Please help me for uptate axis 2.5.4 to Gmoccapy
- Weiler810T
-
 Topic Author
Topic Author
- Visitor
-

26 Dec 2017 11:02 - 26 Dec 2017 12:02 #103632
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Linuxcnc meckert :
**** GMOCCAPY INFO ****
**** Keine gültige Werkzeugvermessungs Konfiguration in der INI Datei ****
**** Werkzeugvermessung wurde außer Kraft gesetzt ****
gladevcp: importing: /usr/share/linuxcnc/aux_gladevcp/NativeCAM/ncam.py
/usr/share/linuxcnc/aux_gladevcp/NativeCAM/ncam.py:2644: GtkWarning: IA__gtk_accel_label_set_accel_closure: assertion `gtk_accel_group_from_accel_closure (accel_closure) != NULL' failed
mi = _action.create_menu_item()
gladevcp: importing: /usr/share/linuxcnc/aux_gladevcp/NativeCAM/ncam.py
**** GMOCCAPY INFO: Gcode.lang found ****
**** GMOCCAPY INFO ****
**** Keine gültige Werkzeugvermessungs Konfiguration in der INI Datei ****
**** Werkzeugvermessung wurde außer Kraft gesetzt ****
gladevcp: importing: /usr/share/linuxcnc/aux_gladevcp/NativeCAM/ncam.py
/usr/share/linuxcnc/aux_gladevcp/NativeCAM/ncam.py:2644: GtkWarning: IA__gtk_accel_label_set_accel_closure: assertion `gtk_accel_group_from_accel_closure (accel_closure) != NULL' failed
mi = _action.create_menu_item()
gladevcp: importing: /usr/share/linuxcnc/aux_gladevcp/NativeCAM/ncam.py
**** GMOCCAPY INFO: Gcode.lang found ****
Last edit: 26 Dec 2017 12:02 by Weiler810T.
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
26 Dec 2017 18:17 #103695
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
How to with a macro ?
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
27 Dec 2017 05:13 #103730
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
WZsenor Macro have konflikt with Ncam 
MANUAL Mode
Emit interp-run
1 2
MANUAL Mode
Emit interp-run
('MDI Mode', False)
emc/task/emctask.cc 397: interp_error: EOF in file:/home/chiron/linuxcnc/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
EOF in file:/home/chiron/linuxcnc/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
(<__main__.gmoccapy object at 0x9abbe2c>, None, 'error')
Any Idea ?
MANUAL Mode
Emit interp-run
1 2
MANUAL Mode
Emit interp-run
('MDI Mode', False)
emc/task/emctask.cc 397: interp_error: EOF in file:/home/chiron/linuxcnc/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
EOF in file:/home/chiron/linuxcnc/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
(<__main__.gmoccapy object at 0x9abbe2c>, None, 'error')
Any Idea ?
Please Log in or Create an account to join the conversation.
- newbynobi
-

- Offline
- Moderator
-

Less
More
- Posts: 1931
- Thank you received: 394
27 Dec 2017 07:39 #103734
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Hallo Siegfried,
you are mixing several parts of Gcode, macros and of measurement up.
First:
get rid of
Just erase them! As this lines will mix up the toolchanger comp!
Second:
Why TOOL_CHANGE_POSITION and [Change_POSITION] ?
If you use both, why they do not have the same values?
You have commented out the MAXPROBE line, that is why gmoccapy complains about not finding a valid toolmeasurement config!
Third:
Your macro do include a M2 within the sub part, that is not allowed!
Change to be like this one
If you want to maintain some settings, and you do run that as MDI command, it might be better to surround the macro with % insteadt of using M2. See M2 ; M30 and surrounding %
You may want to use auto tool measurement together with a remapped M6 and call the subroutine from that remap procedure, but IMHO using a macro to measure just the mounted tool is much better in your case, as you have an auto tool changer.
Norbert
you are mixing several parts of Gcode, macros and of measurement up.
