Search Results (Searched for: stepper spindle)
- DarkPhoinix
- DarkPhoinix
15 May 2025 14:01 - 15 May 2025 14:04
Replied by DarkPhoinix on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Hakan
- Hakan
08 May 2025 06:05
- koch777
- koch777
06 May 2025 02:18
Troubles with Mesa 7I76EU + 7I76U(P1) + 7I89(P2) was created by koch777
Troubles with Mesa 7I76EU + 7I76U(P1) + 7I89(P2)
Category: Driver Boards
- IB_CnC
- IB_CnC
04 May 2025 12:22
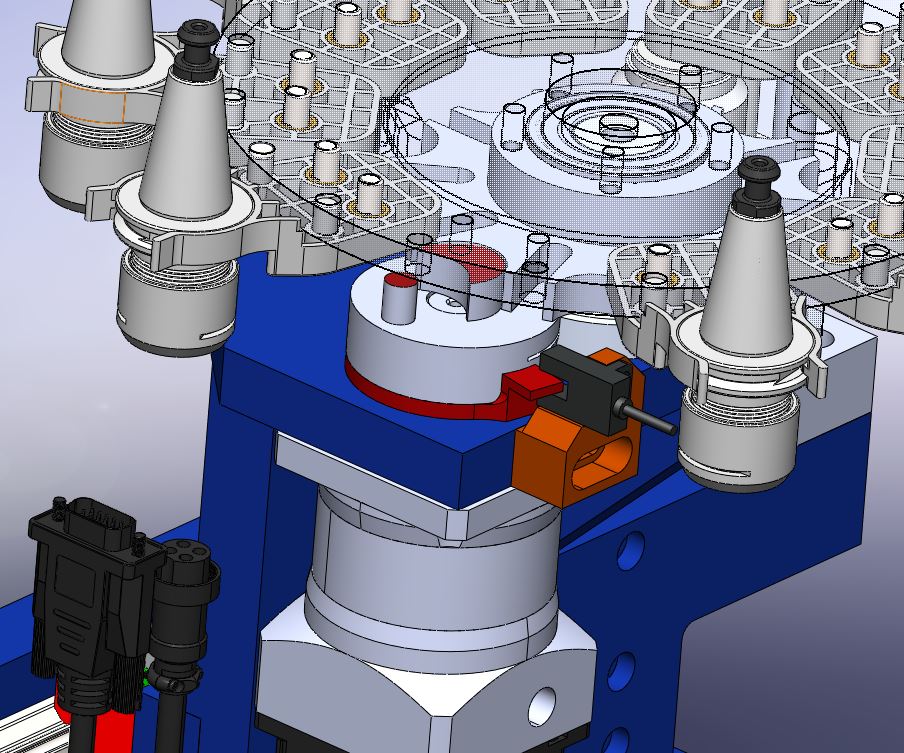
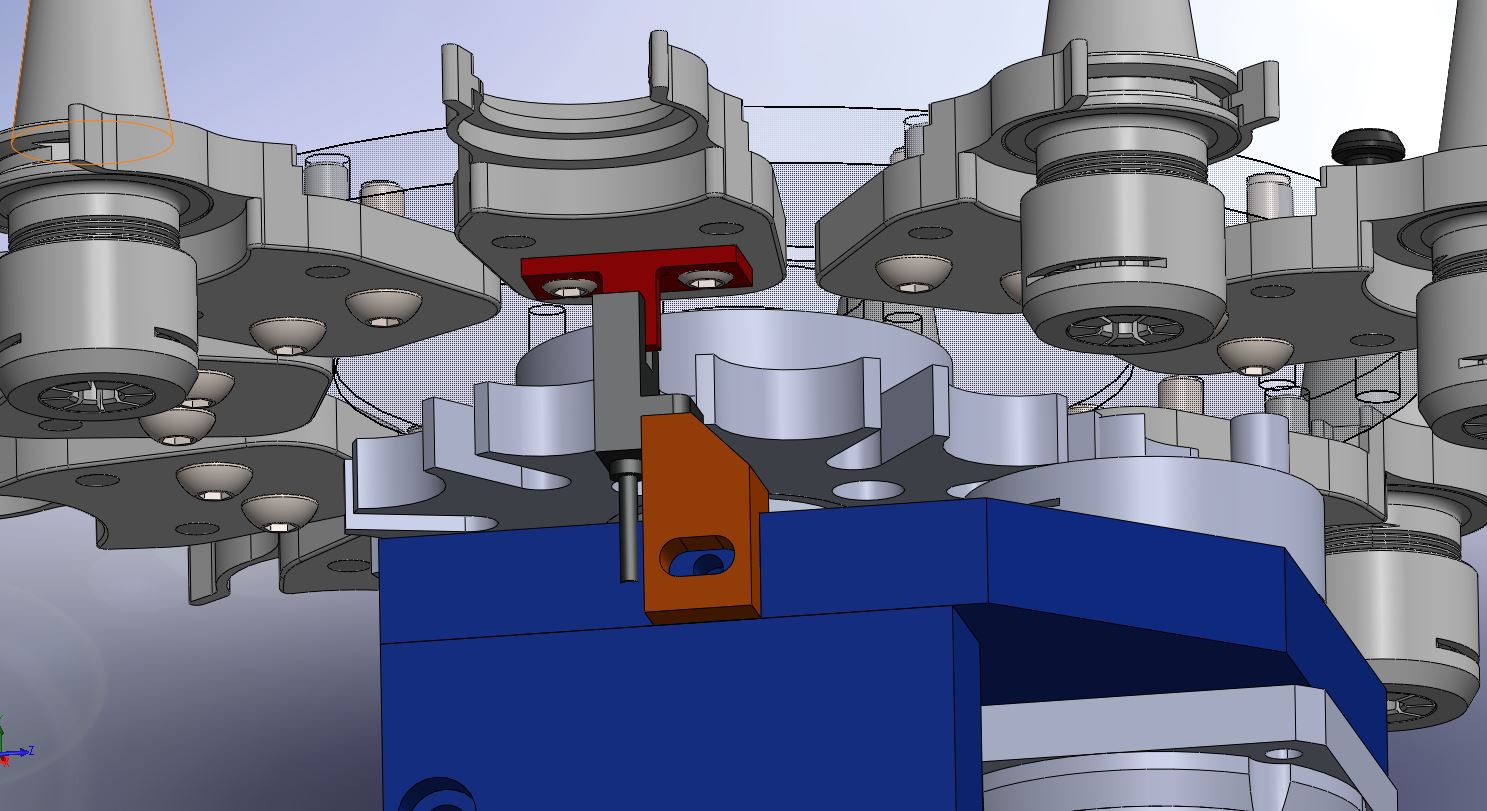
Replied by IB_CnC on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP
- IB_CnC
- IB_CnC
01 May 2025 23:44 - 01 May 2025 23:47
Replied by IB_CnC on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP
- IB_CnC
- IB_CnC
30 Apr 2025 02:18
Replied by IB_CnC on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP
- yngndrw
- yngndrw
27 Apr 2025 16:25 - 27 Apr 2025 16:26
- 3404gerber
- 3404gerber
27 Apr 2025 07:15
Replied by 3404gerber on topic comparing to Grbl, or FluidNC
comparing to Grbl, or FluidNC
Category: Milling Machines
") Congratulations guys!
Congratulations guys!- IB_CnC
- IB_CnC
26 Apr 2025 22:13
Replied by IB_CnC on topic Probe Basic and Carousel ATC with Geneva and Stepper
