NativeCAM is Features renamed
- grijalvap
-

- Offline
- Elite Member
-

Less
More
- Posts: 200
- Thank you received: 63
18 Apr 2017 14:59 #91583
by grijalvap
Replied by grijalvap on topic NativeCAM is Features renamed
Ok.
So, basically the way to go is to migrate to Gmoccapy or other GUI?
So, basically the way to go is to migrate to Gmoccapy or other GUI?
Please Log in or Create an account to join the conversation.
- FernV
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 457
- Thank you received: 124
24 Apr 2017 12:21 #91956
by FernV
Hi George,
If you mill setup has A axis configured would you try this demo and tell me if it looks right ? The tool rotates but the path looks strange. Is it normal ?
You could also try with axis_9axis.ini
Fern
Replied by FernV on topic NativeCAM is Features renamed
I am loving NativeCam. I know it was mentioned that new additions are in the works. I have a request, could 4th rotary axis indexing be added? I am speaking of indexing only, not live 4th axis 3d cutting. I suppose it would need a preference to define if the rotary axis was A, C etc.
Hi George,
If you mill setup has A axis configured would you try this demo and tell me if it looks right ? The tool rotates but the path looks strange. Is it normal ?
You could also try with axis_9axis.ini
Fern
Please Log in or Create an account to join the conversation.
- gmouer
- Offline
- Elite Member
-
Less
More
- Posts: 212
- Thank you received: 9
24 Apr 2017 19:11 - 24 Apr 2017 19:13 #92000
by gmouer
Replied by gmouer on topic NativeCAM is Features renamed
Hi Fern,
I have a project underway on the mill right now so won't be able to try it for a few days. (4th axis not installed right now)
Where do I install the file? Will it give me a icon to pick it as other features do? I am using NativeCam quite a lot now but am pretty unfamiliar with the underlying structure and code.
Your work is extremely appreciated!
George
I have a project underway on the mill right now so won't be able to try it for a few days. (4th axis not installed right now)
Where do I install the file? Will it give me a icon to pick it as other features do? I am using NativeCam quite a lot now but am pretty unfamiliar with the underlying structure and code.
Your work is extremely appreciated!
George
Last edit: 24 Apr 2017 19:13 by gmouer.
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 457
- Thank you received: 124
24 Apr 2017 20:24 #92008
by FernV
Next release will be a MAJOR update
Fern
Replied by FernV on topic NativeCAM is Features renamed
Then you should try it with axis_9axis.ini4th axis not installed right now
This is basically a demo. Simply open it as a project. A few things will not look right because your lib is not updated.Where do I install the file? Will it give me a icon to pick it as other features do?
Next release will be a MAJOR update
Fern
Please Log in or Create an account to join the conversation.
- cncnoob1979
-

- Offline
- Platinum Member
-
Less
More
- Posts: 403
- Thank you received: 75
28 Apr 2017 03:54 #92244
by cncnoob1979
Replied by cncnoob1979 on topic NativeCAM is Features renamed
I have been trying to solve this on my own all night.. no avail ") I just installed NCam latest and configured it embedded.
I just installed NCam latest and configured it embedded.