First:
get rid of
# The next lines are only needed if the pins had been connected before
unlinkp iocontrol.0.tool-change
unlinkp iocontrol.0.tool-changed
unlinkp iocontrol.0.tool-prep-number
unlinkp iocontrol.0.tool-prepared
# link to gmoccapy toolchange, so you get the advantage of tool description on change dialog
net tool-change gmoccapy.toolchange-change <= iocontrol.0.tool-change
net tool-changed gmoccapy.toolchange-changed <= iocontrol.0.tool-changed
net tool-prep-number gmoccapy.toolchange-number <= iocontrol.0.tool-prep-number
# net tool-prep-loop iocontrol.0.tool-prepare <= iocontrol.0.tool-preparedJust erase them! As this lines will mix up the toolchanger comp!
Second:
TOOL_CHANGE_POSITION = 23 0 0
[TOOLSENSOR]
# Control probe rapid speed
RAPID_SPEED = 600
X = 10
Y = 10
Z = -20
#MAXPROBE = -20
[CHANGE_POSITION]
X = 0
Y = 0
Z = 0Why TOOL_CHANGE_POSITION and [Change_POSITION] ?
If you use both, why they do not have the same values?
You have commented out the MAXPROBE line, that is why gmoccapy complains about not finding a valid toolmeasurement config!
Third:
Your macro do include a M2 within the sub part, that is not allowed!
Change to be like this one
o<toolprobe> sub
g90 g40 g49 (abs comp off cancel comp)
g53 g1 f2000 z0 (move to top)
#<first> = [#5422] (save position)
g53 g1 f2000 x437.30 y297.45 (move to tool sensor)
G91 G38.2 F500 Z-140 (probe fast)
G91 G0 Z1 (go up)
G91 G38.3 F100 Z-3.1 (probe fast)
(G91 G38.3 F100 Z-2) (probe again)
#<second> = [#5422] (save second position)
#<len> = [#<second>-#<first>+190] (calculate length)
(DEBUG,len: #<len>)
G90 G0 Z[#5063+10] (go up)
G10 L1 P#5400 Z[#<len>] (save length to tool table)
o<toolprobe> endsub
m2 (end)If you want to maintain some settings, and you do run that as MDI command, it might be better to surround the macro with % insteadt of using M2. See M2 ; M30 and surrounding %
You may want to use auto tool measurement together with a remapped M6 and call the subroutine from that remap procedure, but IMHO using a macro to measure just the mounted tool is much better in your case, as you have an auto tool changer.
Norbert
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
27 Dec 2017 08:37 #103738
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Thanks Norbert, I'll try that ")
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
27 Dec 2017 10:38 #103741
by Weiler810T
Ok, that's my way, Norbert ")
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Hallo Siegfried,
You may want to use auto tool measurement together with a remapped M6 and call the subroutine from that remap procedure, but IMHO using a macro to measure just the mounted tool is much better in your case, as you have an auto tool changer.
Norbert
Ok, that's my way, Norbert
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
27 Dec 2017 12:10 #103746
by Weiler810T
Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
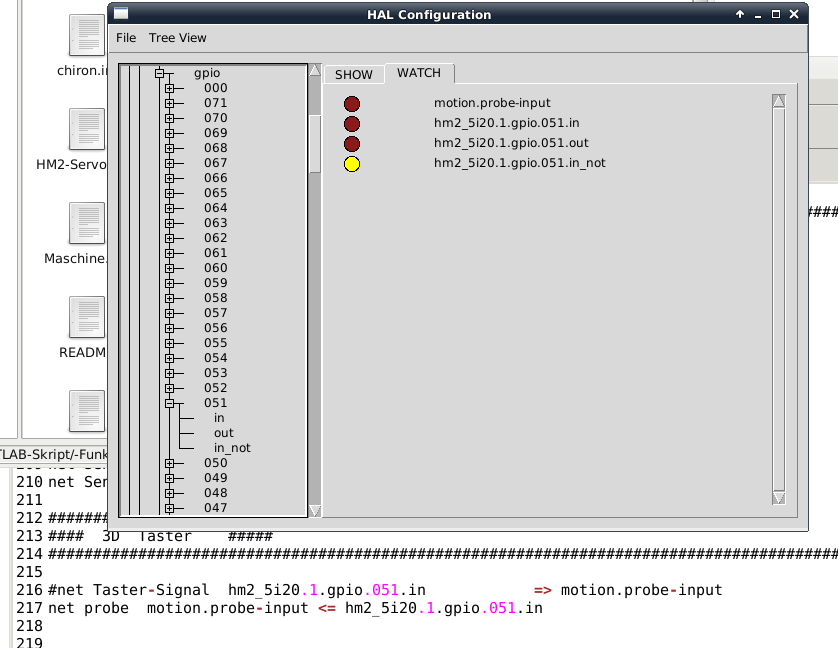
Macro have a bug
WZsensor
emc/task/emctask.cc 389: interp_error: EOF in file:/home/chiron/linuxcnc/configs/ChironFZ16/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
EOF in file:/home/chiron/linuxcnc/configs/ChironFZ16/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
any Idea ?
