Search Results (Searched for: )
- hitchhiker
- hitchhiker
05 Aug 2026 07:11
Replied by hitchhiker on topic PUMA 200 Robotarm and some Hal/INI issues
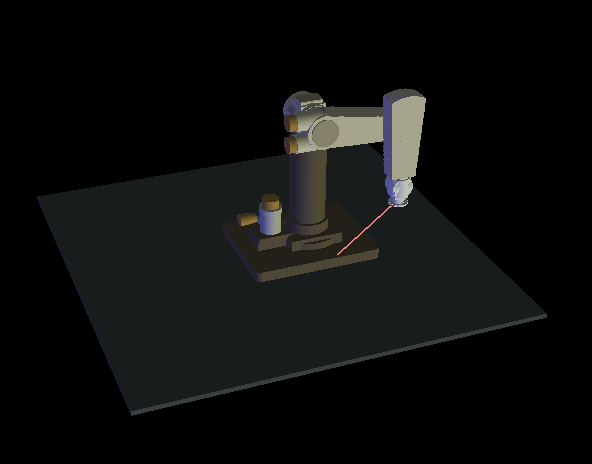
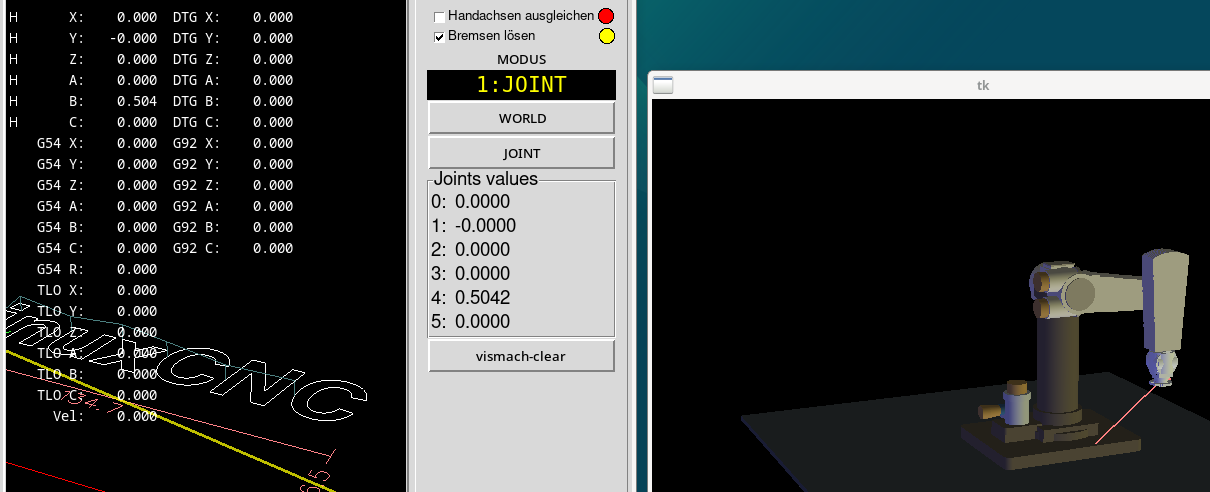
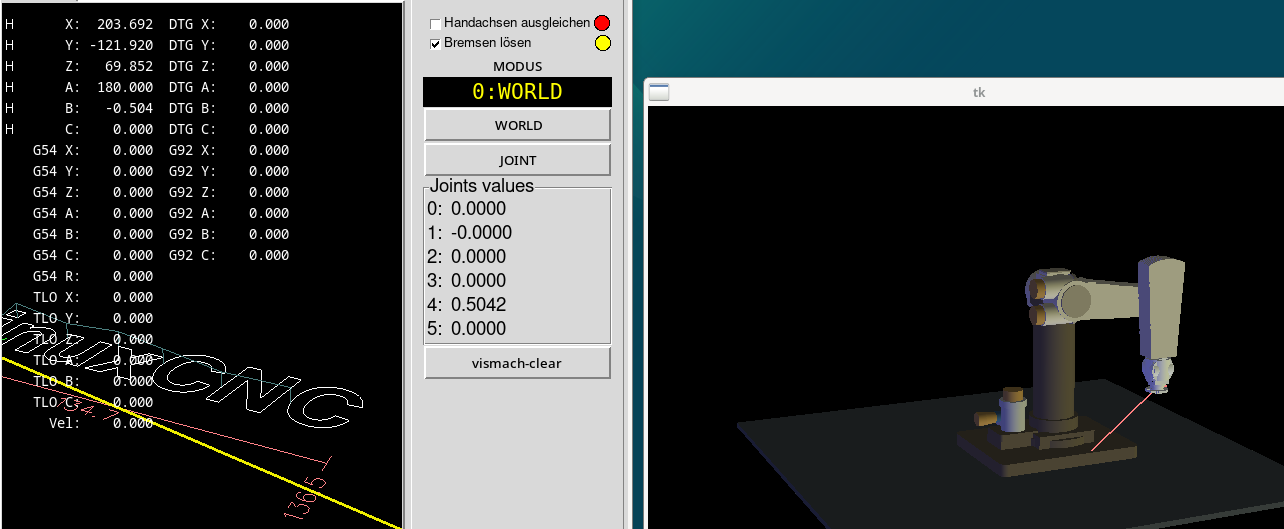
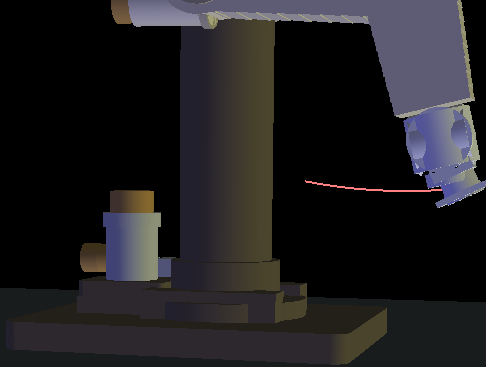
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration
- jelost
- jelost
05 Aug 2026 05:36 - 05 Aug 2026 05:40
- cmorley
- cmorley
05 Aug 2026 02:59
- Aciera

