Useful Plasma Thread
- scubawarm
-

- Offline
- Premium Member
-

- Posts: 96
- Thank you received: 2
Not sure if you want these types of things here or private messages.
OK first off I am trying to setup a gantry with 2 drives on the X.
When I started with the way I have things wired... XYZX
Had all sorts of issues.
When I changed it to XXYZ
Using Hal show
joint.0.homed, joint.2.homed and joint3.homed went live
but the screen never showed Y as homed.
and I couldn't get X2 to home even though I have the HOME_SEQUENCE -2 on both joints.
You have to hit the software stop button before doing anything. Which seems odd to me.
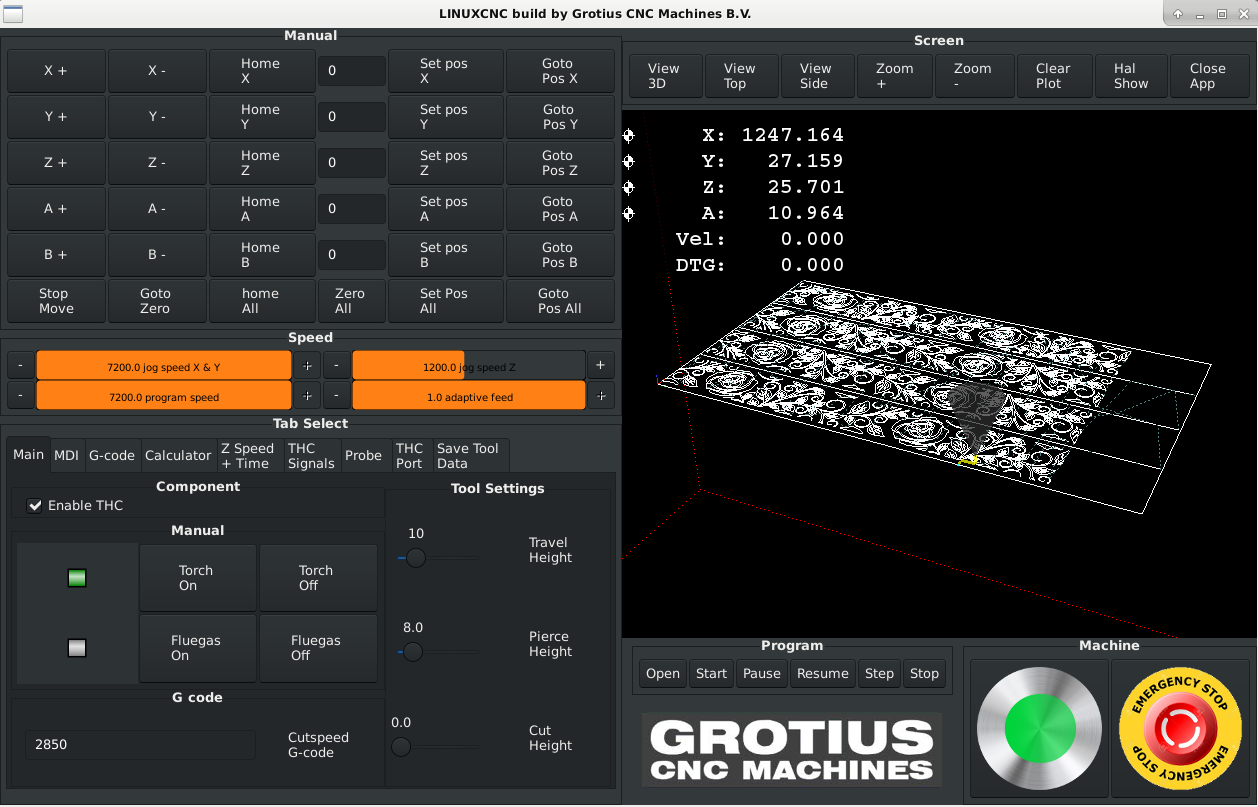
Everything is hardcoded metric units. I will setup the machine in metric given LinuxCNC uses that anyways. But does the display change by chance if g20 is used in the gcode?
Anyway to see the errors if using a shortcut?
Am liking it so far!
Please Log in or Create an account to join the conversation.
- tommylight
-

- Away
- Moderator
-

- Posts: 21635
- Thank you received: 7391
Please Log in or Create an account to join the conversation.
- scubawarm
-
- Offline
- Premium Member
-
- Posts: 96
- Thank you received: 2
What if I don't want it in that order?
Please Log in or Create an account to join the conversation.
- Todd Zuercher
-

- Offline
- Platinum Member
-

- Posts: 4745
- Thank you received: 1454
Please Log in or Create an account to join the conversation.
- rodw
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-
- Posts: 11953
- Thank you received: 4070
linuxcnc.org/docs/devel/html/config/ini-homing.html
Just to be clear the homing order is determined by the HOME_SEQUENCE ini file setting for each joint.
Whilst you may have other geometry, normally Y is the gantry joint axis and X & Z are single axes.
If you follow this config, you would normally set it up
where Y axis joints have
HOME_SEQUENCE = -1
Z axis has
HOME_SEQUENCE = 0
X axis has
HOME_SEQUENCE = 1
With this configuration the Z axis will lift up to clear anything on the table, then X will home and then finally the 2 Y axis motors will home and align the gantry. I learnt it was wise to home the Z first

