Search Results (Searched for: )
- Bari

06 Jul 2024 18:09 - 06 Jul 2024 18:12
Replied by Bari on topic LinuxCNC for SLA, DLP and mSLA/mLCD Printers
LinuxCNC for SLA, DLP and mSLA/mLCD Printers
Category: Show Your Stuff
- PCW

06 Jul 2024 17:24
- Aciera

06 Jul 2024 15:54
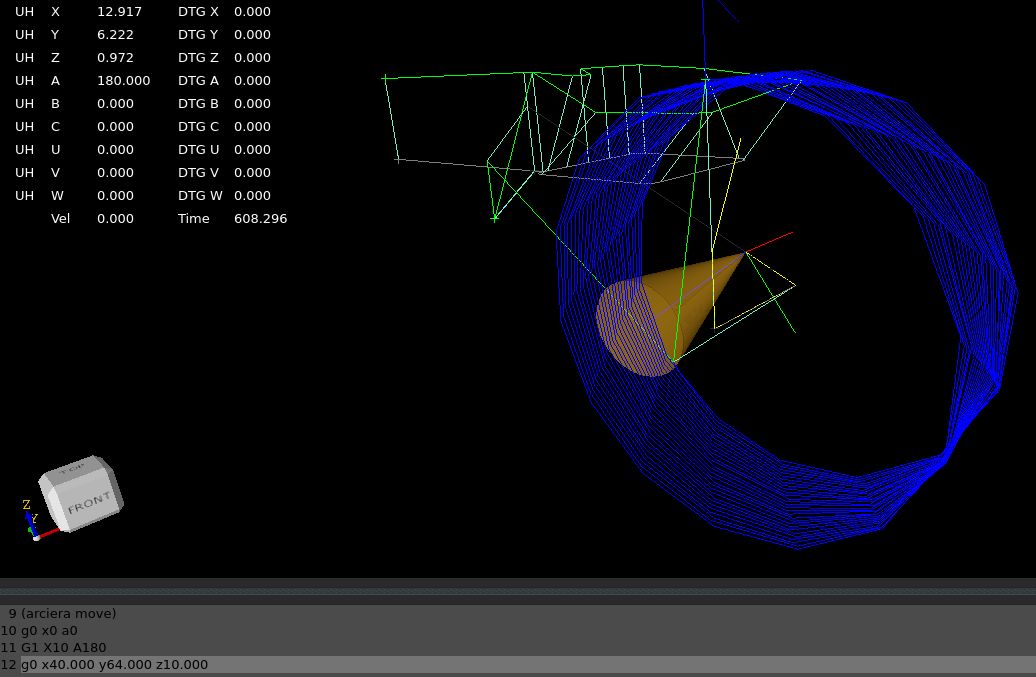
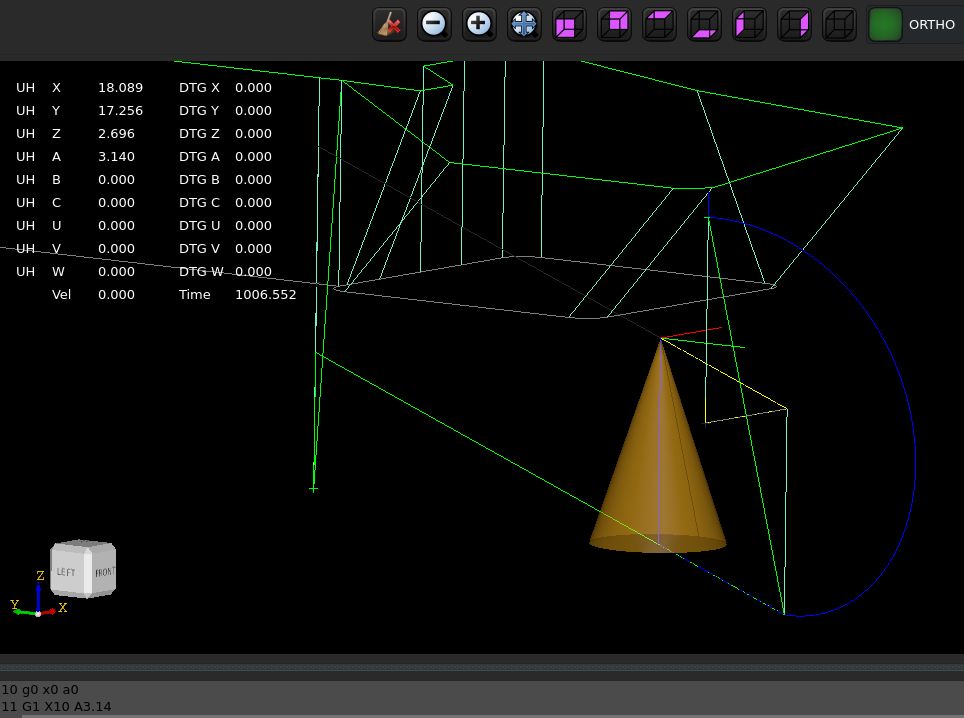
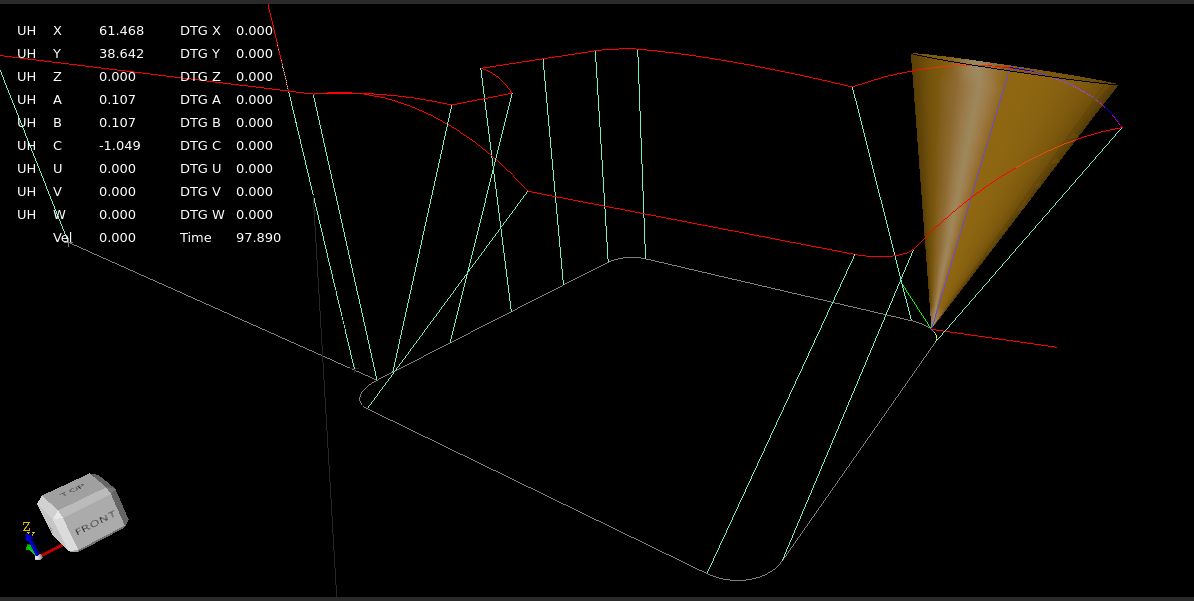
Replied by Aciera on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- zjjxxsh
- zjjxxsh
06 Jul 2024 15:45
- tommylight

