Search Results (Searched for: )
- Sternfox
- Sternfox
03 Jun 2025 14:28
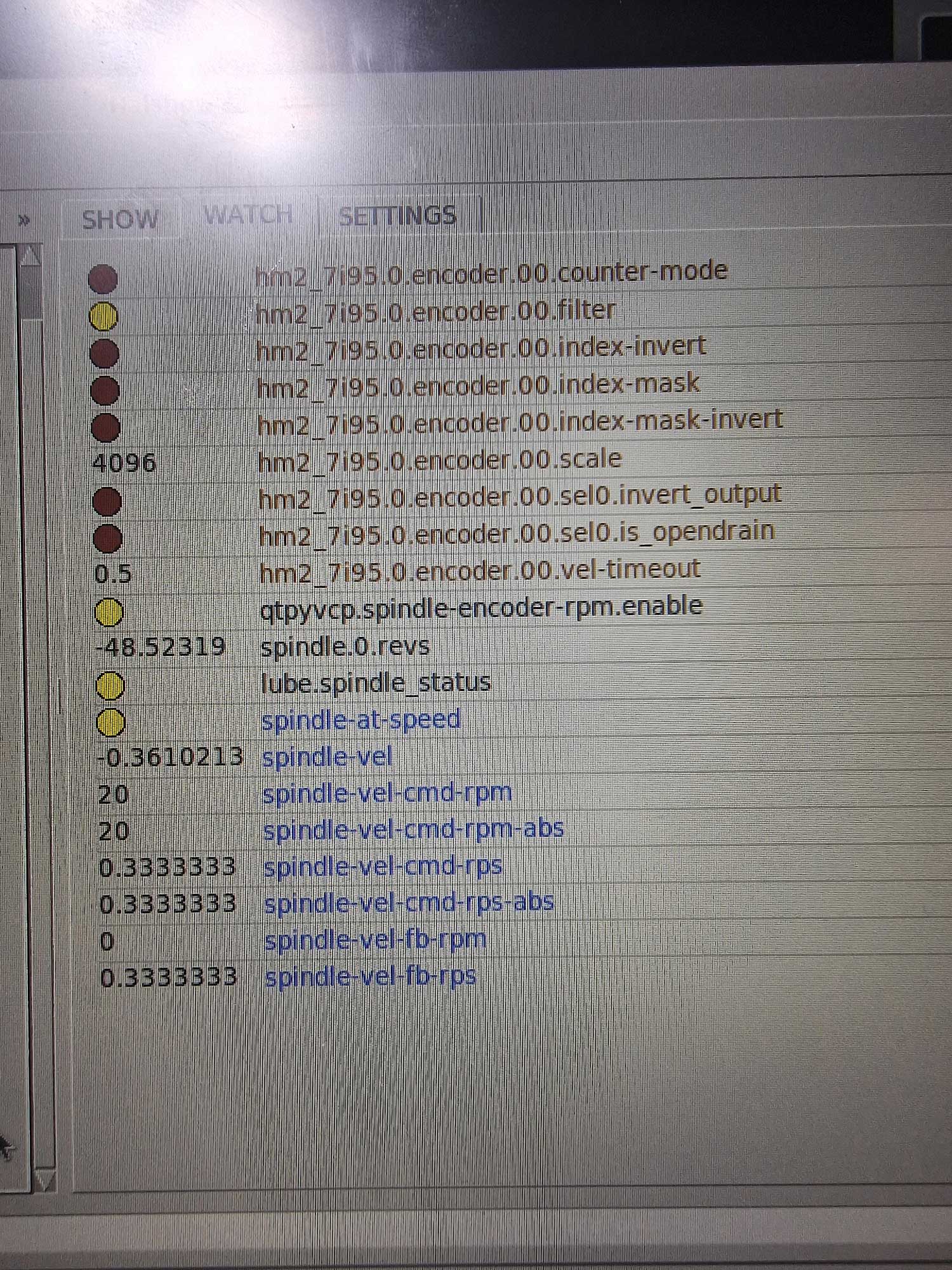
Cant get spindle RPM to display was created by Sternfox
Cant get spindle RPM to display
Category: QtPyVCP
- PCW

03 Jun 2025 14:24
Replied by PCW on topic Servo Oscillation Issue at ±6.6V 5i25 + 7i77, Analog Control
Servo Oscillation Issue at ±6.6V 5i25 + 7i77, Analog Control
Category: Basic Configuration
- PCW
03 Jun 2025 14:10
Replied by PCW on topic Updating pncconf for 7i95t
Updating pncconf for 7i95t
Category: PnCConf Wizard
- SwitchWitch
- SwitchWitch
03 Jun 2025 13:53
- juliankoenig87
- juliankoenig87
03 Jun 2025 13:40
Replied by juliankoenig87 on topic EasyProbe + PGFUN 3D probe
EasyProbe + PGFUN 3D probe
Category: General LinuxCNC Questions
- jtrantow
- jtrantow
03 Jun 2025 13:17
Replied by jtrantow on topic Problem: Analog jog via gamepad does not move axis in LinuxCNC
Problem: Analog jog via gamepad does not move axis in LinuxCNC
Category: General LinuxCNC Questions
- jtrantow
- jtrantow
03 Jun 2025 13:04
Replied by jtrantow on topic Problem: Analog jog via gamepad does not move axis in LinuxCNC
Problem: Analog jog via gamepad does not move axis in LinuxCNC
Category: General LinuxCNC Questions
- juliankoenig87
- juliankoenig87
03 Jun 2025 12:43 - 03 Jun 2025 12:46
Replied by juliankoenig87 on topic EasyProbe + PGFUN 3D probe
EasyProbe + PGFUN 3D probe
Category: General LinuxCNC Questions
- Spyderbreath

03 Jun 2025 12:30
Replied by Spyderbreath on topic QTDragon_hd with mechanical dial tool setter
QTDragon_hd with mechanical dial tool setter
Category: Qtvcp
- alexandrap
- alexandrap
03 Jun 2025 11:43
Replied by alexandrap on topic Updating pncconf for 7i95t
Updating pncconf for 7i95t
Category: PnCConf Wizard
- Todd Zuercher

03 Jun 2025 10:38
Replied by Todd Zuercher on topic Getting Started with GladeVCP
Getting Started with GladeVCP
Category: AXIS
- esmurf
- esmurf
03 Jun 2025 08:36
Replied by esmurf on topic ethercat-conf.xml pdoentry limits?
ethercat-conf.xml pdoentry limits?
Category: EtherCAT
- Hakan
- Hakan
03 Jun 2025 08:20
Replied by Hakan on topic Ohmic sensing with IPTM-60
Ohmic sensing with IPTM-60
Category: Show Your Stuff
- Aciera

03 Jun 2025 08:03
Replied by Aciera on topic Position: relative expected
Position: relative expected
Category: General LinuxCNC Questions
- juliankoenig87
- juliankoenig87
03 Jun 2025 07:54
Replied by juliankoenig87 on topic EasyProbe + PGFUN 3D probe
EasyProbe + PGFUN 3D probe
Category: General LinuxCNC Questions
Time to create page: 1.894 seconds