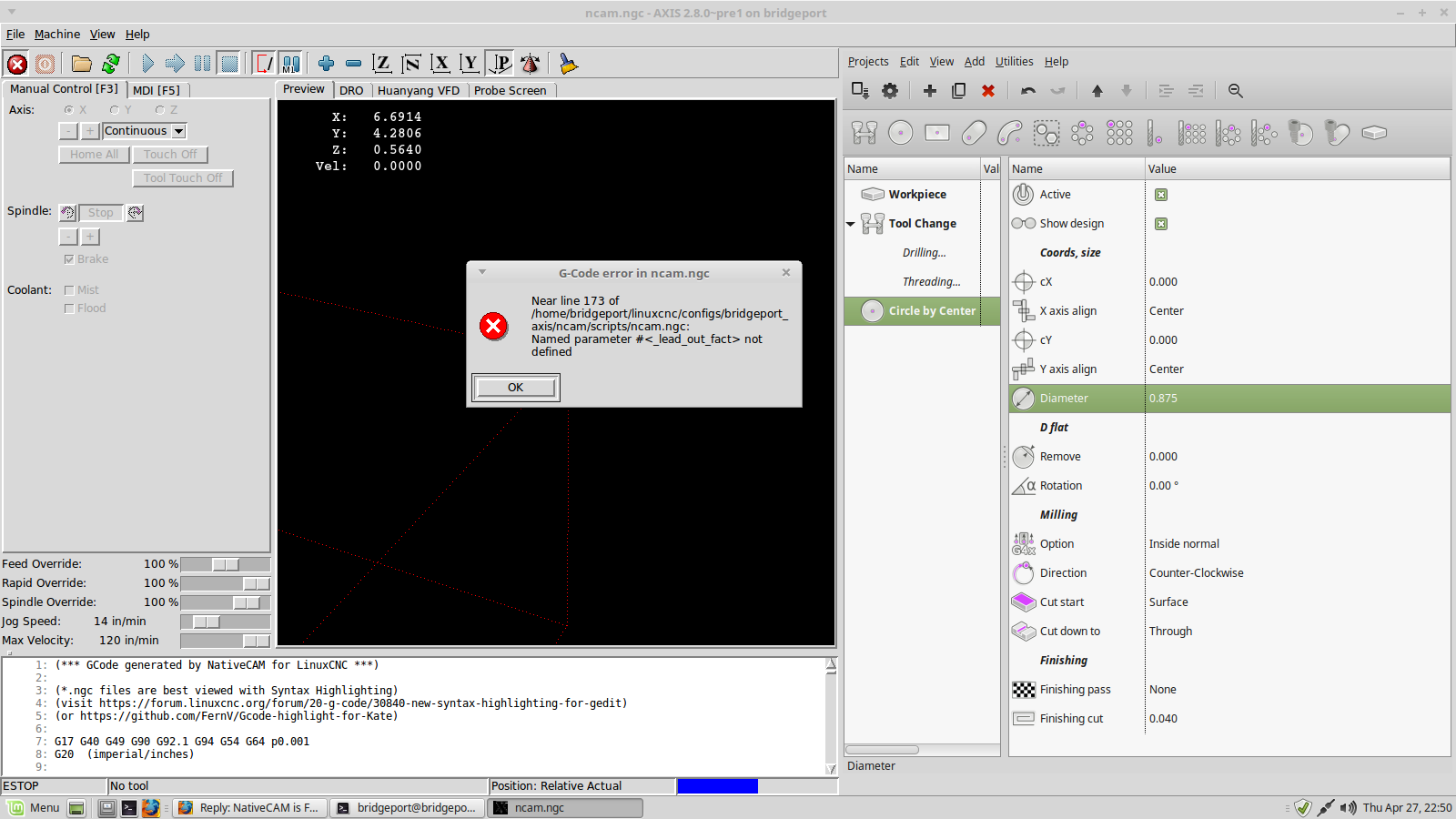
I am getting this error no matter what I do.. I'm sure its something that I am doing or not setting correctly. I'm using the latest git pull from FernV github with linuxcnc 2.8~.
The error Im getting is "Named parameter #<_lead_out_fact> not defined"
I have:
a workpiece
a change tool
and a circle of .875
The tool Im using is .5 endmill.
Nothing odd about what I'm doing. I have tried a clean install of linuxcnc and NCam. This fails on either axis or gmoccapy.
I have checked and rechecked my setup. Can anyone point me in the right direction?
INI attached below;
I just installed NCam latest and configured it embedded.I am getting this error no matter what I do.. I'm sure its something that I am doing or not setting correctly. I'm using the latest git pull from FernV github with linuxcnc 2.8~.
The error Im getting is "Named parameter #<_lead_out_fact> not defined"
I have:
a workpiece
a change tool
and a circle of .875
The tool Im using is .5 endmill.
