Please help me for uptate axis 2.5.4 to Gmoccapy
- newbynobi
-

- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
02 Nov 2017 10:44 #101184
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Hallo Siggi,
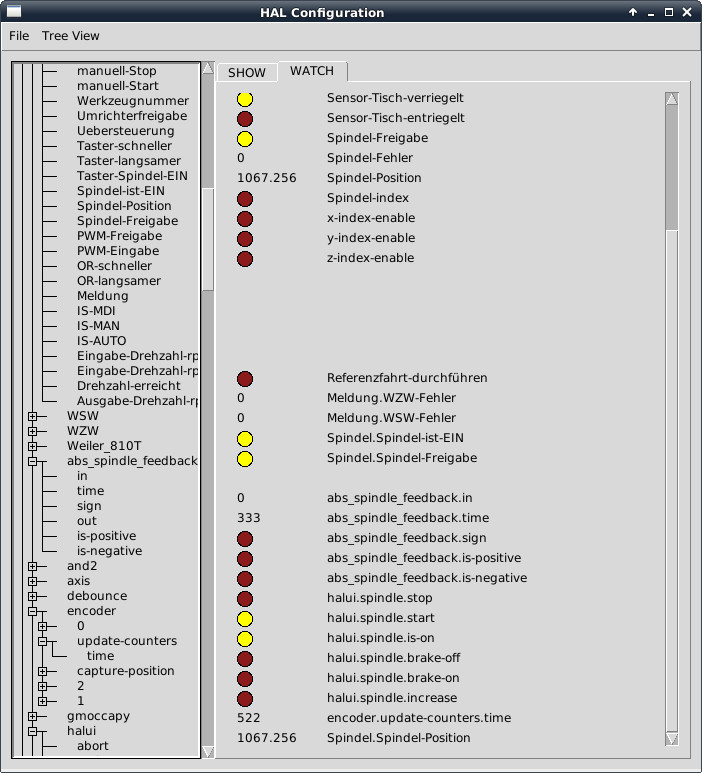
if you go to the settings page of gmoccapy (code = 123) (button with the tools on it), you can push the button "halshow" and within that program you can watch the hal pin.
Norbert
if you go to the settings page of gmoccapy (code = 123) (button with the tools on it), you can push the button "halshow" and within that program you can watch the hal pin.
Norbert
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
02 Nov 2017 10:50 #101185
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Hallo Siggi,
I just saw, that you did include a gmoccapy_postgui.hal file. Where did you take that one from?
Please check if that file does contain something like:
If there is a unlinkp in there, that is the reason, as you do connect that signals prior to WZW!
Norbert
I just saw, that you did include a gmoccapy_postgui.hal file. Where did you take that one from?
Please check if that file does contain something like:
# the unlink pin commands are only used, because they are connected
# in core_sim.hal and we use this file to simulate
unlinkp iocontrol.0.tool-change
unlinkp iocontrol.0.tool-changed
net tool-change gmoccapy.toolchange-change <= iocontrol.0.tool-change
net tool-changed gmoccapy.toolchange-changed <= iocontrol.0.tool-changed
net tool-prep-number gmoccapy.toolchange-number <= iocontrol.0.tool-prep-numberIf there is a unlinkp in there, that is the reason, as you do connect that signals prior to WZW!
Norbert
Please Log in or Create an account to join the conversation.
- Weiler810T
-
 Topic Author
Topic Author
- Visitor
-

02 Nov 2017 10:53 #101186
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
The Werkzeugwechsler works with the old Version Axis 2.5.4
I am from Austria /Graz") and i can install Teamviewer.
and i can install Teamviewer.
I am from Austria /Graz
and i can install Teamviewer. Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
02 Nov 2017 10:58 #101187
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
OK, Graz is a little to far to get a personal coffee from you
We can go on with teamviewer, after you checked the items I mentioned in the previous posts.
And please also change in Werkzeugwechsler.hal
to be
Avoid in Hal German Umlaute and "ß"
Norbert
We can go on with teamviewer, after you checked the items I mentioned in the previous posts.
And please also change in Werkzeugwechsler.hal
net WZW-bereitmachen-kurzschließen iocontrol.0.tool-prepare => iocontrol.0.tool-preparedto be
net WZW-bereitmachen-kurzschliessen iocontrol.0.tool-prepare => iocontrol.0.tool-preparedAvoid in Hal German Umlaute and "ß"
Norbert
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
02 Nov 2017 11:29 - 02 Nov 2017 12:02 #101188
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
ok,make this and crashed.
