Search Results (Searched for: )
- tommylight

22 Apr 2025 20:52
Replied by tommylight on topic amplifier fault troubleshooting
amplifier fault troubleshooting
Category: Driver Boards
- unknown
- unknown
22 Apr 2025 20:44
Replied by unknown on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- PCW

22 Apr 2025 20:29
Replied by PCW on topic amplifier fault troubleshooting
amplifier fault troubleshooting
Category: Driver Boards
- bentiggin
- bentiggin
22 Apr 2025 20:20
Replied by bentiggin on topic amplifier fault troubleshooting
amplifier fault troubleshooting
Category: Driver Boards
- bentiggin
- bentiggin
22 Apr 2025 20:17
Replied by bentiggin on topic amplifier fault troubleshooting
amplifier fault troubleshooting
Category: Driver Boards
- PCW
22 Apr 2025 20:11
Replied by PCW on topic amplifier fault troubleshooting
amplifier fault troubleshooting
Category: Driver Boards
- Turners
- Turners
22 Apr 2025 20:09
- bentiggin
- bentiggin
22 Apr 2025 20:04
Replied by bentiggin on topic amplifier fault troubleshooting
amplifier fault troubleshooting
Category: Driver Boards
- PCW
22 Apr 2025 19:42
Replied by PCW on topic amplifier fault troubleshooting
amplifier fault troubleshooting
Category: Driver Boards
- DarkPhoinix
- DarkPhoinix
22 Apr 2025 19:36
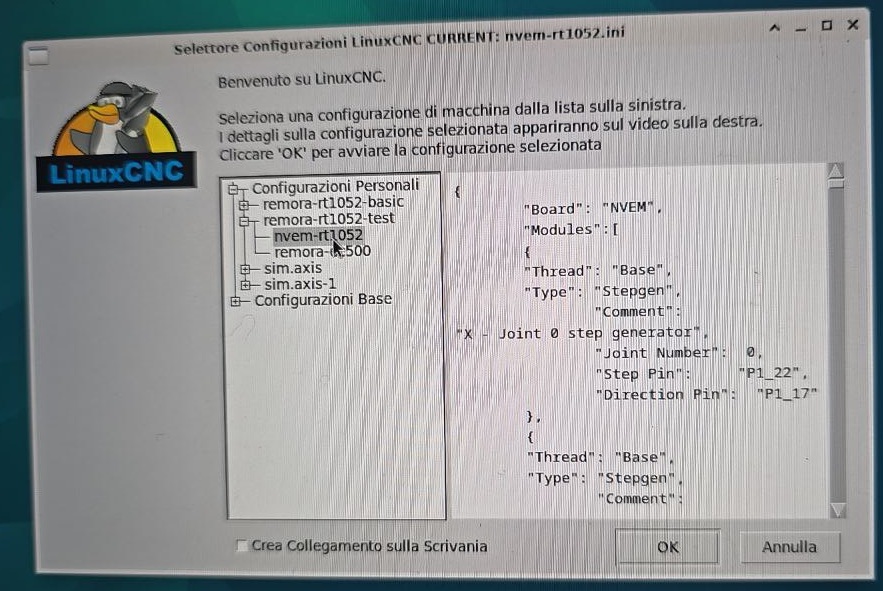
Replied by DarkPhoinix on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- DarkPhoinix
- DarkPhoinix
22 Apr 2025 19:29 - 22 Apr 2025 19:31
Replied by DarkPhoinix on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- jjdege

22 Apr 2025 18:50
Replied by jjdege on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- bentiggin
- bentiggin
22 Apr 2025 18:41
amplifier fault troubleshooting was created by bentiggin
amplifier fault troubleshooting
Category: Driver Boards
- Turners
- Turners
22 Apr 2025 18:27
- Turners
- Turners
22 Apr 2025 18:24
Time to create page: 0.962 seconds