Search Results (Searched for: )
- Dudelbert
- Dudelbert
03 May 2026 14:01
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- TheTinkeringMechanic1
- TheTinkeringMechanic1
03 May 2026 13:56 - 03 May 2026 14:40
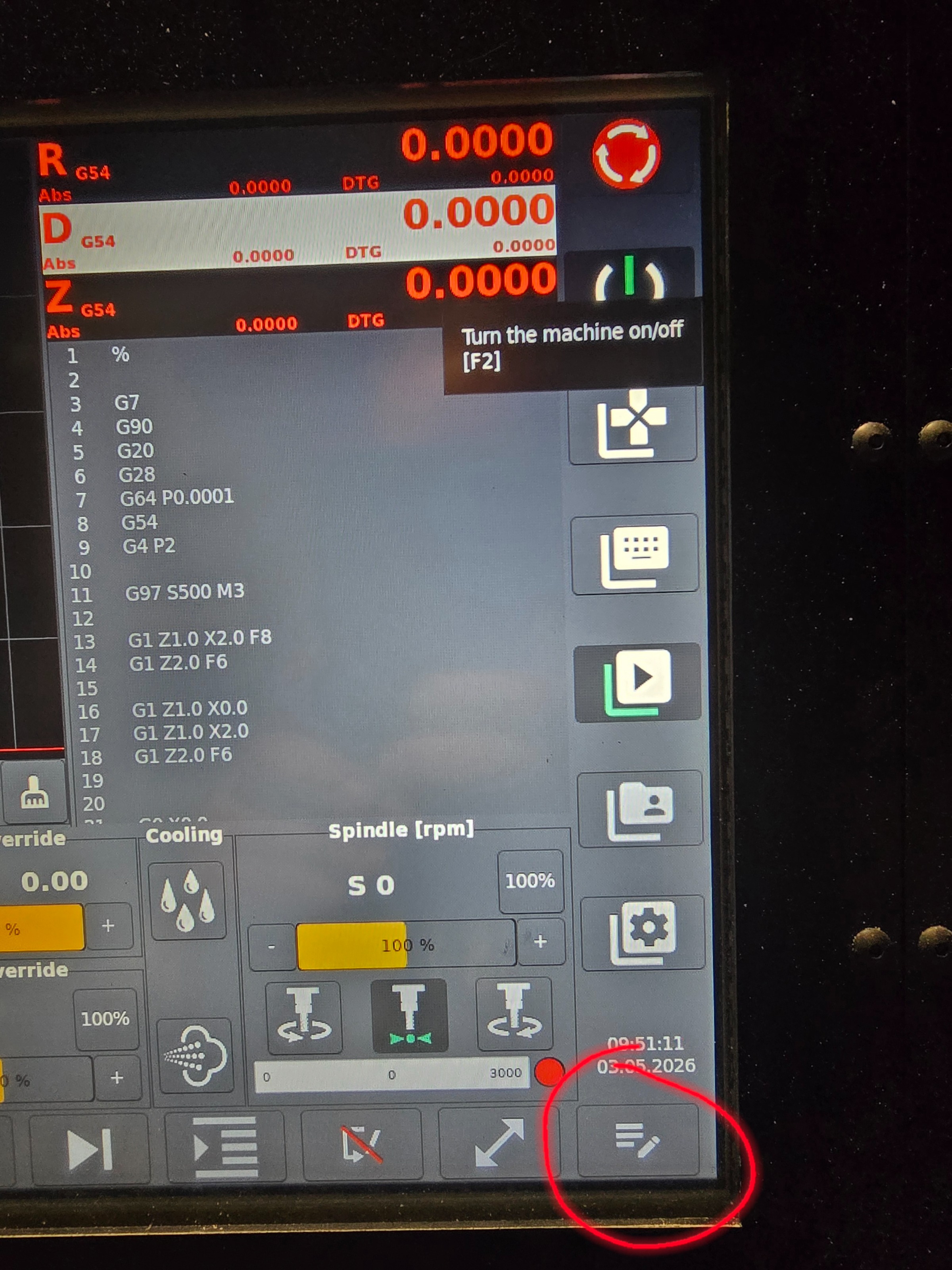
Replied by TheTinkeringMechanic1 on topic Can't read gcode text in dark mode when editing.
Can't read gcode text in dark mode when editing.
Category: Gmoccapy
- Konstantin
- Konstantin
03 May 2026 13:24
- Rickey_H
- Rickey_H
03 May 2026 13:02
Is the Digital Dreams UC300 supported? was created by Rickey_H
Is the Digital Dreams UC300 supported?
Category: General LinuxCNC Questions
- MaHa
- MaHa
03 May 2026 11:44 - 03 May 2026 19:01
- rodw

03 May 2026 10:21
- HansU

03 May 2026 09:24
Replied by HansU on topic Can't read gcode text in dark mode when editing.
Can't read gcode text in dark mode when editing.
Category: Gmoccapy
- RotarySMP

03 May 2026 08:36
Replied by RotarySMP on topic ATC lathe - Clasic Ladder, Stream Deck, Remap M6 My setup
ATC lathe - Clasic Ladder, Stream Deck, Remap M6 My setup
Category: Advanced Configuration
- tommylight

03 May 2026 05:03
Replied by tommylight on topic ATC lathe - Clasic Ladder, Stream Deck, Remap M6 My setup
ATC lathe - Clasic Ladder, Stream Deck, Remap M6 My setup
Category: Advanced Configuration
- tommylight
03 May 2026 05:01
Replied by tommylight on topic Gibbscam Post Processor
Gibbscam Post Processor
Category: General LinuxCNC Questions
- tommylight
03 May 2026 04:57
Replied by tommylight on topic PID visualisation software for drones but also informative for LinuxCNC
PID visualisation software for drones but also informative for LinuxCNC
Category: Advanced Configuration
- tommylight
03 May 2026 04:56
- andrax

03 May 2026 04:51
Replied by andrax on topic Sanitycheck my plan: ethercat + stepperonline A6
Sanitycheck my plan: ethercat + stepperonline A6
Category: EtherCAT
- PCW

03 May 2026 04:46
Replied by PCW on topic Firmware request: 7i95T with 4 PWM generators on P1
Firmware request: 7i95T with 4 PWM generators on P1
Category: Driver Boards
- Accipiter
- Accipiter
02 May 2026 23:58
Replied by Accipiter on topic MESA card (LAN) failing to connect.
MESA card (LAN) failing to connect.
Category: General LinuxCNC Questions
Time to create page: 0.320 seconds