Gmoccapy - A new screen for linuxcnc
- mariusl
-

- Offline
- Platinum Member
-

I can only add eight so see the next post for the rest
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- verser
-

- Offline
- Senior Member
-

- Posts: 78
- Thank you received: 69
More рay attention to thisWould you please send me the code of your touch off macro page? I thing that would be a good beginning to introduce some stuff to standard. Or better, just write a WIKI page about how you did it.
Norbert
Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- verser
-
- Offline
- Senior Member
-
- Posts: 78
- Thank you received: 69
Replace txt on rarI tried to download your work but the file is of unknown type and it cannot be opened.
") .
. Please Log in or Create an account to join the conversation.
- mariusl
-
- Offline
- Platinum Member
-
Regards
Marius
www.bluearccnc.com
Please Log in or Create an account to join the conversation.
- verser
-
- Offline
- Senior Member
-
- Posts: 78
- Thank you received: 69
EMBED_TAB_NAME=Probe Screen
EMBED_TAB_LOCATION = ntb_user_tabs
EMBED_TAB_COMMAND = gladevcp -x {XID} -u python/probe_screen.py probe_icons/probe_screen.glade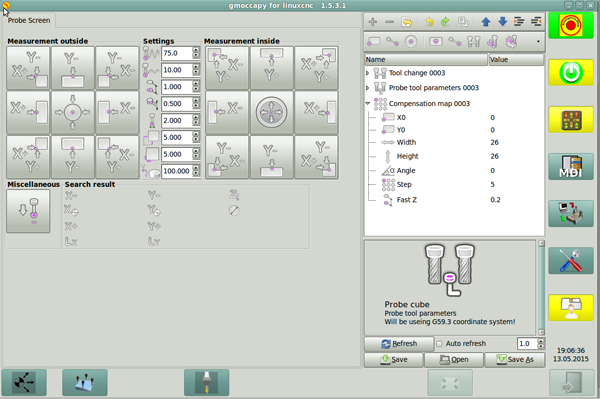
Please Log in or Create an account to join the conversation.
- FernV
-

- Offline
- Platinum Member
-
- Posts: 457
- Thank you received: 124
I see you have been using LinuxCNC-Features for some time with an old release by Nick. I am about to release a new update with a virtual keypad, better grouping and more.
About the last issue I have is with reloading the file in gmoccapy after some changes. It will reload automatically some times but not always and I have to press the Refresh button many times and sometimes I can only reload with the File button in gmoccapy.
How is your experience with it ? Could something not be configured right on my computer or do you experience the same as I ?
Regards
Fern
Please Log in or Create an account to join the conversation.
- probamo
-
- Offline
- Premium Member
-

- Posts: 139
- Thank you received: 9
recently I bought a second hand touch screen for piece of money
 and tried gmoccapy. Everything was brilliant. Touch here, touch there, perfect. However, I noticed one thing that could be improved.
and tried gmoccapy. Everything was brilliant. Touch here, touch there, perfect. However, I noticed one thing that could be improved.I am cutting MDF very offten, though I get very good dedusting system, small particles still flies in the room. Sometimes, my fingers are coated with fine duct as well. This does not allow me to slide feedrate, jog and spindle speed slide bars. Is it possible, instead of having slidebars, to have "-" & "+" buttons, to decrease/increase parameters, but 100% to remain as such.
Thank you!
Please Log in or Create an account to join the conversation.
- DaBit
- Offline
- Elite Member
-

- Posts: 203
- Thank you received: 19
Adding a small box with rapid/feed/spindle override potmeters at a handy spot on the machine is still on my todo-list.. It is a highly endmill-and-stock saving practice to start a program with rapid speeds reduced.
Please Log in or Create an account to join the conversation.