Search Results (Searched for: )
- PCW

20 Jul 2026 21:10
Replied by PCW on topic Parallel Port - how to invert PWM value
Parallel Port - how to invert PWM value
Category: Installing LinuxCNC
- PCW
20 Jul 2026 20:42
- rodw

20 Jul 2026 20:33
- galmiklos
- galmiklos
20 Jul 2026 19:49
"Probe Height of the current tool" button not active in versatool was created by galmiklos
"Probe Height of the current tool" button not active in versatool
Category: Qtvcp

- Todd Zuercher

20 Jul 2026 19:11 - 20 Jul 2026 19:12
Replied by Todd Zuercher on topic Parallel Port - how to invert PWM value
Parallel Port - how to invert PWM value
Category: Installing LinuxCNC
- NWE

20 Jul 2026 18:34
- RotarySMP

20 Jul 2026 18:33
Replied by RotarySMP on topic Gmoccapy tool table not accepting lathe tool angles...
Gmoccapy tool table not accepting lathe tool angles...
Category: Gmoccapy
- tuxcnc
- tuxcnc
20 Jul 2026 18:24
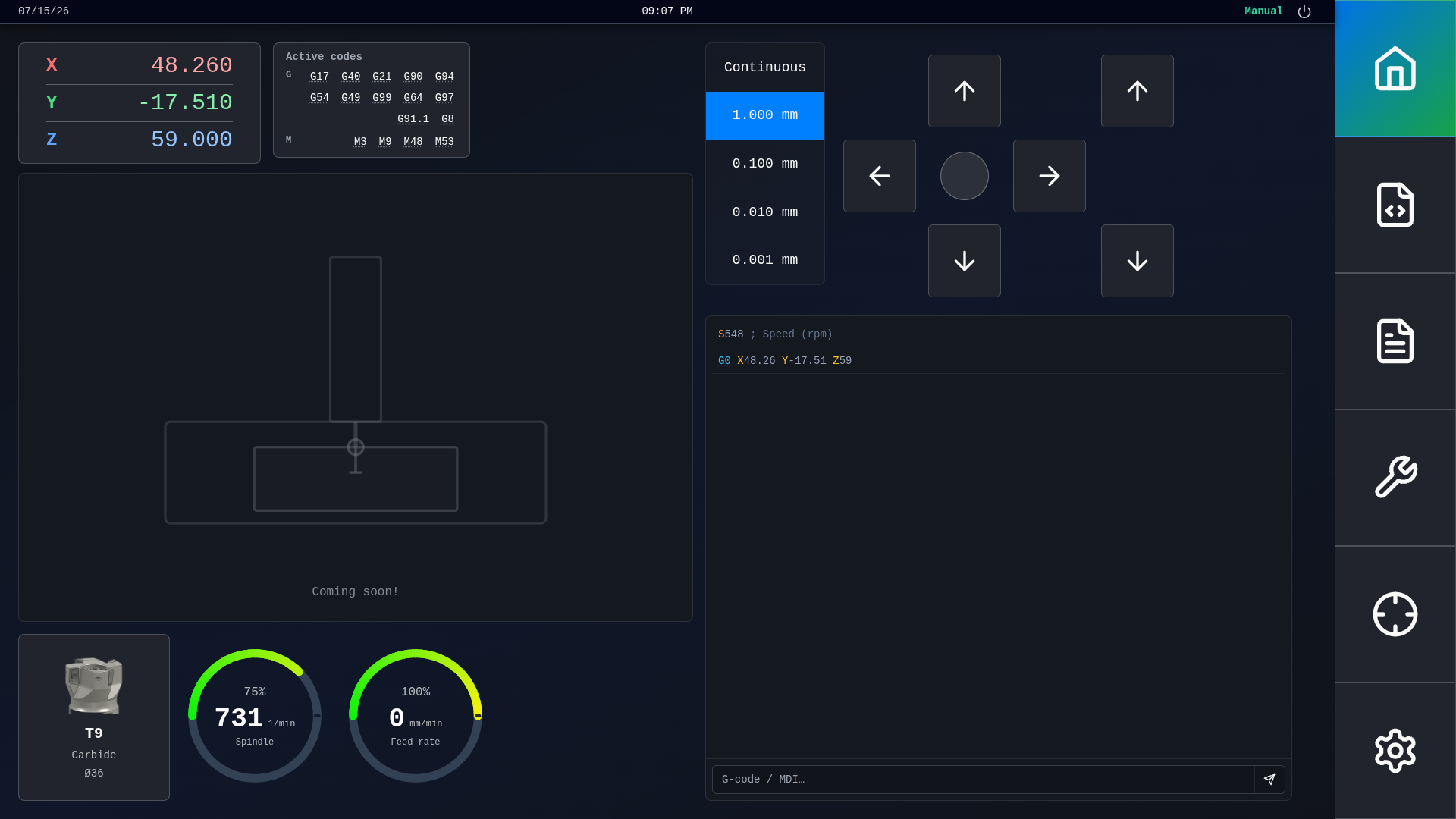
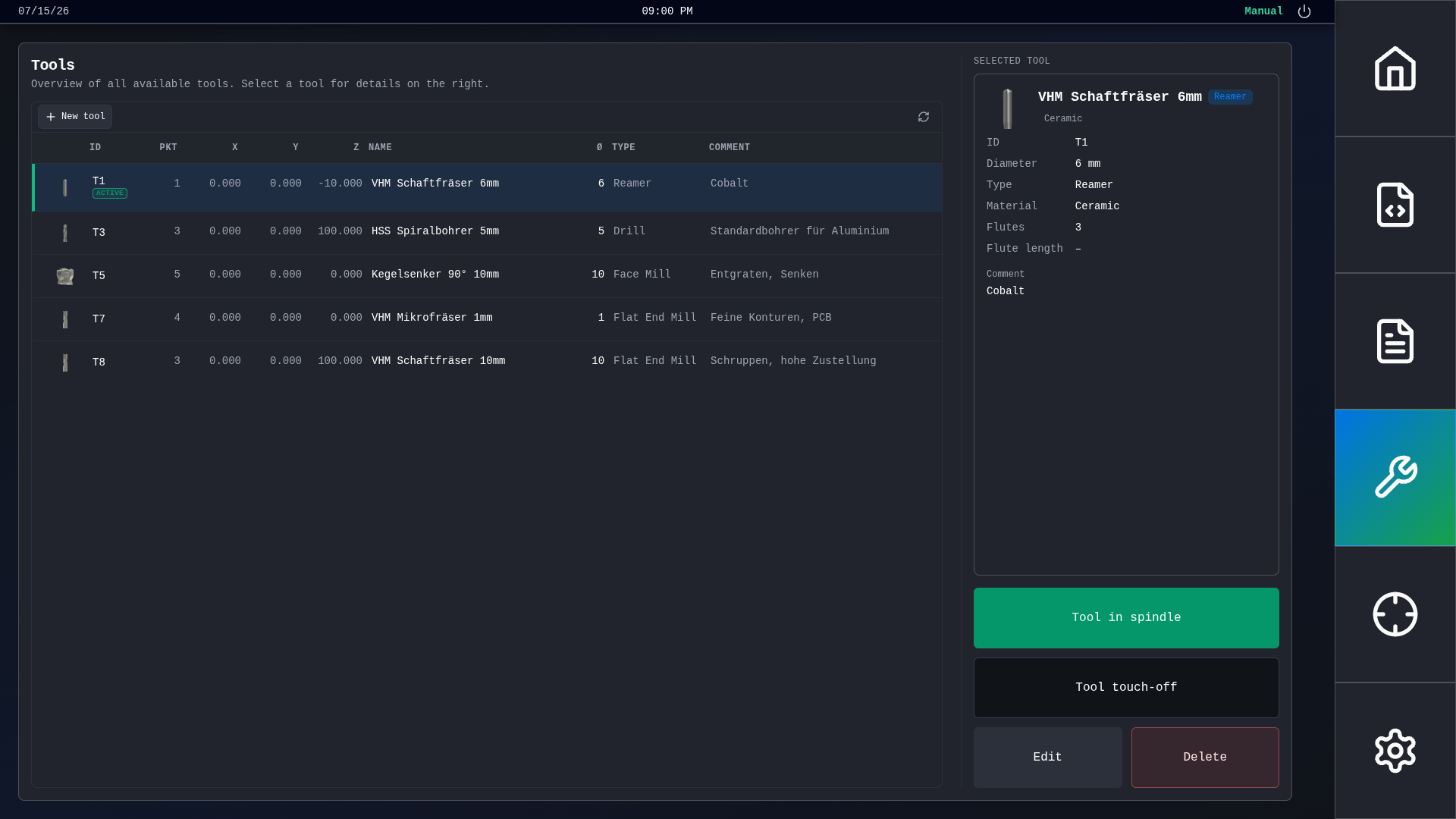
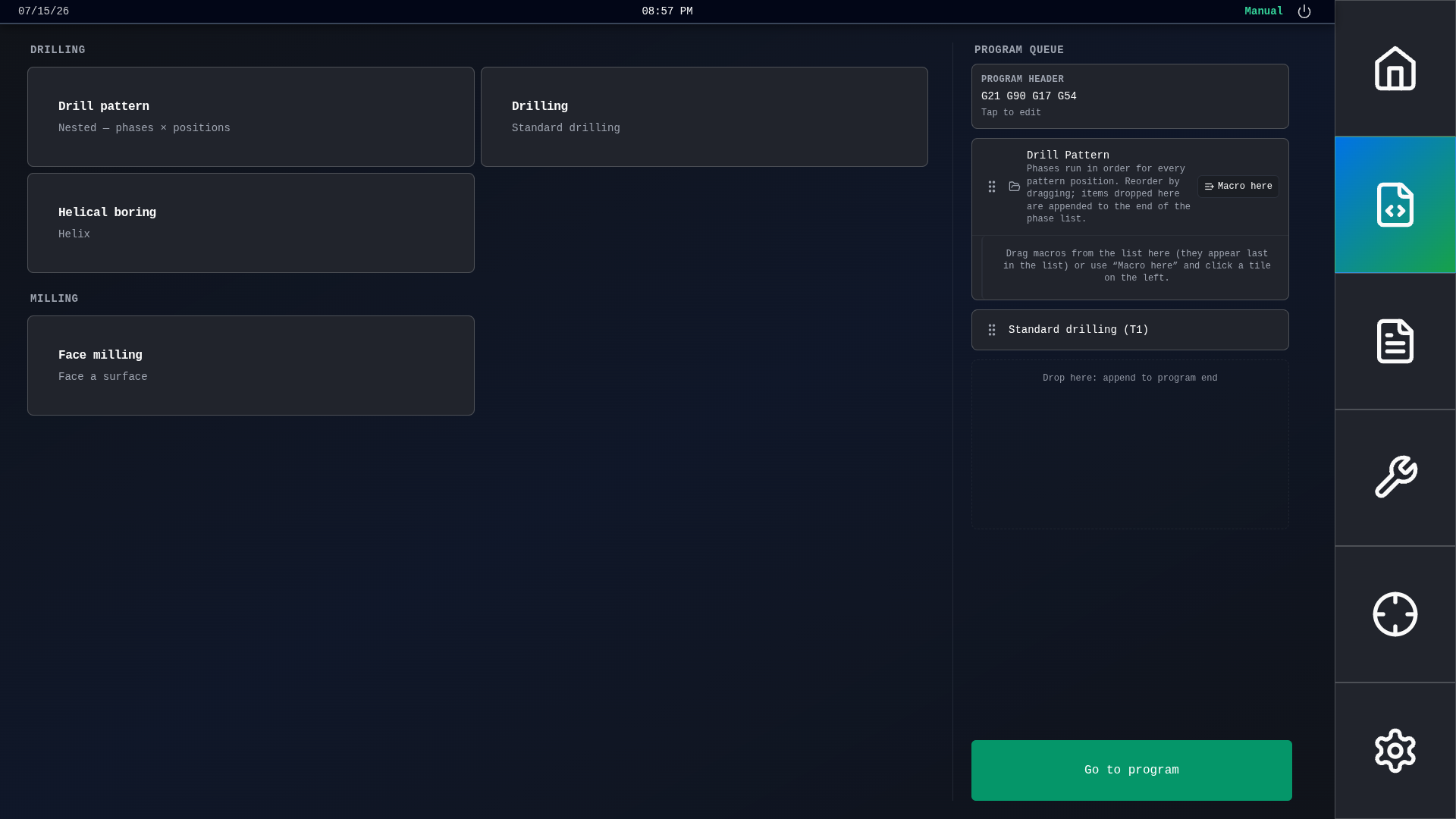
Replied by tuxcnc on topic lcncgui simple web based linuxcnc GUI
lcncgui simple web based linuxcnc GUI
Category: Other User Interfaces
- klopp
- klopp
20 Jul 2026 18:08
lcncgui simple web based linuxcnc GUI was created by klopp
lcncgui simple web based linuxcnc GUI
Category: Other User Interfaces
- tommylight

20 Jul 2026 17:04
Replied by tommylight on topic Gantry oxyfuel / plasma type machine from scratch
Gantry oxyfuel / plasma type machine from scratch
Category: General LinuxCNC Questions
- PCW
20 Jul 2026 16:52
- andreas0480
- andreas0480
20 Jul 2026 16:41
- tuxcnc
- tuxcnc
20 Jul 2026 16:26 - 20 Jul 2026 16:34
- reboots
- reboots
20 Jul 2026 16:11
Replied by reboots on topic STMBL Driver DC Bus Options
STMBL Driver DC Bus Options
Category: Milling Machines
- PCW
20 Jul 2026 16:00
Replied by PCW on topic Parallel Port - how to invert PWM value
Parallel Port - how to invert PWM value
Category: Installing LinuxCNC
Time to create page: 1.191 seconds