Nothing odd about what I'm doing. I have tried a clean install of linuxcnc and NCam. This fails on either axis or gmoccapy.
I have checked and rechecked my setup. Can anyone point me in the right direction?
INI attached below;
Warning: Spoiler!
#INCLUDE /home/bridgeport/linuxcnc/configs/bridgeport_axis/xhc-hb04/layout2.inc
[EMC]
# The version string for this INI file.
VERSION = 1.0
MACHINE = bridgeport
DEBUG = 0
[DISPLAY]
# required NativeCAM item :
NCAM_DIR = ncam
# required NativeCAM item :
PROGRAM_PREFIX = ncam/scripts/
# required NativeCAM item :
GLADEVCP = -U --catalog=mill /home/bridgeport/nativecam/ncam.ui
DISPLAY = axis
EMBED_TAB_NAME=Huanyang VFD
EMBED_TAB_COMMAND=halcmd loadusr -Wn vfd gladevcp -c vfd -x {XID} -u handler.py huanyang.glade
EMBED_TAB_NAME=Probe Screen
EMBED_TAB_COMMAND=halcmd loadusr -Wn probe_screen gladevcp -c probe_screen -u python/probe_screen.py -x {XID} probe_icons/probe_screen.glade
EDITOR = kate
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.20000
MIN_SPINDLE_OVERRIDE = 0.050000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 3
INCREMENTS = .1in .05in .01in .005in .001in .0005in .0001in
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 0.250000
MAX_LINEAR_VELOCITY = 2.0
MIN_LINEAR_VELOCITY = 0.010000
DEFAULT_ANGULAR_VELOCITY = 0.250000
MAX_ANGULAR_VELOCITY = 1.000000
MIN_ANGULAR_VELOCITY = 0.010000
GEOMETRY = xyz
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[RS274NGC]
# required NativeCAM item :
SUBROUTINE_PATH = ncam/lib/mill:ncam/lib/utilities
FEATURES=30
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
SERVO_PERIOD = 1000000
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[HAL]
HALUI = halui
HALFILE = bridgeport.hal
HALFILE = custom.hal
#***************HB04*****************
HALFILE = LIB:xhc-hb04.tcl
#************************************
POSTGUI_HALFILE = custom_postgui.hal
SHUTDOWN = shutdown.hal
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = inch
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_LINEAR_VELOCITY = 6.0
MAX_LINEAR_VELOCITY = 6.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
#********************
# Axis X
#********************
[KINS]
KINEMATICS = trivkins
JOINTS = 3
[AXIS_X]
MIN_LIMIT = -17.755
MAX_LIMIT = 0.04
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 1.003
MIN_FERROR = 1.003
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
P = 150
I = 0
D = 0
FF0 = 0
FF1 = 2.74
FF2 = 0.003
BIAS = 0
DEADBAND = 0.00009
MAX_OUTPUT = 10
ENCODER_SCALE = -50800
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -17.755
MAX_LIMIT = 0.04
HOME_OFFSET = 0.0
HOME_SEARCH_VEL = 0.5
HOME_LATCH_VEL = 0.017
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 1
#********************
# Axis Y
#********************
[AXIS_Y]
MIN_LIMIT = -11.373
MAX_LIMIT = 0.303
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.003
MIN_FERROR = 0.003
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
P = 150
I = 0
D = 0
FF0 = 0
FF1 = 2.74
FF2 = 0.003
BIAS = 0
DEADBAND = 0.000059
MAX_OUTPUT = 10
ENCODER_SCALE = -50800
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -11.373
MAX_LIMIT = 0.303
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 0.500000
HOME_LATCH_VEL = 0.016667
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 2
#********************
# Axis Z
#********************
[AXIS_Z]
MIN_LIMIT = -4.465
MAX_LIMIT = 0.069
MAX_VELOCITY = 2.5
MAX_ACCELERATION = 5.0
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.003
MIN_FERROR = 0.003
MAX_VELOCITY = 2.5
MAX_ACCELERATION = 5.0
P = 150
I = 0
D = 0
FF0 = 0
FF1 = 2.74
FF2 = 0.003
BIAS = 0
DEADBAND = 0.000059
MAX_OUTPUT = 10
ENCODER_SCALE = -50800
