at Specific Speeds
Category: General LinuxCNC Questions
- gene_weber
16 Jan 2025 12:38
Replied by gene_weber on topic Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Category: Installing LinuxCNC
- timo
- timo
16 Jan 2025 12:26 - 16 Jan 2025 12:30
Replied by timo on topic Rotating Axis Controlled by a Ballscrew
Rotating Axis Controlled by a Ballscrew
Category: Basic Configuration
")
- hellvetica
- hellvetica
16 Jan 2025 12:18
Replied by hellvetica on topic Using G64 with M66 for smooth robot control
Using G64 with M66 for smooth robot control
Category: General LinuxCNC Questions
- snowgoer540

16 Jan 2025 12:18 - 16 Jan 2025 12:22
Replied by snowgoer540 on topic QtPlasmaC v2.9 - Time between turning off and back on the arc on a Powermax 105
QtPlasmaC v2.9 - Time between turning off and back on the arc on a Powermax 105
Category: Plasma & Laser
- programador

16 Jan 2025 12:11
Time to create page: 0.435 seconds