Kann man dieses Werzeugantasten Z mit einen Macro verbinden ?
best Regards Siggi
WZsensor
emc/task/emctask.cc 389: interp_error: EOF in file:/home/chiron/linuxcnc/configs/ChironFZ16/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
EOF in file:/home/chiron/linuxcnc/configs/ChironFZ16/nc_files/ncam.ngc seeking o-word: o<wzsensor> from line: 0
any Idea ?
Kann man dieses Werzeugantasten Z mit einen Macro verbinden ?
best Regards Siggi
Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
27 Dec 2017 14:45 #103749
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Hallo Siggi,
you are not allowed to use M30 and % at the same time!!!
change to be as follows and try!
Yes, you can use any subroutine as makro, see the manual for details.
Norbert
you are not allowed to use M30 and % at the same time!!!
change to be as follows and try!
o<toolprobe> sub
g90 g40 g49 (abs comp off cancel comp)
g53 g1 f2000 z0 (move to top)
#<first> = [#5422] (save position)
g53 g1 f2000 x437.30 y297.45 (move to tool sensor)
G91 G38.2 F500 Z-140 (probe fast)
G91 G0 Z1 (go up)
G91 G38.3 F100 Z-3.1 (probe fast)
(G91 G38.3 F100 Z-2) (probe again)
#<second> = [#5422] (save second position)
#<len> = [#<second>-#<first>+190] (calculate length)
(DEBUG,len: #<len>)
G90 G0 Z[#5063+10] (go up)
G10 L1 P#5400 Z[#<len>] (save length to tool table)
o<toolprobe> endsub
M30 (end)Yes, you can use any subroutine as makro, see the manual for details.
Norbert
Please Log in or Create an account to join the conversation.
- Weiler810T
-
Topic Author
- Visitor
-
27 Dec 2017 15:23 #103752
by Weiler810T
Hallo Norbert
My CAM Program make this")

Replied by Weiler810T on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Hallo Siggi,
you are not allowed to use M30 and % at the same time!!!
Norbert
Hallo Norbert
My CAM Program make this
%
(1001)
(FESTO_PLATTE2)
(T10 D=10. CR=0. KONIK=90GRAD - ZMIN=-2. - ZENTRIERBOHRER)
N10 G90 G94 G17 G91.1
N15 G21
N20 G53 G0 Z0.
(BOHREN3)
N25 M9
N30 T10 M6
N35 S1200 M3
N40 G54
N45 M7
N55 G0 X140. Y10.
N60 G43 Z15. H10
N70 G0 Z5.
N75 G98 G81 X140. Y10. Z-2. R5. F333.33
N80 X10.
N85 X8. Y85.
N90 X52. Y98.
N95 Y120.
N100 X8. Y133.
N105 G80
N110 G0 Z15.
N120 M9
N125 G53 Z0.
N130 M30
%Please Log in or Create an account to join the conversation.
- newbynobi
-
- Offline
- Moderator
-
Less
More
- Posts: 1931
- Thank you received: 394
27 Dec 2017 16:01 #103754
by newbynobi
Replied by newbynobi on topic Please help me for uptate axis 2.5.4 to Gmoccapy
Hallo Siggi,
have you tried with my macro?
You should edit the post-processor of you cam!
Norbert
have you tried with my macro?
You should edit the post-processor of you cam!
Norbert
Please Log in or Create an account to join the conversation.
Moderators: newbynobi, HansU
Time to create page: 0.168 seconds