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -4.465
MAX_LIMIT = 0.069
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 0.50000
HOME_LATCH_VEL = 0.016667
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 0
#********************
# Spindle
#********************
[TOOLSENSOR]
# Control probe rapid feed (in machine units per minute)
RAPID_SPEED = 100
[HOSTMOT2]
# **** This is for info only ****
# DRIVER0=hm2_pci
# BOARD0=5i25
[SPINDLE_9]
P = 0
I = 0
D = 0
FF0 = 1
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 10
#********************
# Handwheel
#********************
[MPG]
HAND_WHEEL_SCALE = 0.00000016
Z_MINUS_LIMIT = 0.000008
[XHC_HB04_CONFIG]
# specify layout = n for LIB:xhc-hb04-layout{n}.cfg files
layout = 2
# coords: specify upto 4 letters from set {x y z a b c u v w}
# coords: switch labels are xyza but any unique 4 letters
# from the set {xyxabcuvw) can be used (if the coord exists)
coords = x y z
# lowpass settings:
# coef: slows rate of change of output, range: 0 < coef < 1
coefs = 1 1 1 1
# scale plus or minus, rotaries may require larger scale factor:
scales = 1 -1 1 1
# jogmode normal(default) or vnormal
jogmode = normal
# sequence 1: 0.001,0.010,0.100,1.000 (mm-based machine)
# sequence 2: 0.001,0.005,0.010,0.020 (inch-based machine)
# sequence 3: 0.001,0.010,0.100
# sequence 4: 0.001,0.005,0.010,0.020,0.050,0.100
# sequence 5: 0.001,0.010,0.050,0.100,1.000
sequence = 2
# require_pendant = yes|no: create xhc-hb04 hal pins when pendant not
# connected at startup
require_pendant = no
# inch_or_mm = in | mm
inch_or_mm = in
# mpg_accels: provision for reduced acceleration for manual mode jogging
mpg_accels = 2 2 1 600
[APPLICATIONS]
APP = xhc-hb04-accels
APP = monitor-xhc-hb04
[XHC_HB04_BUTTONS]
# use button names according to layout file LIB:xhc-hb04-layout{n}.cfg
# note: "start-pause" is connected for standard behavior
# controlling halui.pause/halui.resume/halui.run
# these are examples, edit as required:
goto-zero = halui.mdi-command-00
# synthesized per-axis buttons for goto-zero button:
goto-zero-x = ""
goto-zero-y = ""
goto-zero-z = ""
goto-zero-a = ""
start-pause = std_start_pause
#rewind = halui.program.step
# probe-input for simulating a probe:
#probe-z = motion.probe-input
macro-3 = halui.mdi-command-03
#half = halui.spindle.stop
# synthesized per-axis buttons for half button:
half-x = ""
half-y = ""
half-z = ""
half-a = ""
zero = ""
# synthesized per-axis buttons for zero button:
zero-x = halui.mdi-command-12
zero-y = halui.mdi-command-13
zero-z = halui.mdi-command-14
zero-a = halui.mdi-command-15
safe-z = halui.mdi-command-10
# in this sim, home-all only works first time, hold down till finished:
home = halui.home-all
macro-1 = halui.mdi-command-01
macro-2 = halui.mdi-command-02
spindle = halui.spindle.start
step = xhc-hb04.stepsize-up
mode = ""
macro-6 = halui.mdi-command-06
macro-7 = halui.mdi-command-07
stop = halui.program.stop
reset = halui.estop.activate
[HALUI]
# these are examples, edit as required:
# a halui hal pin is created for each MDI_COMMAND below
# halui.mdi-command-00, halui.mdi-command-01,... etc
MDI_COMMAND=G0 X0 Y0 Z0
MDI_COMMAND=(debug, example: mdi-01)
MDI_COMMAND=(debug, example: mdi-02)
#03 M110: clears notifications
MDI_COMMAND=M110
MDI_COMMAND=(debug, example: mdi-04)
MDI_COMMAND=(debug, example: mdi-05)
MDI_COMMAND=(debug, example: mdi-06)
#07 M101: example print to stdout
MDI_COMMAND=M101
MDI_COMMAND=(debug, example: mdi-08)
MDI_COMMAND=(debug, example: mdi-09)
MDI_COMMAND=(debug, example: mdi-10)
MDI_COMMAND=(debug, example: mdi-11)
#12
MDI_COMMAND= G10 L20 P0 X0
#13
MDI_COMMAND= G10 L20 P0 Y0
#14
MDI_COMMAND= G10 L20 P0 Z0
#15
MDI_COMMAND= G10 L20 P0 C0
[EMC]
