Search Results (Searched for: )
- PCW

29 Apr 2025 21:37
- ffffrf
- ffffrf
29 Apr 2025 21:19
- scotta

29 Apr 2025 21:12
- PCW
29 Apr 2025 20:57 - 29 Apr 2025 22:25
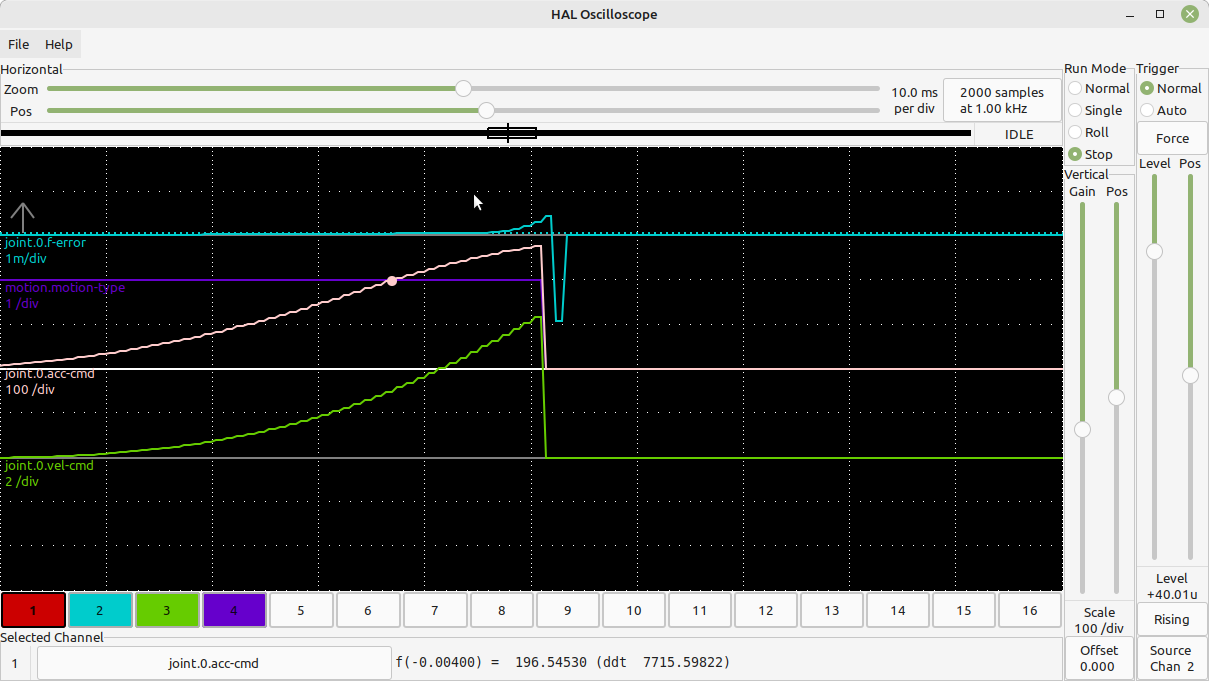
Replied by PCW on topic LinuxCNC S-Curve Accelerations
LinuxCNC S-Curve Accelerations
Category: General LinuxCNC Questions
- Daz
- Daz
29 Apr 2025 20:26
Replied by Daz on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Daz
- Daz
29 Apr 2025 20:20
Replied by Daz on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Giovanni
- Giovanni
29 Apr 2025 19:44
Replied by Giovanni on topic NativeCam on LinuxCNC 2.9.3
NativeCam on LinuxCNC 2.9.3
Category: NativeCAM
- atrex77

29 Apr 2025 19:25 - 29 Apr 2025 19:26
Replied by atrex77 on topic Developing a Raspberry Pi Pico-based I/O Board for LinuxCNC
Developing a Raspberry Pi Pico-based I/O Board for LinuxCNC
Category: General LinuxCNC Questions
- cakeslob
- cakeslob
29 Apr 2025 18:49
Replied by cakeslob on topic Remora - Rpi Software Stepping Using External Microcontroller via SPI
Remora - Rpi Software Stepping Using External Microcontroller via SPI
Category: Computers and Hardware
- DarkPhoinix
- DarkPhoinix
29 Apr 2025 18:45 - 29 Apr 2025 19:00
Replied by DarkPhoinix on topic [SOLVED]linuxcnc Latency test ambiguous results
[SOLVED]linuxcnc Latency test ambiguous results
Category: General LinuxCNC Questions
- Attis92
- Attis92
29 Apr 2025 18:23
Replied by Attis92 on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- MarkoPolo
- MarkoPolo
29 Apr 2025 18:17
Replied by MarkoPolo on topic [SOLVED]linuxcnc Latency test ambiguous results
[SOLVED]linuxcnc Latency test ambiguous results
Category: General LinuxCNC Questions
- PCW
29 Apr 2025 17:33
Replied by PCW on topic Using npn Inductive sensor for end stop.
Using npn Inductive sensor for end stop.
Category: Basic Configuration
- cakeslob
- cakeslob
29 Apr 2025 17:03
Replied by cakeslob on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- santy
- santy
29 Apr 2025 16:24 - 29 Apr 2025 16:28
EtherCAT + 7i96s + Internet Success was created by santy
EtherCAT + 7i96s + Internet Success
Category: EtherCAT
Time to create page: 0.488 seconds