Gmoccapy - A new screen for linuxcnc
- 2e0poz
- Offline
- Junior Member
-

- Posts: 34
- Thank you received: 0
Please Log in or Create an account to join the conversation.
- tuxcnc
- Away
- Elite Member
-

- Posts: 182
- Thank you received: 24
I will include polish traanslation in the official repo.
I will have to think about the doble slider
I'm afraid, there is no polish translation in repos ...
I do not have time to do anything too, but somehow I made a diff of the two sliders.
")
The differences are relative to the latest version was downloaded yesterday.
It works, but I think you can do it better.
dl.dropboxusercontent.com/u/16218687/gmo...-two-jog-sliders.tar
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

- Posts: 1931
- Thank you received: 394
sorry, I missed to push the polish translation. I just did it for 2.6 ; 2.7 and master.
It will need some time to be included in the official deb packages.
I am still thinking about including the rabbit / turtle stuff, I want to make it selectable and also the factor should be adjustable.
Norbert
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
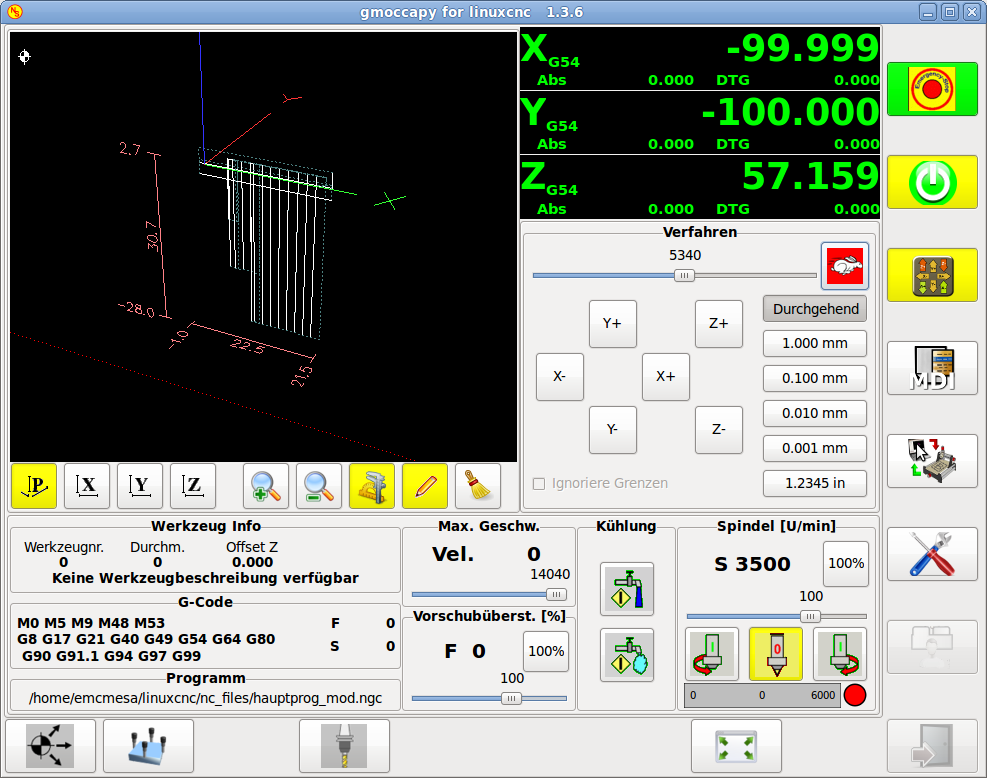
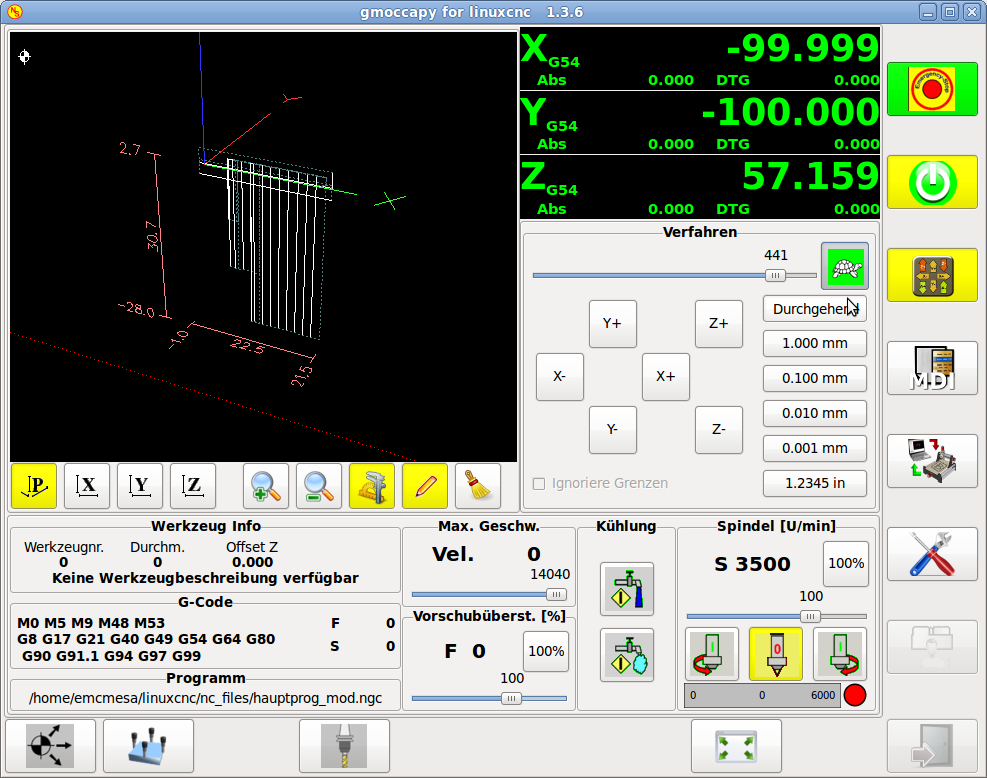
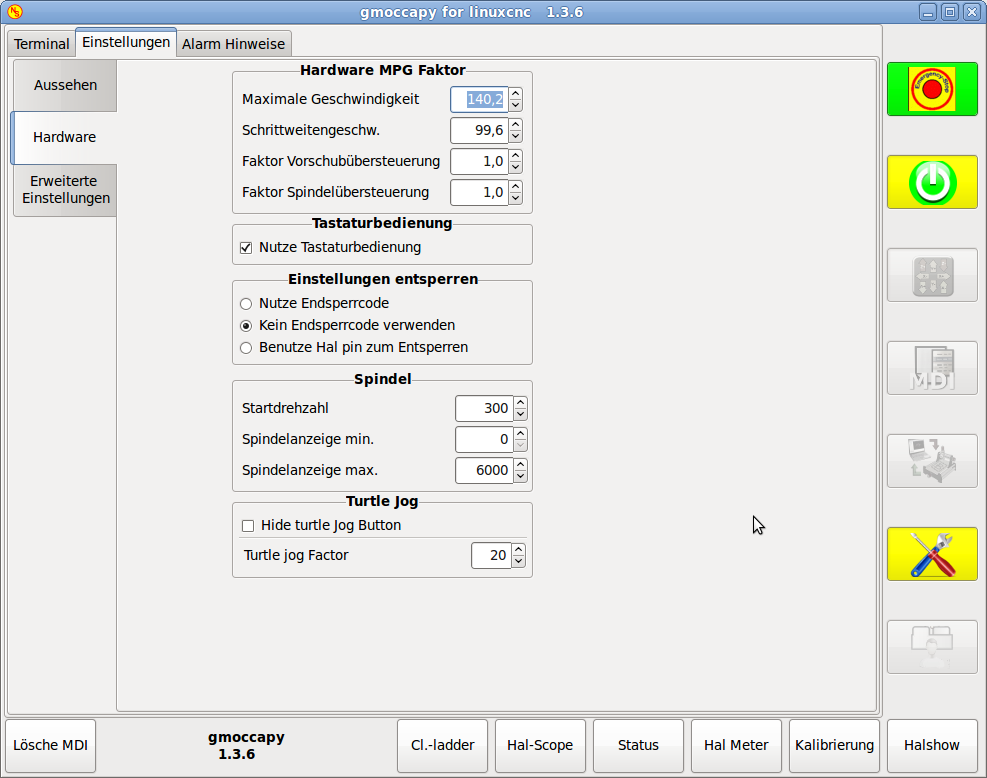
is that the way you do like it?