06 Jul 2024 15:42
Replied by tommylight on topic Update causes an error on startup..fix
Update causes an error on startup..fix
Category: QtPyVCP
- PCW
06 Jul 2024 15:22
Replied by PCW on topic BLDC component with 8i20 - how to get to work?
BLDC component with 8i20 - how to get to work?
Category: Driver Boards
- Irritant
- Irritant
06 Jul 2024 15:13
Replied by Irritant on topic Router Will not run
Router Will not run
Category: General LinuxCNC Questions
- Grotius

06 Jul 2024 15:02 - 06 Jul 2024 15:05
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- Donb9261

06 Jul 2024 14:55
- Project_Hopeless

06 Jul 2024 14:44
Replied by Project_Hopeless on topic 7i96s Board Firmware
7i96s Board Firmware
Category: Driver Boards

- blazini36
- blazini36
06 Jul 2024 13:51
- Aciera
06 Jul 2024 13:42 - 06 Jul 2024 13:58
Replied by Aciera on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- garthnoakes
- garthnoakes
06 Jul 2024 13:14
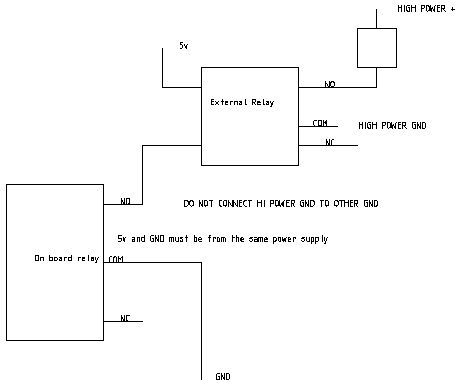
Replied by garthnoakes on topic Driving relay using NO, COM and or NC
Driving relay using NO, COM and or NC
Category: Driver Boards
- Cant do this anymore bye all

06 Jul 2024 13:12 - 06 Jul 2024 13:26
Replied by Cant do this anymore bye all on topic Driving relay using NO, COM and or NC
Driving relay using NO, COM and or NC
Category: Driver Boards
- garthnoakes
- garthnoakes
06 Jul 2024 13:12
Replied by garthnoakes on topic Driving relay using NO, COM and or NC
Driving relay using NO, COM and or NC
Category: Driver Boards
Time to create page: 0.689 seconds