Search Results (Searched for: )
- Grotius

30 Jul 2024 11:41 - 30 Jul 2024 11:42
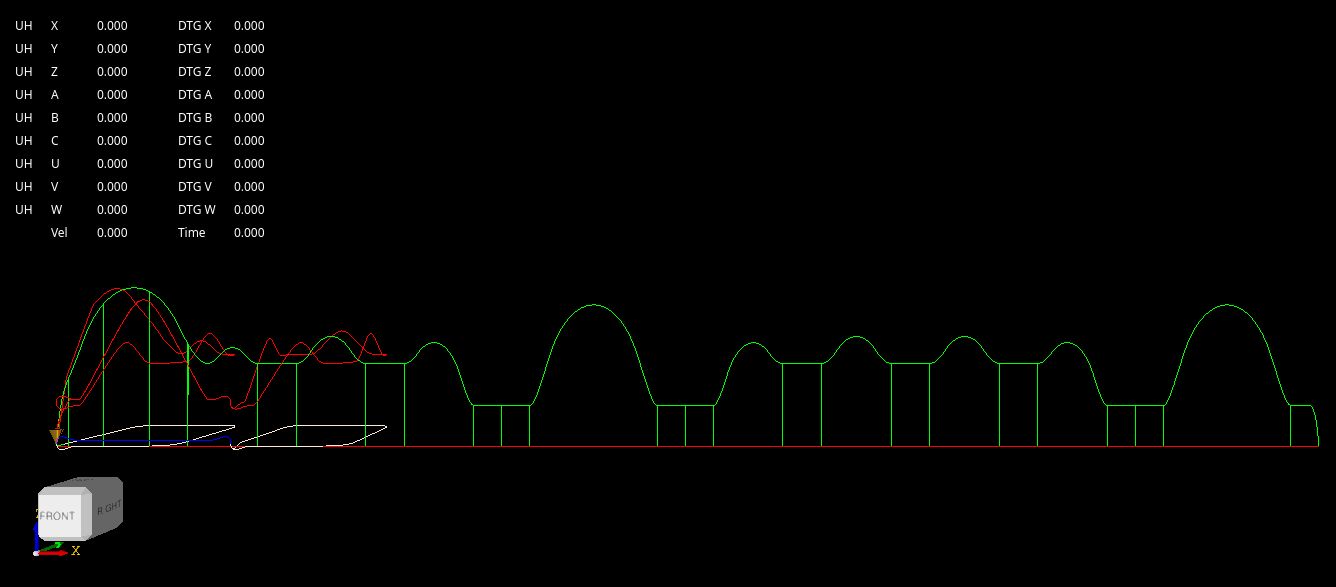
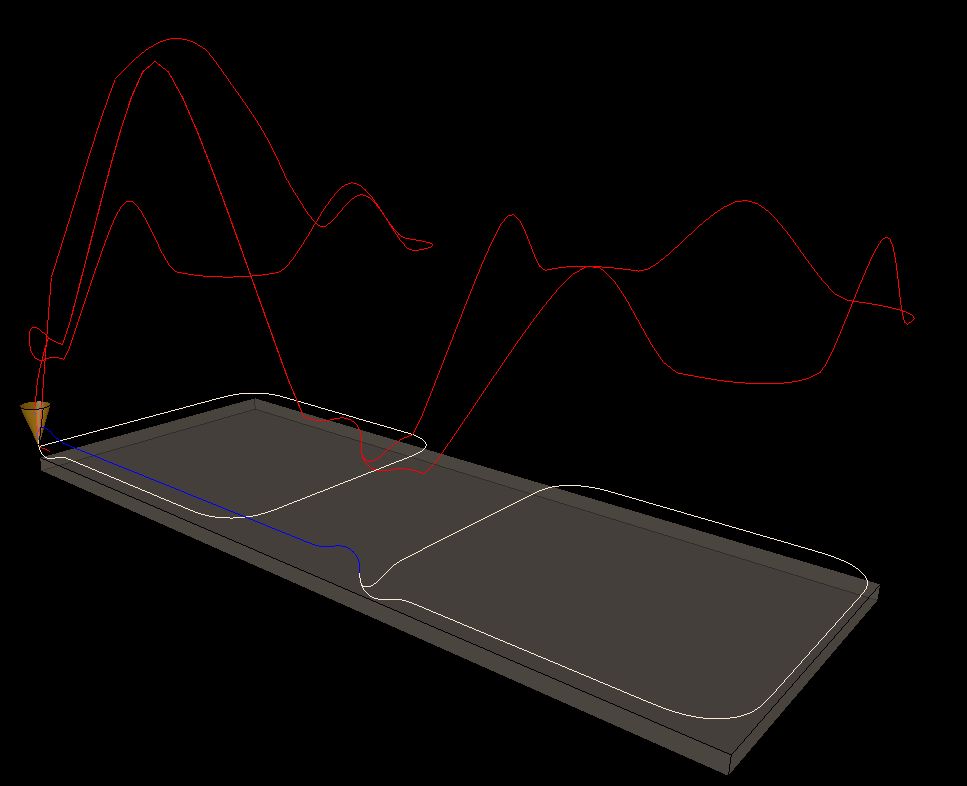
Replied by Grotius on topic Trajectory Planner using Ruckig Lib
Trajectory Planner using Ruckig Lib
Category: General LinuxCNC Questions
- manfrel
- manfrel
30 Jul 2024 10:32
Replied by manfrel on topic Mesa 7i96s + DM556T -> Motors not moving
Mesa 7i96s + DM556T -> Motors not moving
Category: Driver Boards
- Lpkkk
- Lpkkk
30 Jul 2024 10:22 - 30 Jul 2024 14:46
Replied by Lpkkk on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- RotarySMP

