Gmoccapy - A new screen for linuxcnc
- newbynobi
-

- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
26 Apr 2013 15:12 #33229
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
So I will have to speed up ")
2 of my German testers are also waiting.
There are still some things to implement, before beginning the lathe mode.
At the moment I am reworking the complete Settings Page:
I introduced o lot of user defined settings, so a need to get a better layout.
And to be complete I need to implement "reload tool on start up",
After that Lathe will start!
Please give me some more time.
Norbert
2 of my German testers are also waiting.
There are still some things to implement, before beginning the lathe mode.
At the moment I am reworking the complete Settings Page:
I introduced o lot of user defined settings, so a need to get a better layout.
And to be complete I need to implement "reload tool on start up",
After that Lathe will start!
Please give me some more time.
Norbert
The following user(s) said Thank You: jtc
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
29 Apr 2013 20:43 - 29 Apr 2013 22:21 #33393
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
gmoccapy now in ver. 0.9.1
ver 0.9.1
I mainly reworked the complete settings page and solved some smaller bugs-
In detail:
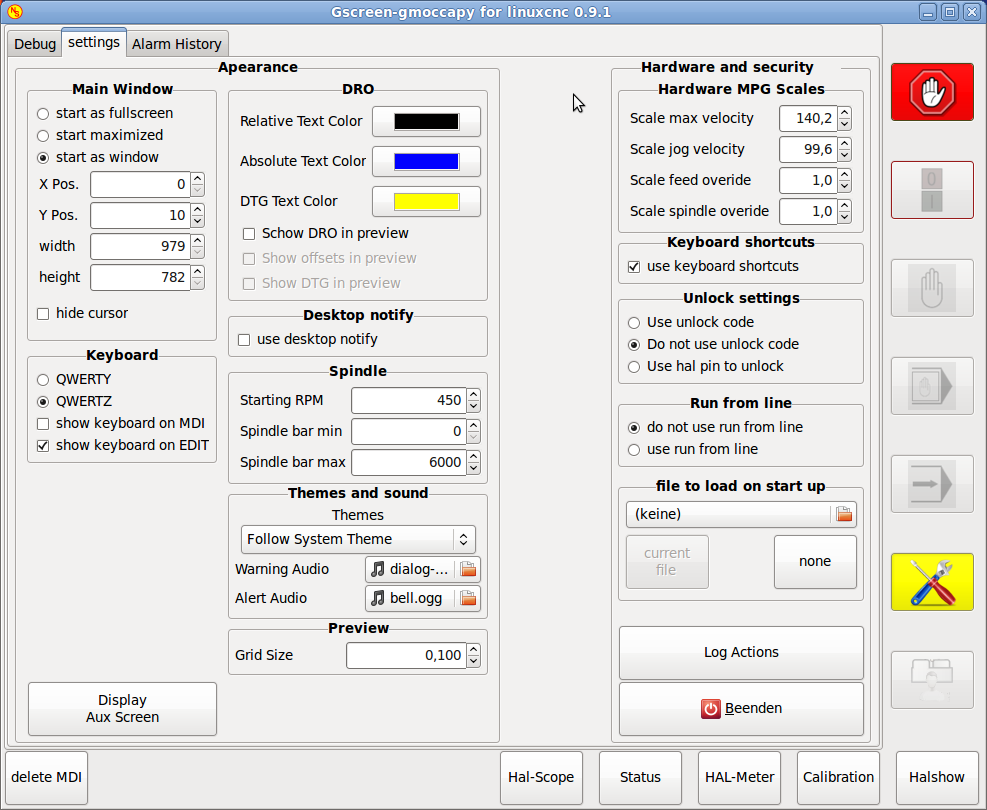
New settings page:
- show offsets and show dtg for gremlin are only sensitive if show gremlin DRO
is active, other behavior makes no sense
- settings page can be reached now also in estop state
- desktop notify can be disabled in settings page, makes the gui faster
- file to load on start up can be selected on settings page
- added a checkbox to select the use of keyboard shortcuts
- spindle settings moved from INI to the settings page and preference file
- DRO settings changed in settings page, checkboxes instead of toggle button
and all settings related to DRO in one frame
- added scale settings for the hardware mpg encoders to move the sliders,
otherwise for max vel being 14000 the changes was to small, counting one by one
- hardware keyboard now works also in settings page and debug page
- Screen2 can be shown now, but I noticed, that if the screen is very complex,
the application will crash!