- turtle max jog vel is Max vel / 20 by default, but can be set according to your needs on the settings page
- If a user do not like the behavior, the turtle button can be hidden on the settings page.
- If you use a Jog Wheel, the scale for jog counts will be applied individually for turtle and rabbit jogging, meaning if you need 100 counts from min to max, you will need the 100 counts if you are in turtle or in rabbit mode.
Did I miss something?
Who likes to test and who does the documentation?
Norbert
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
- Posts: 203
- Thank you received: 19
It's pretty much what I would want; I often find myself sliding back the jogspeed to do a bit of manual milling and then using MDI to go back since hitting that slider on a touchscreen is a bit frustrating sometimes.
Documentation should be a paragraph or two at the most? It is not exactly my hobby, but I suppose I could do that.
If you are accepting feature requests to put on a list I have two more:
- In AXIS it is possible to select a line of G code, and the corresponding segment was highlighted in the gremlin. Quite handy sometimes.
- Is it possible/desirable to make the number of fractional DRO digits a setup option? I am displaying real measured values and 1um resolution tends to jitter a bit plus that I often see 4.998 instead of 5.00 for example. Changing the '10.3f' to '10.2f' in the glade file takes care of the first issue, but not the second.
BTW: I am still VERY happy with gmoccapy, cannot imagine going back to AXIS. Thanks for that nice piece of software!
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
just shut down my devel computer,
I will add the files tomorow and come back also to you wishes.
Norbert
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
- Posts: 203
- Thank you received: 19
I have a few more, but one is probably not something gmoccapy should arrange:
- I would like to be able to use the XHC-HB04 pendant for jogging also when in MDI mode. I am using a combination of MDI and jogging a lot while positioning the mill etc. and having to switch back and forth is an unnecessary step.
- The 'X=0', 'Y=0' and 'Z=0' touchoff buttons are dangerous. I already blew a nice piece of tooling plate and an endmill by accidentally hitting the X=0 button somehow and not noticing it. My fault, I should have pressed the 'return' button after zeroing but I didn't. But to be honest, I do not use them that often since touching off workpiece zero is often done with an edge finder or just the endmill with radius > 0 so I have to use the 'X=?' button anyway. A checkbox to enable/disable these dangerous buttons would be nice.
- I still hate the 'save and run' button after editing the G-code. It is the only method to get the changes in gmoccapy directly without going through file selection once again since the 'reload file' button is missing, but immediately running a change without a chance to inspect the preview is tricky too. Preferred solution: a 'reload file' button in the auto screen. That also works for external file changes such as regenerating though CAM.
Possible bug, but more likely a configuration issue (didn't look into the issue yet):
- When I change the feed/spindle speed override using the XHC-HB04 pendant the corresponding slider in gmoccapy is not updated.
And another thing: we once mailed about a 500CPR rotary encoder. Somehow that communication dried up, but I still have it reserverd for you on my shelf. Still interested?
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
I have to take a look at this, as at the moment is it not even possible to highlight a line in sourceview.- In AXIS it is possible to select a line of G code, and the corresponding segment was highlighted in the gremlin. Quite handy sometimes.
yes it is, but at the moment very low priority.- Is it possible/desirable to make the number of fractional DRO digits a setup option? I am displaying real measured values and 1um resolution tends to jitter a bit plus that I often see 4.998 instead of 5.00 for example.
IMHO it is mostly a linuxcnc problem, not allowing to jog in MDI, would a hal pin to switch modes make sence?- I would like to be able to use the XHC-HB04 pendant for jogging also when in MDI mode. I am using a combination of MDI and jogging a lot while positioning the mill etc. and having to switch back and forth is an unnecessary step.
As a do need also place for a 4-th axis button I would like to agree to delete the zero buttons, as the entered value using the other button will be stored so it is just one klick more. Lets listen to other users.- The 'X=0', 'Y=0' and 'Z=0' touchoff buttons are dangerous. I already blew a nice piece of tooling plate and an endmill by accidentally hitting the X=0 button somehow and not noticing it. My fault, I should have pressed the 'return' button after zeroing but I didn't. But to be honest, I do not use them that often since touching off workpiece zero is often done with an edge finder or just the endmill with radius > 0 so I have to use the 'X=?' button anyway. A checkbox to enable/disable these dangerous buttons would be nice.
