Search Results (Searched for: )
- fer662
- fer662
17 Apr 2026 21:14 - 17 Apr 2026 21:15
Replied by fer662 on topic Sanitycheck my plan: ethercat + stepperonline A6
Sanitycheck my plan: ethercat + stepperonline A6
Category: EtherCAT
- 0x2102

17 Apr 2026 20:43
- andypugh

17 Apr 2026 20:36
Replied by andypugh on topic Sanitycheck my plan: ethercat + stepperonline A6
Sanitycheck my plan: ethercat + stepperonline A6
Category: EtherCAT
- andypugh
17 Apr 2026 20:32
Replied by andypugh on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- andypugh
17 Apr 2026 20:27
Replied by andypugh on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- andypugh
17 Apr 2026 20:09
Replied by andypugh on topic retrofitting a Proxon for coin die milling
retrofitting a Proxon for coin die milling
Category: Milling Machines
- tommylight

17 Apr 2026 19:44
Replied by tommylight on topic lcnc-suite — web UI for LinuxCNC
lcnc-suite — web UI for LinuxCNC
Category: Other User Interfaces
- andypugh
17 Apr 2026 19:42
Replied by andypugh on topic lcnc-suite — web UI for LinuxCNC
lcnc-suite — web UI for LinuxCNC
Category: Other User Interfaces
- andypugh
17 Apr 2026 19:27
Replied by andypugh on topic (Solved) FlexGUI - Multiple spindles?
(Solved) FlexGUI - Multiple spindles?
