Search Results (Searched for: )
- Nator
- Nator
21 Dec 2025 08:28
- Hakan
- Hakan
21 Dec 2025 08:26
- alexandrap
- alexandrap
21 Dec 2025 08:24
- tommylight

21 Dec 2025 00:12
Replied by tommylight on topic I can't get my tabs (or code) to load
I can't get my tabs (or code) to load
Category: Plasmac
- LearningLinuxCNC

20 Dec 2025 23:15
Replied by LearningLinuxCNC on topic Pico Universal PWM Won't boot Random pins not working
Pico Universal PWM Won't boot Random pins not working
Category: Driver Boards
- NWE

20 Dec 2025 22:51 - 23 Dec 2025 19:08
Replied by NWE on topic Linuxcnc Image for Raspberry Pi 3
Linuxcnc Image for Raspberry Pi 3
Category: General LinuxCNC Questions
- MaHa
- MaHa
20 Dec 2025 22:35 - 21 Dec 2025 09:26
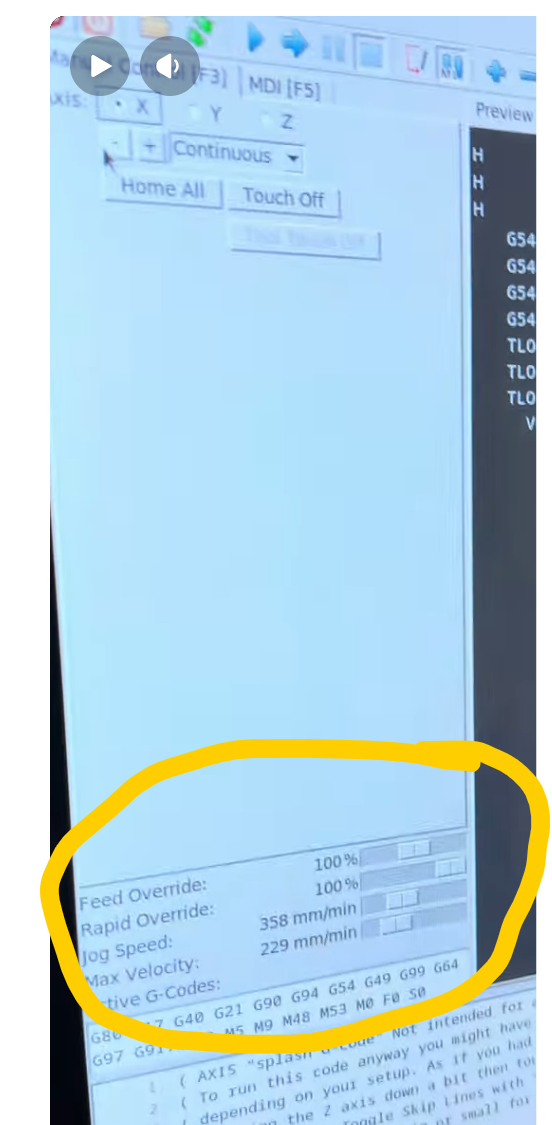
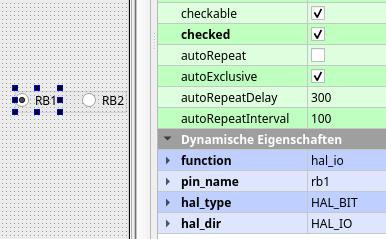
inconsistency with radiobutton and hal_pin was created by MaHa
inconsistency with radiobutton and hal_pin
Category: Flex GUI
- PCW

20 Dec 2025 22:23
Replied by PCW on topic Stepcraft M700 with 7i92TM
Stepcraft M700 with 7i92TM
Category: PnCConf Wizard
- xkonni
- xkonni
20 Dec 2025 20:23
Replied by xkonni on topic Stepcraft M700 with 7i92TM
Stepcraft M700 with 7i92TM
Category: PnCConf Wizard
- JeremyMakesThings
20 Dec 2025 20:12
I can't get my tabs (or code) to load was created by JeremyMakesThings
I can't get my tabs (or code) to load
Category: Plasmac
- T.Frei
- T.Frei
20 Dec 2025 19:11
- xkonni
- xkonni
20 Dec 2025 18:07
Replied by xkonni on topic Stepcraft M700 with 7i92TM
Stepcraft M700 with 7i92TM
Category: PnCConf Wizard
")
- et
- et
20 Dec 2025 16:57
Replied by et on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- lorenzing
- lorenzing
20 Dec 2025 15:58
- ihavenofish
- ihavenofish
20 Dec 2025 15:27
Replied by ihavenofish on topic lemontart - a call for help with s curve, ui's, and all the cool toys
lemontart - a call for help with s curve, ui's, and all the cool toys
Category: General LinuxCNC Questions
Time to create page: 0.777 seconds