# The version string for this INI file.
VERSION = 1.0
MACHINE = bridgeport
DEBUG = 0
[DISPLAY]
# required NativeCAM item :
NCAM_DIR = ncam
# required NativeCAM item :
PROGRAM_PREFIX = ncam/scripts/
# required NativeCAM item :
GLADEVCP = -U --catalog=mill /home/bridgeport/nativecam/ncam.ui
DISPLAY = axis
EMBED_TAB_NAME=Huanyang VFD
EMBED_TAB_COMMAND=halcmd loadusr -Wn vfd gladevcp -c vfd -x {XID} -u handler.py huanyang.glade
EMBED_TAB_NAME=Probe Screen
EMBED_TAB_COMMAND=halcmd loadusr -Wn probe_screen gladevcp -c probe_screen -u python/probe_screen.py -x {XID} probe_icons/probe_screen.glade
EDITOR = kate
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 2.000000
MAX_SPINDLE_OVERRIDE = 1.20000
MIN_SPINDLE_OVERRIDE = 0.050000
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 3
INCREMENTS = .1in .05in .01in .005in .001in .0005in .0001in
POSITION_FEEDBACK = ACTUAL
DEFAULT_LINEAR_VELOCITY = 0.250000
MAX_LINEAR_VELOCITY = 2.0
MIN_LINEAR_VELOCITY = 0.010000
DEFAULT_ANGULAR_VELOCITY = 0.250000
MAX_ANGULAR_VELOCITY = 1.000000
MIN_ANGULAR_VELOCITY = 0.010000
GEOMETRY = xyz
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[RS274NGC]
# required NativeCAM item :
SUBROUTINE_PATH = ncam/lib/mill:ncam/lib/utilities
FEATURES=30
PARAMETER_FILE = linuxcnc.var
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
SERVO_PERIOD = 1000000
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[HAL]
HALUI = halui
HALFILE = bridgeport.hal
HALFILE = custom.hal
#***************HB04*****************
HALFILE = LIB:xhc-hb04.tcl
#************************************
POSTGUI_HALFILE = custom_postgui.hal
SHUTDOWN = shutdown.hal
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = inch
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_LINEAR_VELOCITY = 6.0
MAX_LINEAR_VELOCITY = 6.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
#********************
# Axis X
#********************
[KINS]
KINEMATICS = trivkins
JOINTS = 3
[AXIS_X]
MIN_LIMIT = -17.755
MAX_LIMIT = 0.04
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
[JOINT_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 1.003
MIN_FERROR = 1.003
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
P = 150
I = 0
D = 0
FF0 = 0
FF1 = 2.74
FF2 = 0.003
BIAS = 0
DEADBAND = 0.00009
MAX_OUTPUT = 10
ENCODER_SCALE = -50800
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -17.755
MAX_LIMIT = 0.04
HOME_OFFSET = 0.0
HOME_SEARCH_VEL = 0.5
HOME_LATCH_VEL = 0.017
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 1
#********************
# Axis Y
#********************
[AXIS_Y]
MIN_LIMIT = -11.373
MAX_LIMIT = 0.303
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
[JOINT_1]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.003
MIN_FERROR = 0.003
MAX_VELOCITY = 3.10
MAX_ACCELERATION = 5.0
P = 150
I = 0
D = 0
FF0 = 0
FF1 = 2.74
FF2 = 0.003
BIAS = 0
DEADBAND = 0.000059
MAX_OUTPUT = 10
ENCODER_SCALE = -50800
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -11.373
MAX_LIMIT = 0.303
