Search Results (Searched for: )
- Ehsan_R
- Ehsan_R
30 Dec 2024 20:45
Replied by Ehsan_R on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- 10K

30 Dec 2024 20:19 - 30 Dec 2024 20:24
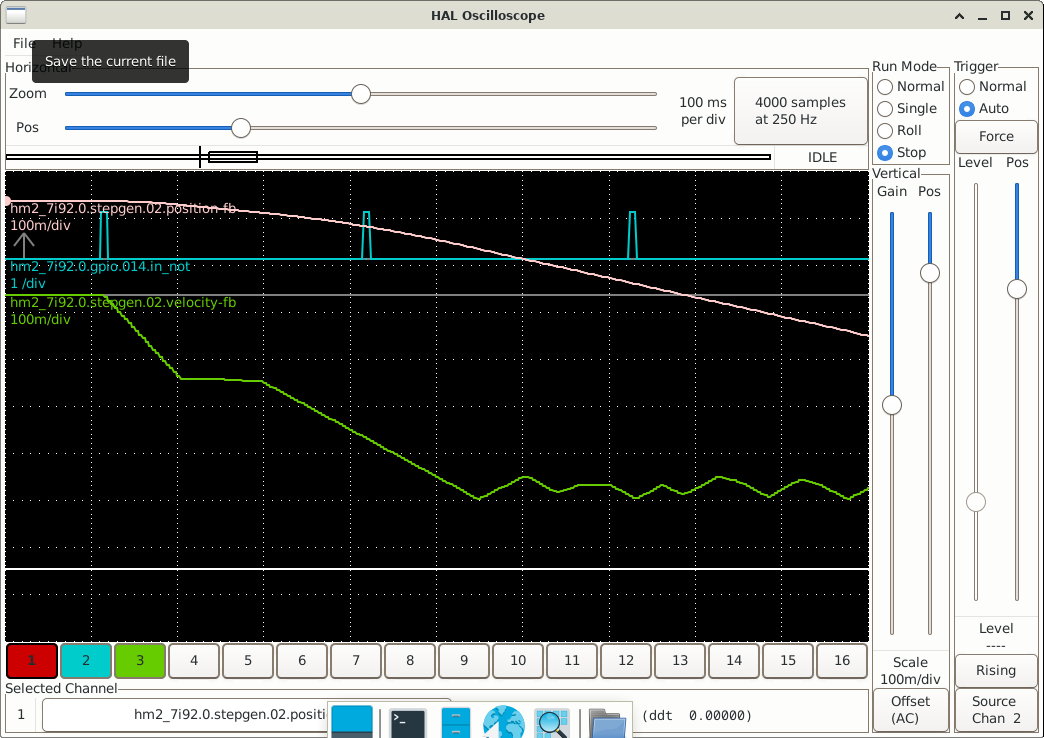
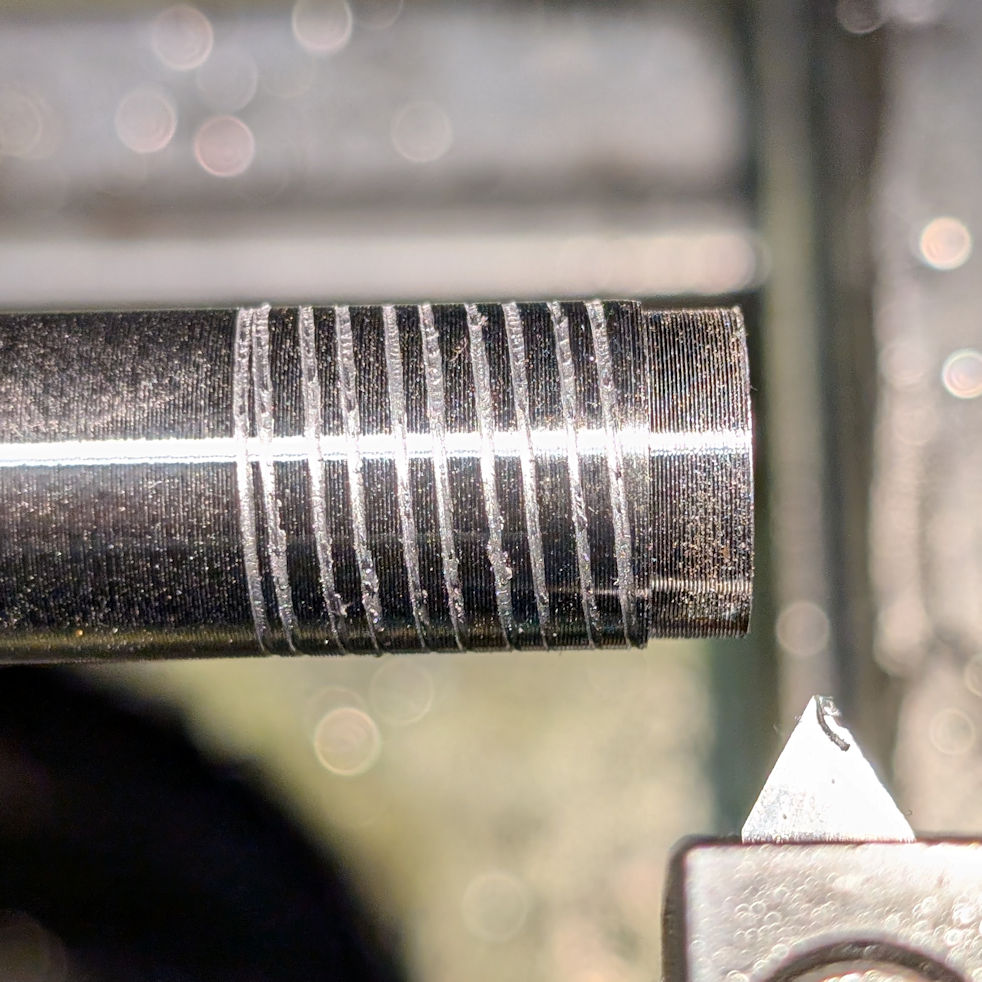
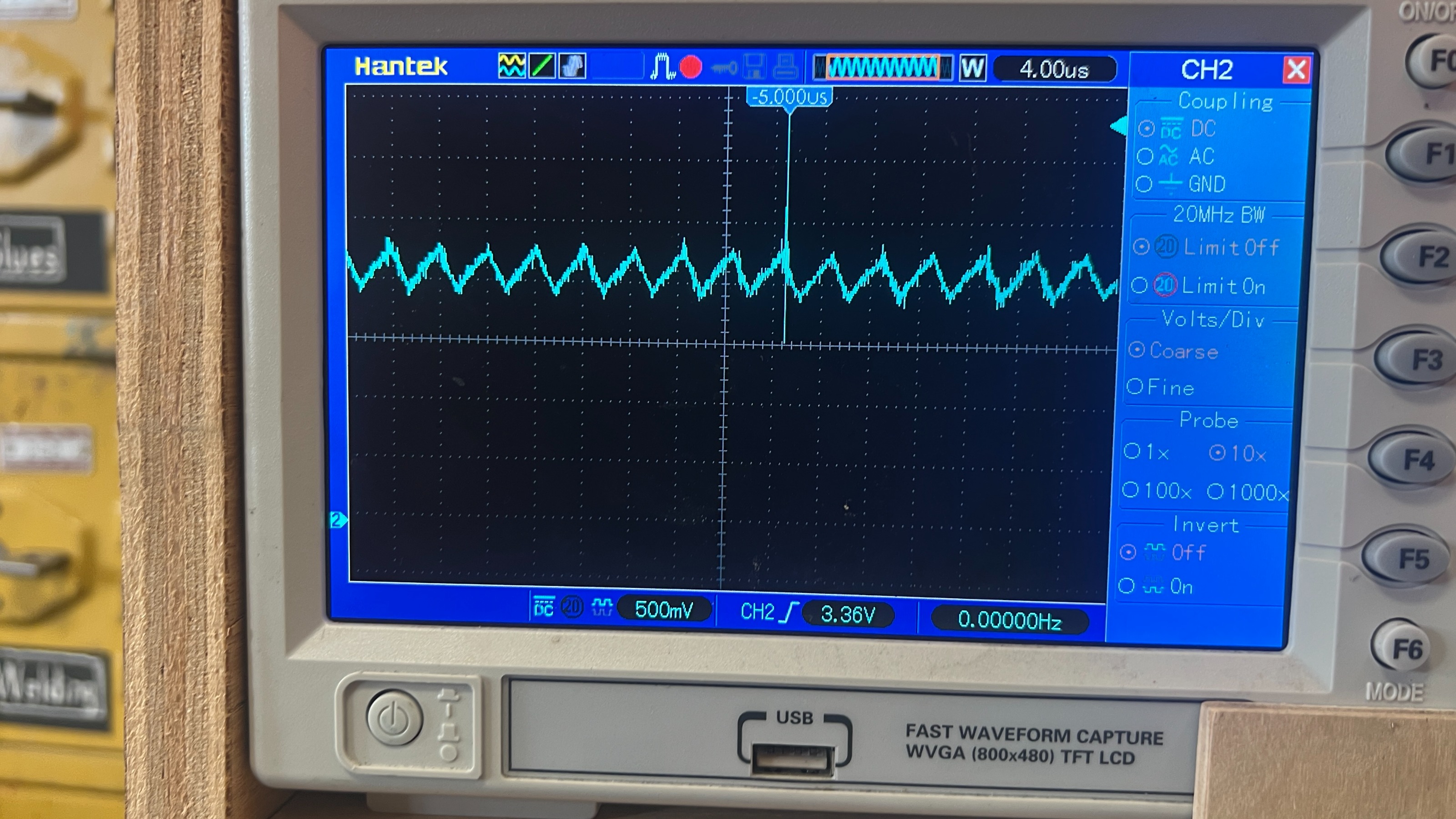
Replied by 10K on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- __Tom
- __Tom
- IronManDylan
- IronManDylan
30 Dec 2024 19:58
Replied by IronManDylan on topic Fast Hole EDM from Hacked Parts
Fast Hole EDM from Hacked Parts
Category: General LinuxCNC Questions
- IronManDylan
- IronManDylan
30 Dec 2024 19:37
Replied by IronManDylan on topic Fast Hole EDM from Hacked Parts
Fast Hole EDM from Hacked Parts
Category: General LinuxCNC Questions
- PCW