05 Aug 2026 02:27
- kostyadnepr
- kostyadnepr
05 Aug 2026 01:35
Replied by kostyadnepr on topic Horizontal Z axis for Qtvcp ui
Horizontal Z axis for Qtvcp ui
Category: Qtvcp
- PCW

04 Aug 2026 22:52 - 04 Aug 2026 22:55
- Aciera
04 Aug 2026 21:19 - 04 Aug 2026 21:20
Replied by Aciera on topic PUMA 200 Robotarm and some Hal/INI issues
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration
- djdelorie
- djdelorie
04 Aug 2026 21:05
Replied by djdelorie on topic Best bet for a low cost HW assisted Linuxcnc engine....
Best bet for a low cost HW assisted Linuxcnc engine....
Category: General LinuxCNC Questions
- Mars
- Mars
04 Aug 2026 20:36
Replied by Mars on topic Best bet for a low cost HW assisted Linuxcnc engine....
Best bet for a low cost HW assisted Linuxcnc engine....
Category: General LinuxCNC Questions
- hitchhiker
- hitchhiker
04 Aug 2026 19:46
Replied by hitchhiker on topic PUMA 200 Robotarm and some Hal/INI issues
PUMA 200 Robotarm and some Hal/INI issues
Category: Advanced Configuration
") ...
...- tommylight

04 Aug 2026 18:49
Replied by tommylight on topic Best bet for a low cost HW assisted Linuxcnc engine....
Best bet for a low cost HW assisted Linuxcnc engine....
Category: General LinuxCNC Questions
- NWE

04 Aug 2026 18:18
Replied by NWE on topic Best bet for a low cost HW assisted Linuxcnc engine....
Best bet for a low cost HW assisted Linuxcnc engine....
Category: General LinuxCNC Questions
- Mars
- Mars
04 Aug 2026 17:07
- Zia
- Zia
04 Aug 2026 17:01
- Aciera
04 Aug 2026 15:15
Replied by Aciera on topic Help Controller for a Lathe ?
Help Controller for a Lathe ?
Category: CNC Machines
Time to create page: 0.395 seconds