Probe Basic and Carousel ATC with Geneva and Stepper
Category: QtPyVCP
- spumco
- spumco
20 Apr 2025 21:03
Replied by spumco on topic Determining Angular Scale - Help w/ Microsteps
Determining Angular Scale - Help w/ Microsteps
Category: Configuration Tools

- Jabbery
- Jabbery
19 Apr 2025 01:04
Replied by Jabbery on topic Spindle will not stay running
Spindle will not stay running
Category: General LinuxCNC Questions
- tommylight

19 Apr 2025 00:41
Replied by tommylight on topic Are the program's extents available to the g-code?
Are the program's extents available to the g-code?
Category: General LinuxCNC Questions
- pgf
- pgf
18 Apr 2025 18:30
Replied by pgf on topic Are the program's extents available to the g-code?
Are the program's extents available to the g-code?
Category: General LinuxCNC Questions
- FPM
- FPM
18 Apr 2025 12:01 - 18 Apr 2025 12:03
Replied by FPM on topic converting a tos/intos fngj 40
converting a tos/intos fngj 40
Category: Milling Machines
- theslawek
- theslawek
18 Apr 2025 03:38
Replied by theslawek on topic Need help making rotary axis behave like second spindle
Need help making rotary axis behave like second spindle
Category: Advanced Configuration
Time to create page: 0.689 seconds