30 Dec 2024 18:17 - 30 Dec 2024 18:21
Replied by PCW on topic Fast Hole EDM from Hacked Parts
Fast Hole EDM from Hacked Parts
Category: General LinuxCNC Questions
- IronManDylan
- IronManDylan
30 Dec 2024 17:20
Replied by IronManDylan on topic Fast Hole EDM from Hacked Parts
Fast Hole EDM from Hacked Parts
Category: General LinuxCNC Questions
- PCW
30 Dec 2024 17:05 - 30 Dec 2024 17:09
Replied by PCW on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- 10K
30 Dec 2024 15:58
Replied by 10K on topic Threading Index Varies With Speed
Threading Index Varies With Speed
Category: General LinuxCNC Questions
- 10K
30 Dec 2024 15:32 - 30 Dec 2024 15:36
- smc.collins
- smc.collins
30 Dec 2024 14:04
Replied by smc.collins on topic Chasing Threads and Re-Threading
Chasing Threads and Re-Threading
Category: Off Topic and Test Posts
- thomaseg
- thomaseg
30 Dec 2024 12:54
Replied by thomaseg on topic EL5112: Change PDO assignments via LinuxCNC?
EL5112: Change PDO assignments via LinuxCNC?
Category: EtherCAT
- Grew
- Grew
30 Dec 2024 12:46
Replied by Grew on topic Python4Lazarus Undefined symbol: PyExc_ValueError
Python4Lazarus Undefined symbol: PyExc_ValueError
Category: Advanced Configuration
- tommylight

30 Dec 2024 12:20
Replied by tommylight on topic MESA 7i96S STEP DIR I/O compatibility
MESA 7i96S STEP DIR I/O compatibility
Category: Driver Boards
- Hakan
- Hakan
30 Dec 2024 11:51
Replied by Hakan on topic EL5112: Change PDO assignments via LinuxCNC?
EL5112: Change PDO assignments via LinuxCNC?
Category: EtherCAT
Time to create page: 0.556 seconds