Search Results (Searched for: )
- tommylight

05 May 2026 23:52
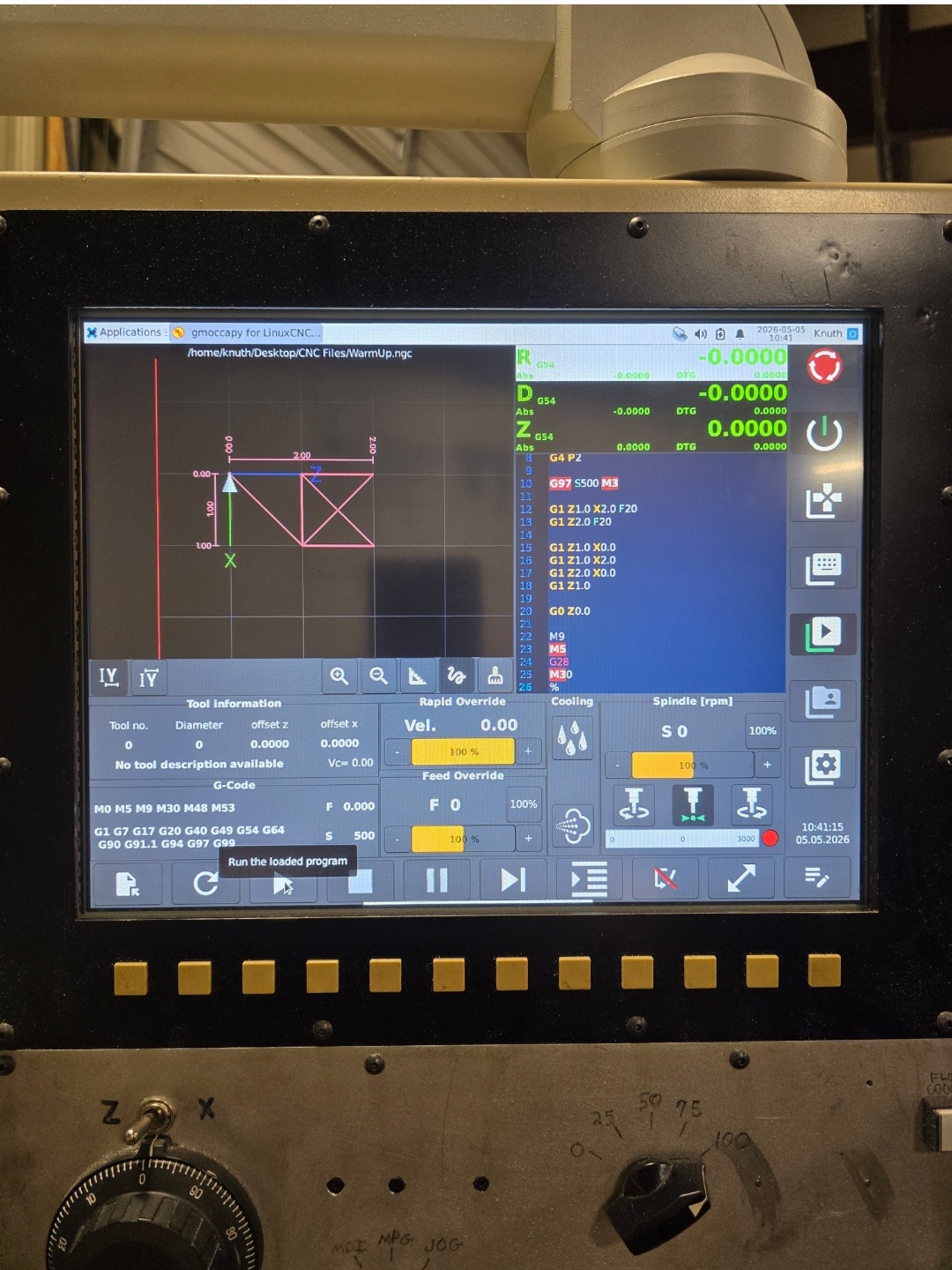
Replied by tommylight on topic Can't read gcode text in dark mode when editing.
Can't read gcode text in dark mode when editing.
Category: Gmoccapy
- TheTinkeringMechanic1
- TheTinkeringMechanic1
05 May 2026 23:33
Replied by TheTinkeringMechanic1 on topic Can't read gcode text in dark mode when editing.
Can't read gcode text in dark mode when editing.
Category: Gmoccapy
- tommylight
05 May 2026 22:04
Replied by tommylight on topic Brilliant Bambu Lab
Brilliant Bambu Lab
Category: Off Topic and Test Posts
- SteepLearningCurve
- SteepLearningCurve
05 May 2026 21:49
Replied by SteepLearningCurve on topic Issue getting XYYZ gantry to home (using 7i92t with 7i76u)
Issue getting XYYZ gantry to home (using 7i92t with 7i76u)
Category: Basic Configuration
- SteepLearningCurve
- SteepLearningCurve
05 May 2026 21:45
Replied by SteepLearningCurve on topic Issue getting XYYZ gantry to home (using 7i92t with 7i76u)
Issue getting XYYZ gantry to home (using 7i92t with 7i76u)
Category: Basic Configuration
")
- jean
- jean
05 May 2026 20:17
Replied by jean on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Muzzer
- Muzzer
05 May 2026 20:16
Replied by Muzzer on topic Brilliant Bambu Lab
Brilliant Bambu Lab
Category: Off Topic and Test Posts
- COFHAL
- COFHAL
05 May 2026 19:53
- Sascha H.

05 May 2026 18:42 - 06 May 2026 03:56
Replied by Sascha H. on topic Erste Schritte mit A6-EC Servo: 24 V für Bremse, Bremswiderstand und RJ45-Kabel?
Erste Schritte mit A6-EC Servo: 24 V für Bremse, Bremswiderstand und RJ45-Kabel?
Category: Deutsch
- tommylight
05 May 2026 18:38
Replied by tommylight on topic Brilliant Bambu Lab
Brilliant Bambu Lab
Category: Off Topic and Test Posts
- tommylight
05 May 2026 18:29
Replied by tommylight on topic Turning single axis on and off
Turning single axis on and off
Category: Advanced Configuration
- Insomniac
- Insomniac
05 May 2026 16:18
Replied by Insomniac on topic MDI Command Error
MDI Command Error
Category: General LinuxCNC Questions
- gemox
- gemox
05 May 2026 16:12
Replied by gemox on topic Retrofitting an old industrial CNC Plasma table
Retrofitting an old industrial CNC Plasma table
Category: Plasmac
- cmorley
- cmorley
05 May 2026 15:36
- PCW

05 May 2026 15:26
Replied by PCW on topic Turning single axis on and off
Turning single axis on and off
Category: Advanced Configuration
Time to create page: 0.393 seconds