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 0.500000
HOME_LATCH_VEL = 0.016667
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 2
#********************
# Axis Z
#********************
[AXIS_Z]
MIN_LIMIT = -4.465
MAX_LIMIT = 0.069
MAX_VELOCITY = 2.5
MAX_ACCELERATION = 5.0
[JOINT_2]
TYPE = LINEAR
HOME = 0.0
FERROR = 0.003
MIN_FERROR = 0.003
MAX_VELOCITY = 2.5
MAX_ACCELERATION = 5.0
P = 150
I = 0
D = 0
FF0 = 0
FF1 = 2.74
FF2 = 0.003
BIAS = 0
DEADBAND = 0.000059
MAX_OUTPUT = 10
ENCODER_SCALE = -50800
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -4.465
MAX_LIMIT = 0.069
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = 0.50000
HOME_LATCH_VEL = 0.016667
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = NO
HOME_SEQUENCE = 0
#********************
# Spindle
#********************
[TOOLSENSOR]
# Control probe rapid feed (in machine units per minute)
RAPID_SPEED = 100
[HOSTMOT2]
# **** This is for info only ****
# DRIVER0=hm2_pci
# BOARD0=5i25
[SPINDLE_9]
P = 0
I = 0
D = 0
FF0 = 1
FF1 = 0
FF2 = 0
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 10
#********************
# Handwheel
#********************
[MPG]
HAND_WHEEL_SCALE = 0.00000016
Z_MINUS_LIMIT = 0.000008
[XHC_HB04_CONFIG]
# specify layout = n for LIB:xhc-hb04-layout{n}.cfg files
layout = 2
# coords: specify upto 4 letters from set {x y z a b c u v w}
# coords: switch labels are xyza but any unique 4 letters
# from the set {xyxabcuvw) can be used (if the coord exists)
coords = x y z
# lowpass settings:
# coef: slows rate of change of output, range: 0 < coef < 1
coefs = 1 1 1 1
# scale plus or minus, rotaries may require larger scale factor:
scales = 1 -1 1 1
# jogmode normal(default) or vnormal
jogmode = normal
# sequence 1: 0.001,0.010,0.100,1.000 (mm-based machine)
# sequence 2: 0.001,0.005,0.010,0.020 (inch-based machine)
# sequence 3: 0.001,0.010,0.100
# sequence 4: 0.001,0.005,0.010,0.020,0.050,0.100
# sequence 5: 0.001,0.010,0.050,0.100,1.000
sequence = 2
# require_pendant = yes|no: create xhc-hb04 hal pins when pendant not
# connected at startup
require_pendant = no
# inch_or_mm = in | mm
inch_or_mm = in
# mpg_accels: provision for reduced acceleration for manual mode jogging
mpg_accels = 2 2 1 600
[APPLICATIONS]
APP = xhc-hb04-accels
APP = monitor-xhc-hb04
[XHC_HB04_BUTTONS]
# use button names according to layout file LIB:xhc-hb04-layout{n}.cfg
# note: "start-pause" is connected for standard behavior
# controlling halui.pause/halui.resume/halui.run
# these are examples, edit as required:
goto-zero = halui.mdi-command-00
# synthesized per-axis buttons for goto-zero button:
goto-zero-x = ""
goto-zero-y = ""
goto-zero-z = ""
goto-zero-a = ""
start-pause = std_start_pause
#rewind = halui.program.step
# probe-input for simulating a probe:
#probe-z = motion.probe-input
macro-3 = halui.mdi-command-03
#half = halui.spindle.stop
# synthesized per-axis buttons for half button:
half-x = ""
half-y = ""
half-z = ""
half-a = ""
zero = ""
# synthesized per-axis buttons for zero button:
zero-x = halui.mdi-command-12