30 Jul 2024 10:14
Replied by RotarySMP on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- besriworld
- besriworld
30 Jul 2024 10:03
Replied by besriworld on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- Krulli_Fräser
- Krulli_Fräser
30 Jul 2024 09:44
Replied by Krulli_Fräser on topic Verify my Mesa selection
Verify my Mesa selection
Category: Driver Boards
- Krulli_Fräser
- Krulli_Fräser
30 Jul 2024 09:43
Replied by Krulli_Fräser on topic Verify my Mesa selection
Verify my Mesa selection
Category: Driver Boards
- RotarySMP
30 Jul 2024 09:05
Replied by RotarySMP on topic OLD Lathe conversion to a CNC
OLD Lathe conversion to a CNC
Category: Turning
- Mecanix
- Mecanix
30 Jul 2024 08:49 - 30 Jul 2024 08:53
Replied by Mecanix on topic Who wants to use MODBUS ? Video.
Who wants to use MODBUS ? Video.
Category: Off Topic and Test Posts
- RotarySMP
30 Jul 2024 08:46
- rodw

30 Jul 2024 08:32
Replied by rodw on topic Help installing samba on Debian 12 Bookworm PREEMPT-RT ISO
Help installing samba on Debian 12 Bookworm PREEMPT-RT ISO
Category: General LinuxCNC Questions
- RotarySMP
30 Jul 2024 08:29
Replied by RotarySMP on topic Verify my Mesa selection
Verify my Mesa selection
Category: Driver Boards
- SertanATL

30 Jul 2024 08:20
Replied by SertanATL on topic Stepper Motor Tuning for Leadshine M542
Stepper Motor Tuning for Leadshine M542
Category: PnCConf Wizard
- peterdownunder
- peterdownunder
30 Jul 2024 08:00
- SertanATL
30 Jul 2024 07:26
Stepper Motor Tuning for Leadshine M542 was created by SertanATL
Stepper Motor Tuning for Leadshine M542
Category: PnCConf Wizard
Time to create page: 0.664 seconds