Search Results (Searched for: )
- Thayloreing
- Thayloreing
18 May 2025 02:09
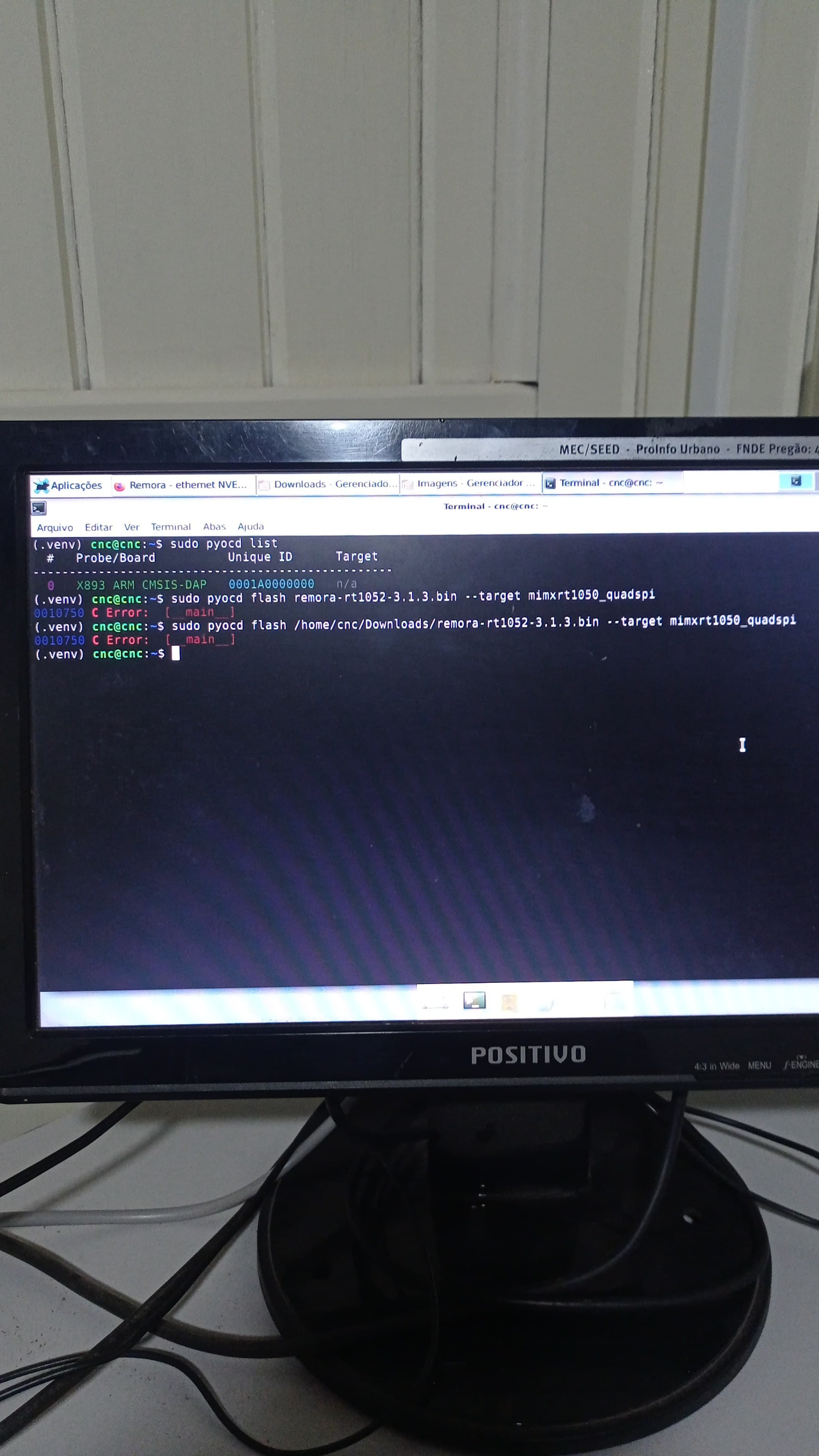
Replied by Thayloreing on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Doc_emmet
- Doc_emmet
17 May 2025 23:15 - 17 May 2025 23:26
Activate B-axis in Porbe Basic was created by Doc_emmet
Activate B-axis in Porbe Basic
Category: QtPyVCP
- CORBETT

17 May 2025 22:54 - 17 May 2025 23:12
- Giovanni
- Giovanni
17 May 2025 21:48 - 17 May 2025 21:51
Replied by Giovanni on topic NativeCam on LinuxCNC 2.9.3
NativeCam on LinuxCNC 2.9.3
Category: NativeCAM
- Hakan
- Hakan
17 May 2025 21:30
Replied by Hakan on topic Effect of lengthening the servo thread period?
Effect of lengthening the servo thread period?
Category: Basic Configuration
- PCW

17 May 2025 20:45 - 17 May 2025 22:25
Replied by PCW on topic Effect of lengthening the servo thread period?
Effect of lengthening the servo thread period?
Category: Basic Configuration
- Doc_emmet
- Doc_emmet
17 May 2025 20:33
- PCW
17 May 2025 20:27
Replied by PCW on topic Index homing Heidenhain ls 403/exe602
Index homing Heidenhain ls 403/exe602
Category: Basic Configuration
- Giovanni
- Giovanni
17 May 2025 20:27
Replied by Giovanni on topic NativeCam on LinuxCNC 2.9.3
NativeCam on LinuxCNC 2.9.3
Category: NativeCAM
- H-S-W
- H-S-W
17 May 2025 20:24
Index homing Heidenhain ls 403/exe602 was created by H-S-W
Index homing Heidenhain ls 403/exe602
Category: Basic Configuration
- tommylight

17 May 2025 19:59
Replied by tommylight on topic Effect of lengthening the servo thread period?
Effect of lengthening the servo thread period?
Category: Basic Configuration
")
- pgf
- pgf
17 May 2025 19:50
Replied by pgf on topic Effect of lengthening the servo thread period?
Effect of lengthening the servo thread period?
Category: Basic Configuration
- pgf
- pgf
17 May 2025 19:47
Replied by pgf on topic Effect of lengthening the servo thread period?
Effect of lengthening the servo thread period?
Category: Basic Configuration
- tommylight
17 May 2025 19:08
Replied by tommylight on topic Effect of lengthening the servo thread period?
Effect of lengthening the servo thread period?
Category: Basic Configuration
- Benb

17 May 2025 18:57
Time to create page: 0.608 seconds