And some other changes:
- in init_file_to_load added a selection of filters given in INI File
- button save and run has now a tool tip text,
- check on macro execution for errors before starting the macro
- reconnected the sim spindle to gmoccapy
- in MDI Mode giving S0 now switch the spindle off
- from INI [DISPLAY] min_spindle_overide is used to set the slider limits
- def init_gremlin now in gmoccapy, to avoid widget name conflicts
the WIKI has been updated allready!
I strongly recommend an update!
Now I will begin to work on the lathe version!
Norbert
ver 0.9.1
I mainly reworked the complete settings page and solved some smaller bugs-
In detail:
New settings page:
- show offsets and show dtg for gremlin are only sensitive if show gremlin DRO
is active, other behavior makes no sense
- settings page can be reached now also in estop state
- desktop notify can be disabled in settings page, makes the gui faster
- file to load on start up can be selected on settings page
- added a checkbox to select the use of keyboard shortcuts
- spindle settings moved from INI to the settings page and preference file
- DRO settings changed in settings page, checkboxes instead of toggle button
and all settings related to DRO in one frame
- added scale settings for the hardware mpg encoders to move the sliders,
otherwise for max vel being 14000 the changes was to small, counting one by one
- hardware keyboard now works also in settings page and debug page
- Screen2 can be shown now, but I noticed, that if the screen is very complex,
the application will crash!
And some other changes:
- in init_file_to_load added a selection of filters given in INI File
- button save and run has now a tool tip text,
- check on macro execution for errors before starting the macro
- reconnected the sim spindle to gmoccapy
- in MDI Mode giving S0 now switch the spindle off
- from INI [DISPLAY] min_spindle_overide is used to set the slider limits
- def init_gremlin now in gmoccapy, to avoid widget name conflicts
the WIKI has been updated allready!
I strongly recommend an update!
Now I will begin to work on the lathe version!
Norbert
Last edit: 29 Apr 2013 22:21 by newbynobi.
The following user(s) said Thank You: emcPT
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-

Less
More
- Posts: 161
- Thank you received: 9
29 Apr 2013 22:47 #33397
by jlviloria
Replied by jlviloria on topic Gmoccapy - A new screen for linuxcnc
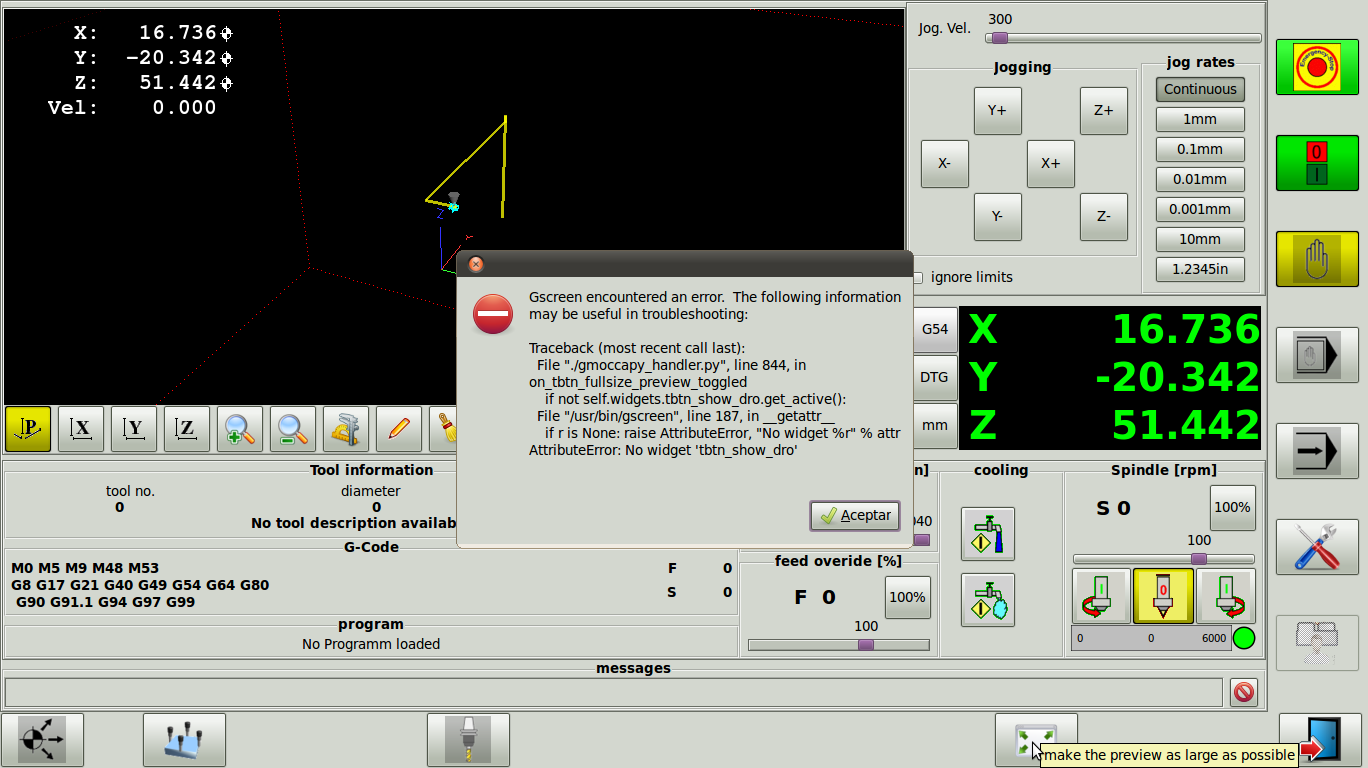
Norbert good job, look who is coming out this error when we give in full screen gremlin
Jorge Viloria
Jorge Viloria
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
29 Apr 2013 23:23 #33398