Debug file information:
.
/usr/bin/gmoccapy:237: GtkWarning: Invalid icon size 48
self.widgets.window1.show()
(gmoccapy:4515): GtkSourceView-CRITICAL **: gtk_source_language_manager_set_search_path: assertion `lm->priv->ids == NULL' failed
gmoccapy_postgui.hal:19: Pin 'iocontrol.0.tool-prep-number' was already linked to signal 'Werkzeugnummer'
4425
PID TTY STAT TIME COMMAND
4512
PID TTY STAT TIME COMMAND
Stopping realtime threads
Unloading hal components
Bullshit, can not easy install teamviewer
root@chiron:/home/chiron/linuxcnc# sudo apt-get install teamviewer_12.0.85001_i386.deb
Paketlisten werden gelesen... Fertig
Abhängigkeitsbaum wird aufgebaut.
Statusinformationen werden eingelesen.... Fertig
E: Paket teamviewer_12.0.85001_i386.deb kann nicht gefunden werden.
E: Mittels regulärem Ausdruck »teamviewer_12.0.85001_i386.deb« konnte kein Paket gefunden werden.
any idea ?
@ Norbert, wen you comes to next Year CNCecke/Bayerntreffen,gives Schnitzel u. Bier + Nächtigung auf meine Rechnung ")
upd.: Teamviewer have install
Debug file information:
.
/usr/bin/gmoccapy:237: GtkWarning: Invalid icon size 48
self.widgets.window1.show()
(gmoccapy:4515): GtkSourceView-CRITICAL **: gtk_source_language_manager_set_search_path: assertion `lm->priv->ids == NULL' failed
gmoccapy_postgui.hal:19: Pin 'iocontrol.0.tool-prep-number' was already linked to signal 'Werkzeugnummer'
4425
PID TTY STAT TIME COMMAND
4512
PID TTY STAT TIME COMMAND
Stopping realtime threads
Unloading hal components
Bullshit, can not easy install teamviewer
root@chiron:/home/chiron/linuxcnc# sudo apt-get install teamviewer_12.0.85001_i386.deb
Paketlisten werden gelesen... Fertig
Abhängigkeitsbaum wird aufgebaut.
Statusinformationen werden eingelesen.... Fertig
E: Paket teamviewer_12.0.85001_i386.deb kann nicht gefunden werden.
E: Mittels regulärem Ausdruck »teamviewer_12.0.85001_i386.deb« konnte kein Paket gefunden werden.
any idea ?
@ Norbert, wen you comes to next Year CNCecke/Bayerntreffen,gives Schnitzel u. Bier + Nächtigung auf meine Rechnung
upd.: Teamviewer have install
Last edit: 02 Nov 2017 12:02 by Weiler810T.
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
02 Nov 2017 12:28 - 03 Nov 2017 09:05 #101189
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
OK, so I expressed myself not well.
You should not have any iocontrol.tool stuff in the postgui.
I edited the postgui.hal according to my knowledge.
Please replace yours with the attached one and report.
Norbert
You should not have any iocontrol.tool stuff in the postgui.
I edited the postgui.hal according to my knowledge.
Please replace yours with the attached one and report.
Norbert
Last edit: 03 Nov 2017 09:05 by newbynobi.
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
02 Nov 2017 13:57 #101191
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Ok, M6T21 Spindel endladen funzt u. Werkzeugladen M6T6 funktioniert,Spindel dreht sich und bläst Druckluft aus 
Mail sendet from steirerman
Mail sendet from steirerman
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
02 Nov 2017 14:14 - 02 Nov 2017 14:22 #101193
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Next Proplem, Spindel is on but not not enough speed , max 500 U/min
Last edit: 02 Nov 2017 14:22 by Weiler810T.
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
02 Nov 2017 14:45 - 02 Nov 2017 14:48 #101194
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Spindel.hal you added the commands, but commented out at the same time other important stuff
Please change the "Betriebsmodus" partto be like mentioned above!
Norbert
net
net IS-MDI halui.mode.is-mdi
net IS-AUTO halui.mode.is-auto
net IS-MAN => Spindel.IS-MAN
net IS-MDI => Spindel.IS-MDI
net IS-AUTO => Spindel.IS-AUTOPlease change the "Betriebsmodus" partto be like mentioned above!
Norbert
Last edit: 02 Nov 2017 14:48 by newbynobi.