zero-y = halui.mdi-command-13
zero-z = halui.mdi-command-14
zero-a = halui.mdi-command-15
safe-z = halui.mdi-command-10
# in this sim, home-all only works first time, hold down till finished:
home = halui.home-all
macro-1 = halui.mdi-command-01
macro-2 = halui.mdi-command-02
spindle = halui.spindle.start
step = xhc-hb04.stepsize-up
mode = ""
macro-6 = halui.mdi-command-06
macro-7 = halui.mdi-command-07
stop = halui.program.stop
reset = halui.estop.activate
[HALUI]
# these are examples, edit as required:
# a halui hal pin is created for each MDI_COMMAND below
# halui.mdi-command-00, halui.mdi-command-01,... etc
MDI_COMMAND=G0 X0 Y0 Z0
MDI_COMMAND=(debug, example: mdi-01)
MDI_COMMAND=(debug, example: mdi-02)
#03 M110: clears notifications
MDI_COMMAND=M110
MDI_COMMAND=(debug, example: mdi-04)
MDI_COMMAND=(debug, example: mdi-05)
MDI_COMMAND=(debug, example: mdi-06)
#07 M101: example print to stdout
MDI_COMMAND=M101
MDI_COMMAND=(debug, example: mdi-08)
MDI_COMMAND=(debug, example: mdi-09)
MDI_COMMAND=(debug, example: mdi-10)
MDI_COMMAND=(debug, example: mdi-11)
#12
MDI_COMMAND= G10 L20 P0 X0
#13
MDI_COMMAND= G10 L20 P0 Y0
#14
MDI_COMMAND= G10 L20 P0 Z0
#15
MDI_COMMAND= G10 L20 P0 C0
Please Log in or Create an account to join the conversation.
- absolut15
- Offline
- Junior Member
-

Less
More
- Posts: 28
- Thank you received: 2
28 Apr 2017 04:15 #92246
by absolut15
Replied by absolut15 on topic NativeCAM is Features renamed
hi cncnoob
i have the same error with my machine.
i fixed it with "adding a g-code "
line 1 = #<_lead_out_fact> = 0 (you must try what is the best lead out mode for the thing you milling at the moment)
you can see the different modes in the dro.
hope i can help a bit
i have the same error with my machine.
i fixed it with "adding a g-code "
line 1 = #<_lead_out_fact> = 0 (you must try what is the best lead out mode for the thing you milling at the moment)
you can see the different modes in the dro.
hope i can help a bit
The following user(s) said Thank You: cncnoob1979
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

Less
More
- Posts: 21635
- Thank you received: 7391
28 Apr 2017 09:55 #92251
by tommylight
Replied by tommylight on topic NativeCAM is Features renamed
I have the similar problem on the LATHE part, it does not have an xml template so i just copied one that was close enough.
Basicaly that means that the named parameter is missing on the template.
Anyone got a working lathe template?
Mill and plasma work perfectly for me.
Basicaly that means that the named parameter is missing on the template.
Anyone got a working lathe template?
Mill and plasma work perfectly for me.
Please Log in or Create an account to join the conversation.
- FernV
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 457
- Thank you received: 124
28 Apr 2017 13:41 #92271
by FernV
Sorry about this, I removed this parameter because it did not show very usefull but it seems the clean-up was not complete.