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Oh I mist renaming one widget.
Please open gmoccapy_handler.py
and edit line 844
change:to
I missed that.
Will make a patch very soon
Norbert
Please open gmoccapy_handler.py
and edit line 844
change:
if not self.widgets.tbtn_show_dro.get_active():if not self.widgets.chk_show_dro.get_active():I missed that.
Will make a patch very soon
Norbert
The following user(s) said Thank You: jlviloria
Please Log in or Create an account to join the conversation.
- jj89074
- Offline
- Senior Member
-

Less
More
- Posts: 42
- Thank you received: 0
30 Apr 2013 03:50 #33405
by jj89074
Replied by jj89074 on topic Gmoccapy - A new screen for linuxcnc
Norbert,
Thank you so much for this GUI...I really like the format! The thank you also extends to Chris and all his work too!
One thing I noticed is my keyboard PageUp and PageDown keys work the Z axis backwards. It works fine for the X & Y and my MPG works OK.
Keep up the excellent work.
Jim
Thank you so much for this GUI...I really like the format! The thank you also extends to Chris and all his work too!
One thing I noticed is my keyboard PageUp and PageDown keys work the Z axis backwards. It works fine for the X & Y and my MPG works OK.
Keep up the excellent work.
Jim
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
01 May 2013 16:13 #33479
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
The above mentioned bug has been fixed.
Please update to gmoccapy 0.9.1.1
Norbert
Please update to gmoccapy 0.9.1.1
Norbert
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 161
- Thank you received: 9
03 May 2013 22:12 - 03 May 2013 22:42 #33571
by jlviloria
Replied by jlviloria on topic Gmoccapy - A new screen for linuxcnc
Norbert, a problem in the tooleditor, I spend as in industrial-GScreen.
I can not change my tooleditor manually. and the problem is generated by the (return True) at the end of the commands (up, down, left, right)
but if you remove the (return True) faders (Slider) start moving when you press the arrow keys (up, down, left, right)
For me it's bad, because I use the style tool fanuc pacth change. I change the hand tool wear.
in industrial-gscreen can not edit the program
thanks.
Jorge Viloria
I can not change my tooleditor manually. and the problem is generated by the (return True) at the end of the commands (up, down, left, right)
but if you remove the (return True) faders (Slider) start moving when you press the arrow keys (up, down, left, right)
For me it's bad, because I use the style tool fanuc pacth change. I change the hand tool wear.
in industrial-gscreen can not edit the program
thanks.