OK, I will delete the save and run button, as your arguments do convince me related to security, but...I still hate the 'save and run' button after editing the G-code. It is the only method to get the changes in gmoccapy directly without going through file selection once again since the 'reload file' button is missing, but immediately running a change without a chance to inspect the preview is tricky too. Preferred solution: a 'reload file' button in the auto screen. That also works for external file changes such as regenerating though CAM.
You will not get a reload button on the auto page, as there are no space for that and...
if you go to edit page, and edit a file, you push the save button, than the "back"button and the file will be reloaded automatically, so why a reload button?
If you change the file, because you use an external cam, you will save the file from the cam, then just push open and do load the file again, thats it.
You will have to convince other users to convince me
")
I do not know how the pendant is connected, but if you test the gmoccapy_jog-wheel sim you will see, that the sliders are updated correctly. Do you use gmoccapy hal pin or the halui ones? Halui does not work.- When I change the feed/spindle speed override using the XHC-HB04 pendant the corresponding slider in gmoccapy is not updated.
With gmoccapy 1.4.0 (already pushed) you will get also analog input pin to set the sliders, so the use of 0-100 % potis is possible.
ver. 1.4.0
- introduced turtle jog, allowing two scales for the jog vel adjustment
- new hal pin "gmoccapy.turtle-jog" to switch from rabbit-jog (fast mode) to turtle-jog (slow mode) using a hardware switch
- new hal pin for analog input
* gmoccapy.analog-enable (must be True to activate the analog inputs)
* gmoccapy.spindle-override-value
* gmoccapy.max-vel-value
* gmoccapy.jog-speed-value
* gmoccapy.feed-override-value
all four taking a float input as percentage, meaning a value from 0.0 to 1.0, setting the corresponding sliders directly to the given value
- some code rework, mainly in the _init_hal_pin section and on encoder counts handling
@DaBit
Go ahead, I give you a hand if you need.Documentation should be a paragraph or two at the most? It is not exactly my hobby, but I suppose I could do that.
Norbert
@DaBit:
And another thing: we once mailed about a 500CPR rotary encoder. Still interested?
I do answer with a loud YES!
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-
- Posts: 203
- Thank you received: 19

If the 'back' button reloads the file most of my 'pain' regarding that issue is over. Didn't notice it does that. If I have to regenerate code using CAM then pushing file load->bla versus hitting a reload button is insignificant in extra time.
I am happy with the analog HAL pins since I am considering adding a few potmeters and rotary encoders for purposes like this. gmoccapy and touchscreen is great, but nothing beats a single-purpose knob.
")
A HAL-pin to switch modes: isn't it already there and named gmoccapy.v-button-2?
I will do a GIT pull today.
Regarding the encoder: I think I have your address in the mail somewhere. Originally we agreed that you would pay shipping, but let's consider that encoder a payment/gift for a wonderful piece of software. Sometimes it is also nice if you receive something back for all the hard work
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
- Posts: 1931
- Thank you received: 394
That is not correct! Not the back button do reload the file, but the save button does that! So the way to do your changes is, enter edit mode, change file, push save button (this will also reload the file!!!) and leave edit mode with the back button, check your changes and push start/run.If the 'back' button reloads the file most of my 'pain' regarding that issue is over. Didn't notice it does that. If I have to regenerate code using CAM then pushing file load->bla versus hitting a reload button is insignificant in extra time.
Have you noticed: The save button will also check the file for errors. Unfortunately it also do reload the file with that error
 Have to check on that one.
Have to check on that one.You are right, they may be used for that purpose, asA HAL-pin to switch modes: isn't it already there and named gmoccapy.v-button-2?
- gmoccapy.v-button-2 => manual mode
- gmoccapy.v-button-3 => mdi mode
- gmoccapy.v-button-4 => auto mode
But IMHO that is not very obvious, as this are the hardware button connections, but it will work!
Regarding the encoder, just gave you an thank and more karma
Please Log in or Create an account to join the conversation.