Use what was proposed by absolut15 for a quick fix :
Add gcode, line 1 = #<_lead_out_fact> = 0.5 (change the value at will)
GCode must be before your Circle
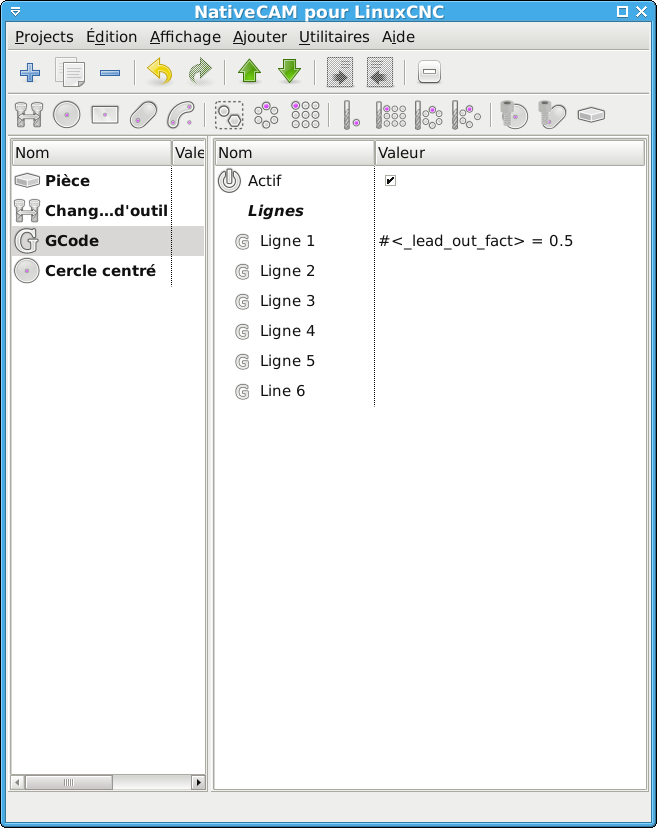
It is just a matter of a few days for a new major update, maybe this week-end
Fern
Replied by FernV on topic NativeCAM is Features renamed
The error Im getting is "Named parameter #<_lead_out_fact> not defined"
Sorry about this, I removed this parameter because it did not show very usefull but it seems the clean-up was not complete.
Use what was proposed by absolut15 for a quick fix :
Add gcode, line 1 = #<_lead_out_fact> = 0.5 (change the value at will)
GCode must be before your Circle
It is just a matter of a few days for a new major update, maybe this week-end
Fern
The following user(s) said Thank You: tommylight, cncnoob1979
Please Log in or Create an account to join the conversation.
- cncnoob1979
-
- Offline
- Platinum Member
-
Less
More
- Posts: 403
- Thank you received: 75
28 Apr 2017 13:53 - 28 Apr 2017 14:04 #92273
by cncnoob1979
Replied by cncnoob1979 on topic NativeCAM is Features renamed
Great! Thanks FernV,
I love using this software. Thank you for creating it and the time it takes to develop and support us!
I love using this software. Thank you for creating it and the time it takes to develop and support us!
Last edit: 28 Apr 2017 14:04 by cncnoob1979.
Please Log in or Create an account to join the conversation.
- gmouer
- Offline
- Elite Member
-
Less
More
- Posts: 212
- Thank you received: 9
28 Apr 2017 14:08 #92274
by gmouer
Hi Fern,
I did not have much luck getting the demo to run. Truth is that I have no experience yet with actually using a 4th axis with linuxcnc. The toolpath displays for 4th axis work are not something I have gotten a grasp of yet. I wish I could be of more help.
Andy Pugh has a 4th axis he has shown and also is far more experienced, maybe he could proof the NativeCam 4th axis operation.
Replied by gmouer on topic NativeCAM is Features renamed
I am loving NativeCam. I know it was mentioned that new additions are in the works. I have a request, could 4th rotary axis indexing be added? I am speaking of indexing only, not live 4th axis 3d cutting. I suppose it would need a preference to define if the rotary axis was A, C etc.
Hi George,
If you mill setup has A axis configured would you try this demo and tell me if it looks right ? The tool rotates but the path looks strange. Is it normal ?
You could also try with axis_9axis.ini
Fern
Hi Fern,
I did not have much luck getting the demo to run. Truth is that I have no experience yet with actually using a 4th axis with linuxcnc. The toolpath displays for 4th axis work are not something I have gotten a grasp of yet. I wish I could be of more help.
Andy Pugh has a 4th axis he has shown and also is far more experienced, maybe he could proof the NativeCam 4th axis operation.
Please Log in or Create an account to join the conversation.
Time to create page: 0.207 seconds