Jorge Viloria
Last edit: 03 May 2013 22:42 by jlviloria.
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
10 May 2013 15:09 - 10 May 2013 15:28 #33869
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
gmoccapy 0.9.2 has been released
Now gmoccapy does support also lathes.
Just include in your INI in
[DISPLAY]
LATHE = 1
as usual and you get the lathe layout.
Second new function is tool touch off.
You will find 2 button on the tooleditor page to touch off Z and X axis, while in mill mode you will not see the X touch off button.
The button will emit an MDI command like "G10 L10 P3 X2.356" where P3 represents the tool in spindle and X2.356 the value to set in X.
It is an error if Cutter Compensation is on
The DRO background from D and R DRO will change its color according to active G Code G7 / G8 the active one has an black background, the other one is gray.
There are also some minor changes in keyhandling, as the keyboard keys are different for lathe and mill:
Lathe:
arrow left = Z minus
arrow right = Z plus
arow up = X minus
arrow down = X plus
page up = no action
page down = no action
ESC = emc aboard (stop riunning program)
F1 = estop
F2 = machine on/off
Mill:
arrow left = X minus
arrow right = X plus
arow up = Y plus
arrow down = Y minus
page up = Z plus
page down = Z minus
ESC = emc aboard (stop riunning program)
F1 = estop
F2 = machine on/off
Please test and let me know what you miss.
Norbert
Now gmoccapy does support also lathes.
Just include in your INI in
[DISPLAY]
LATHE = 1
as usual and you get the lathe layout.
Second new function is tool touch off.
You will find 2 button on the tooleditor page to touch off Z and X axis, while in mill mode you will not see the X touch off button.
The button will emit an MDI command like "G10 L10 P3 X2.356" where P3 represents the tool in spindle and X2.356 the value to set in X.
It is an error if Cutter Compensation is on
The DRO background from D and R DRO will change its color according to active G Code G7 / G8 the active one has an black background, the other one is gray.
There are also some minor changes in keyhandling, as the keyboard keys are different for lathe and mill:
Lathe:
arrow left = Z minus
arrow right = Z plus
arow up = X minus
arrow down = X plus
page up = no action
page down = no action
ESC = emc aboard (stop riunning program)
F1 = estop
F2 = machine on/off
Mill:
arrow left = X minus
arrow right = X plus
arow up = Y plus
arrow down = Y minus
page up = Z plus
page down = Z minus
ESC = emc aboard (stop riunning program)
F1 = estop
F2 = machine on/off
Please test and let me know what you miss.
Norbert
Last edit: 10 May 2013 15:28 by newbynobi.
The following user(s) said Thank You: jlviloria, emcPT
Please Log in or Create an account to join the conversation.
- jlviloria
- Offline
- Elite Member
-
Less
More
- Posts: 161
- Thank you received: 9
10 May 2013 21:42 #33887
by jlviloria
Replied by jlviloria on topic Gmoccapy - A new screen for linuxcnc
Norbert.
When compensated in X I assume the radius not the diameter.
This enabled the G8, entered the table, pressed Key touchoff digit tool X and the diameter of the workpiece. but places it on the radio.
I hope you understand me.
thanks for your great effort.
Jorge
When compensated in X I assume the radius not the diameter.
This enabled the G8, entered the table, pressed Key touchoff digit tool X and the diameter of the workpiece. but places it on the radio.
I hope you understand me.
thanks for your great effort.
Jorge
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
11 May 2013 01:54 #33899
by newbynobi
Replied by newbynobi on topic Gmoccapy - A new screen for linuxcnc
Halo Jorge,
the command executed by the button is
G10 L10 P3 X2.356
The X value given is the value you entered and it will be the X value.
If you are in G7 Mode the value you enter is the diameter, else it is the radius.
So IMHO it is working like it should.
Norbert
the command executed by the button is
G10 L10 P3 X2.356
The X value given is the value you entered and it will be the X value.
If you are in G7 Mode the value you enter is the diameter, else it is the radius.
So IMHO it is working like it should.
Norbert
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.828 seconds