Category: Flex GUI
- mclien
- mclien
17 Apr 2026 19:23
Replied by mclien on topic retrofitting a Proxon for coin die milling
retrofitting a Proxon for coin die milling
Category: Milling Machines
- andypugh
17 Apr 2026 19:06
Replied by andypugh on topic REMAP: gang lathe tool orientation
REMAP: gang lathe tool orientation
Category: Advanced Configuration
- Sandro
- Sandro
17 Apr 2026 19:01
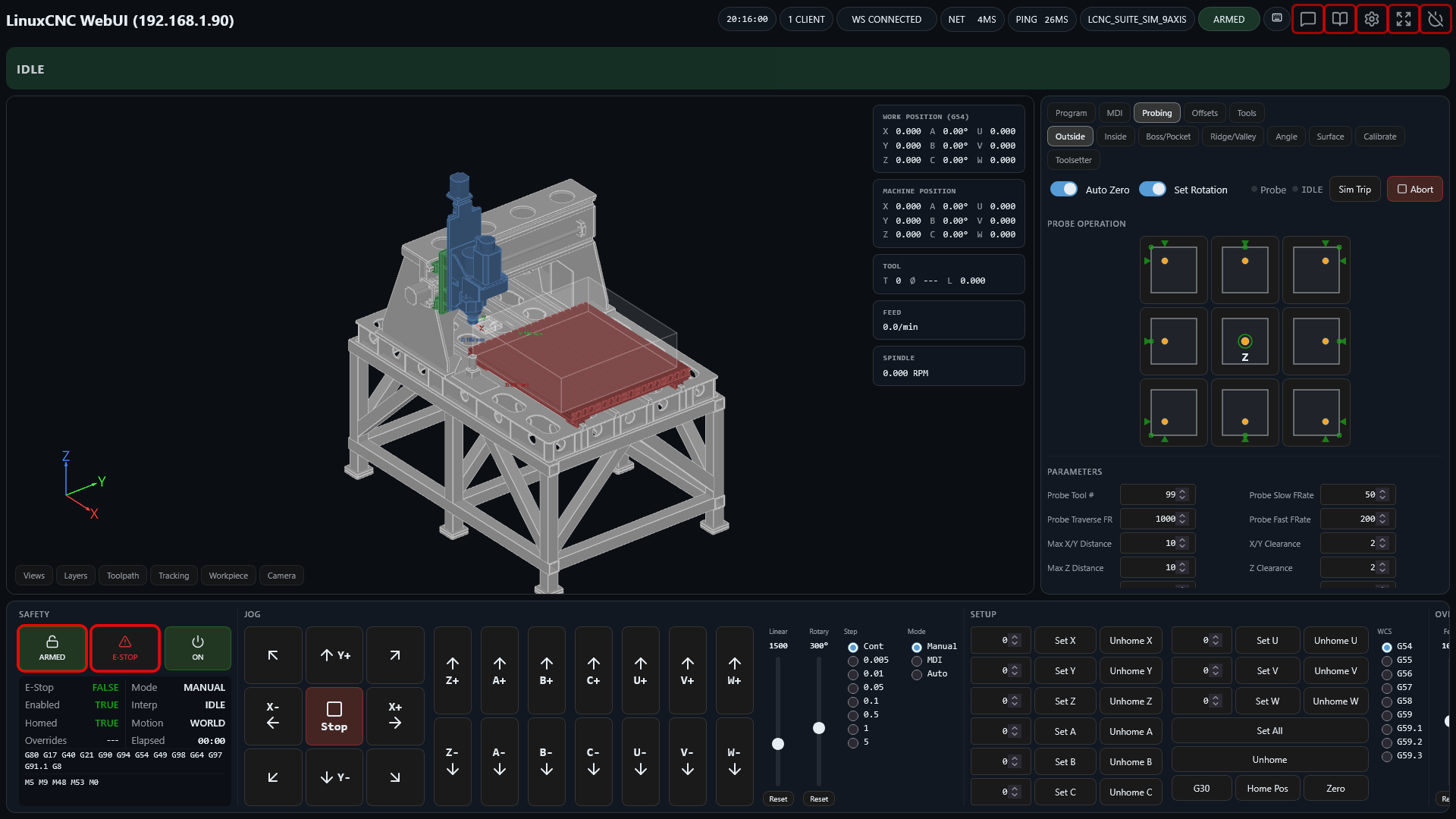
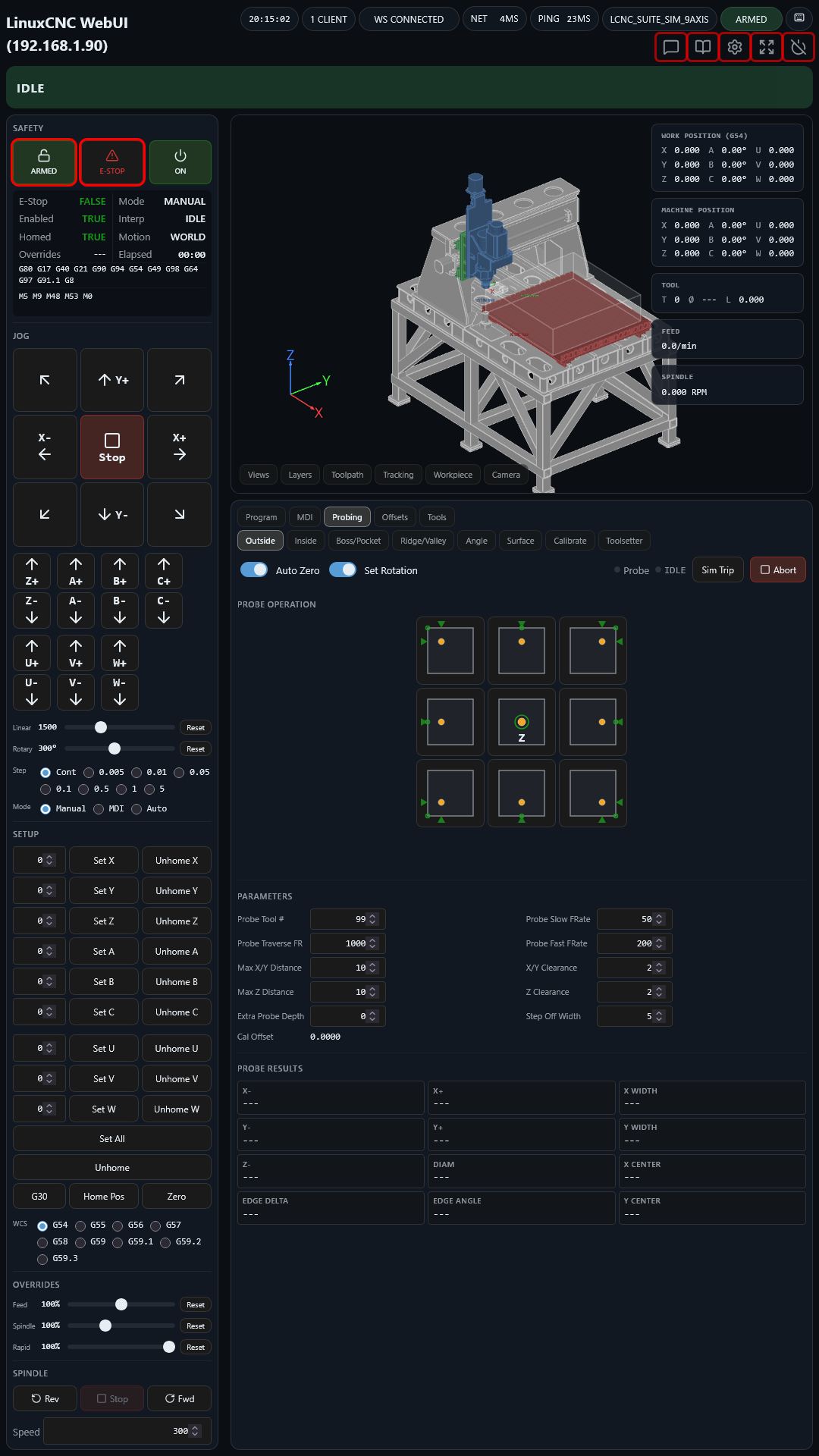
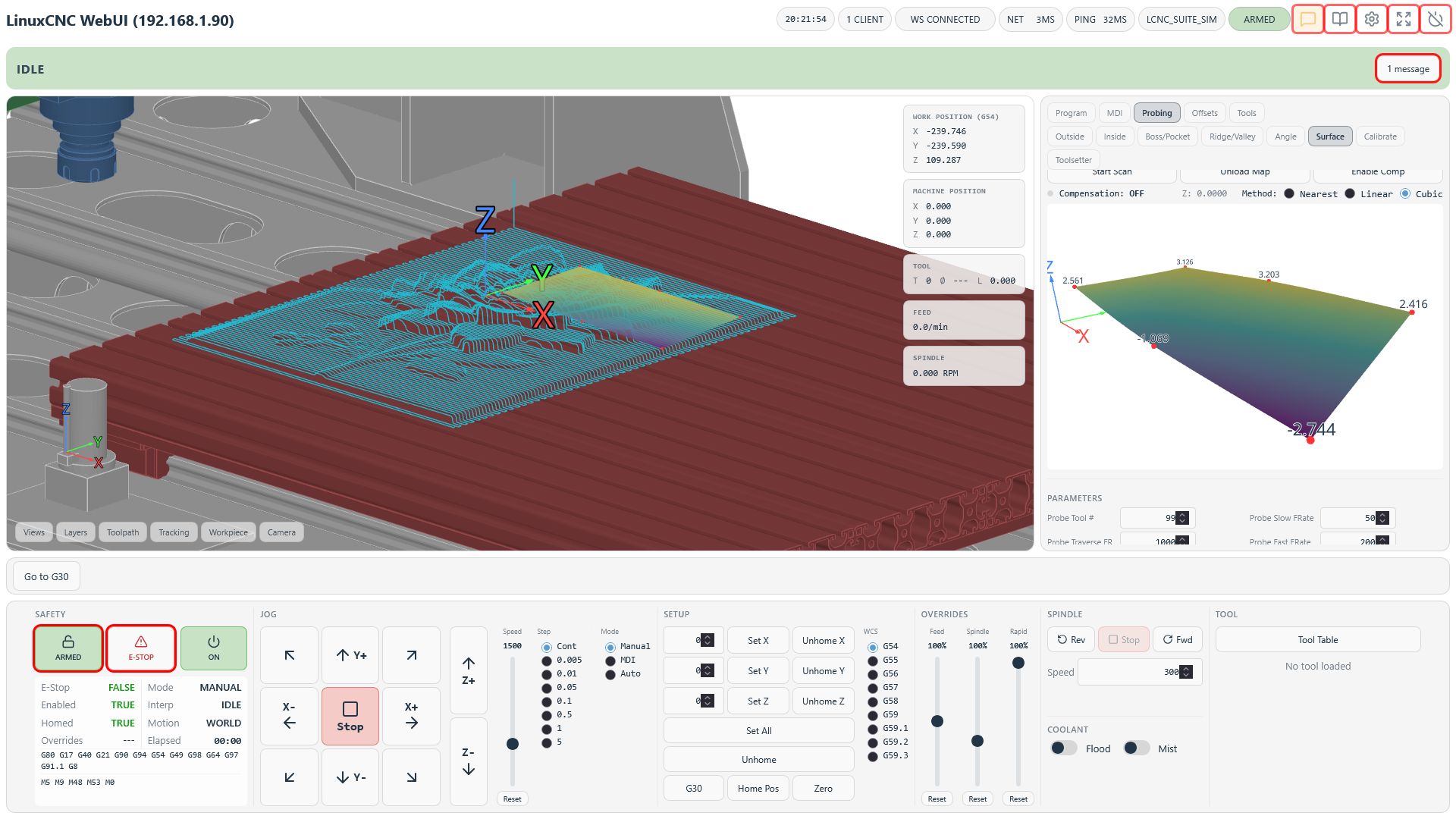
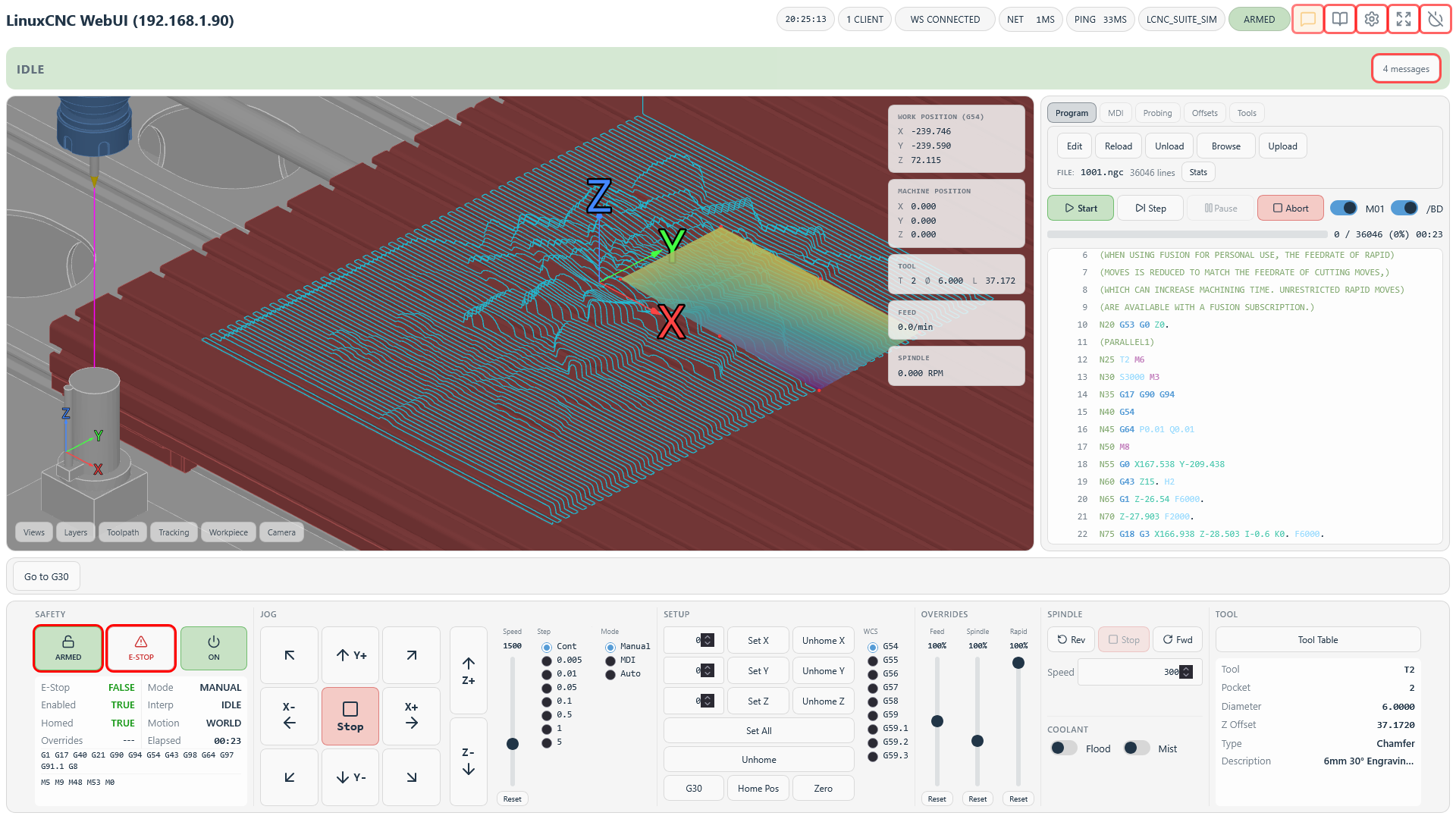
lcnc-suite — web UI for LinuxCNC was created by Sandro
lcnc-suite — web UI for LinuxCNC
Category: Other User Interfaces
- Dudelbert
- Dudelbert
17 Apr 2026 18:17
Replied by Dudelbert on topic Considering a Full Rewire on a Working Schaublin 125 CNC
Considering a Full Rewire on a Working Schaublin 125 CNC
Category: Turning
- andrax

17 Apr 2026 17:23
Replied by andrax on topic Sanitycheck my plan: ethercat + stepperonline A6
Sanitycheck my plan: ethercat + stepperonline A6
Category: EtherCAT
- RotarySMP

17 Apr 2026 17:22
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Retrofitting a 1986 Maho MH400E
Category: Milling Machines
Time to create page: 1.467 seconds