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
02 Nov 2017 15:01 - 02 Nov 2017 15:02 #101195
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
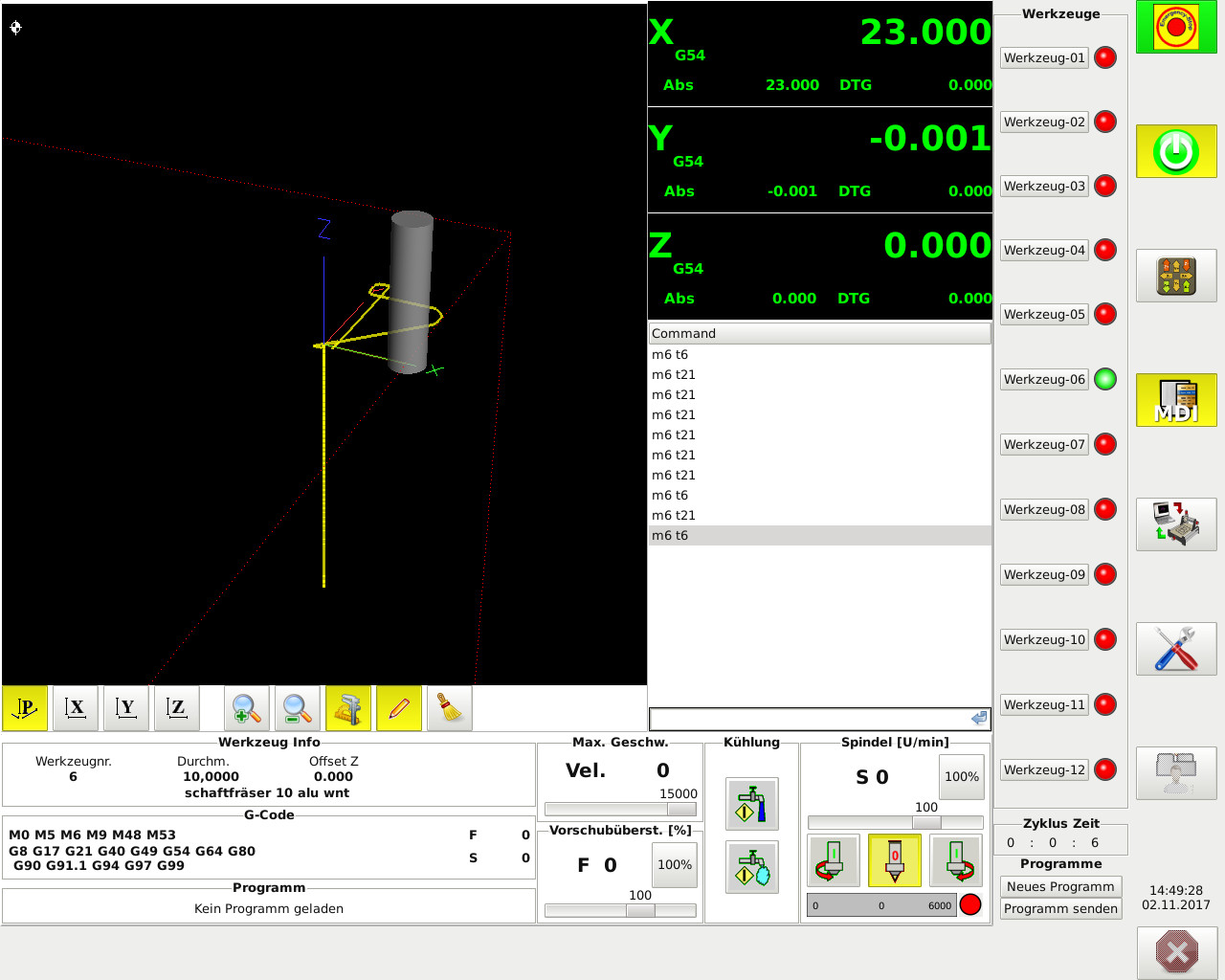
I just noticed, if you just push the button spindle on, without having given a S value, the spindle will start with the default speed, you set on the settings page from gmoccapy.
Check the value in the gcode information frame!
Please try S3000 M3 from MDI.
Does that give a more convenient speed?
You need to set on the settings page also your max and min spindle velocities, actual it is set to 6000 rpm max.
Norbert
Check the value in the gcode information frame!
Please try S3000 M3 from MDI.
Does that give a more convenient speed?
You need to set on the settings page also your max and min spindle velocities, actual it is set to 6000 rpm max.
Norbert
Last edit: 02 Nov 2017 15:02 by newbynobi.
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.185 seconds