Please Log in or Create an account to join the conversation.
- Grotius
-

- Offline
- Platinum Member
-
- Posts: 2419
- Thank you received: 2348
The standard parport configuration when loading the Grotius gui is standard for double motor's on x axis. Homing procedure is commented (home) and outcommented (no_home needed) in the ini file. So it's easy to switch. You can look
at the file's how the homing is done. The homing procedure took me i think 1 or 2 day's at that time to make.
Maybe start your test config without homing procedure. And enable this later on.
-
Here please.Not sure if you want these types of things here or private messages.
When your Mesa config is working save your ini and hal files.
Provide them here please with your type of Mesa Card's. I can upload then the config to the git channel, so next time you can compile the linuxcnc version and select your own Mesa configuration directly from startup panel.
I will call this config the mesa card + your scuba reference name.
")
I have modified the glade screen to fit for : 1280*1024 / 1680*1050 / 1600*1200 / 1920*1200 resolution's
Yesterday i made some update's to the git channel.
I have made own widget's and keybinding's files, simplyfied the widget file a little bit.
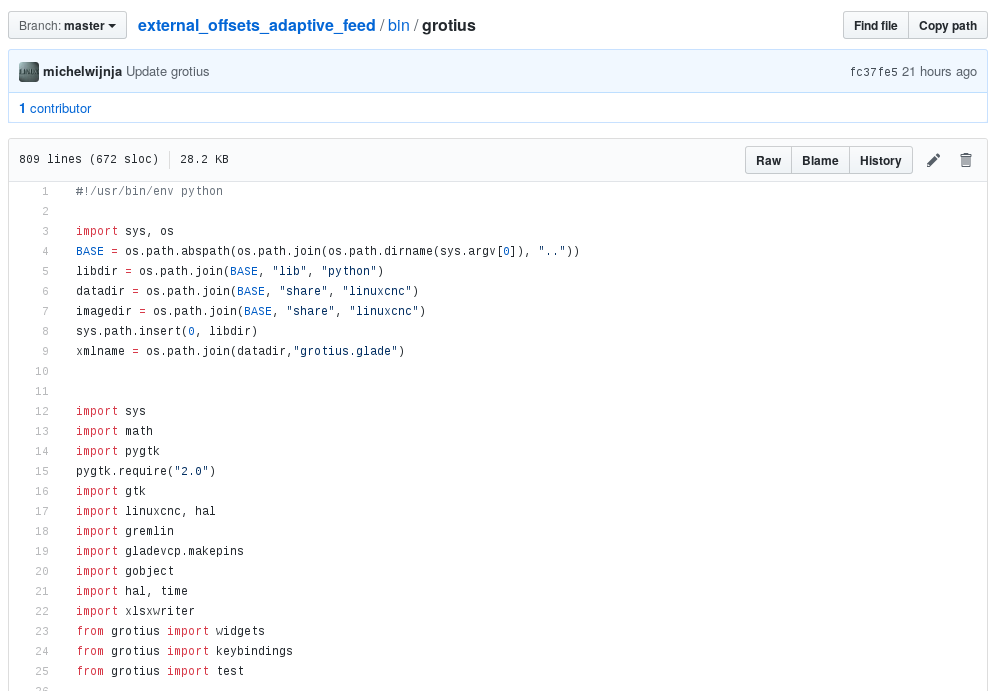
github.com/michelwijnja/external_offsets...r/lib/python/grotius
Now we are separeted from gscreen and gmocappy update's.
I have seen some coding in Gmocappy who is strange :
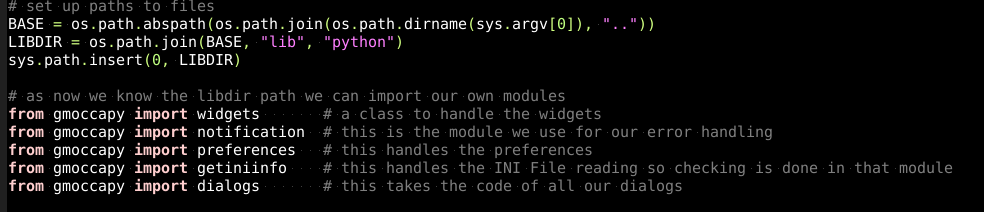
If you don't use the Libdir it is also working.
In the code there is a comment :
This is not True so far i tested. So maybe Norbert has used existing code that he thinks was needed.# as now we know the libdir path we can import our own modules
A short todo list for the Grotius gui :
- saving and loading all tool data in text file's. It's working only for travelheight at this moment.
- saving and loading all tool data in excel file's. Saving is working, loading todo.
- anti dive delay in component, testing and coding at the same time on real machine.
- auto restart times in component, testing and coding at the same time on real machine.
- git channel : grotius.py in bin folder, must be compiled as executable file, have already done some test in makefile, but no succes.
the makefile has some strange programming language. @...$@... Is this C# ?
Please Log in or Create an account to join the conversation.
- rodw
-
Topic Author
- Offline
- Platinum Member
-
- Posts: 11953
- Thank you received: 4070
>>> import sys
>>> import os
>>> BASE = os.path.abspath(os.path.join(os.path.dirname(sys.argv[0]), ".."))
>>> BASE
'C:\\Users'
Make has its own syntax and there are many tutorials on how to use it. The documentation is here
www.gnu.org/software/make/manual/make.html
Please Log in or Create an account to join the conversation.
- scubawarm
-
- Offline
- Premium Member
-
- Posts: 96
- Thank you received: 2
")
Was that way before too. To me would depend on your operators perspective. You operate yours from the end I take it?
The control moves with the gantry on this setup.
But, not sure about your two with -1 and 1... to me they will all home at the same time, just the -1 ones will home in sync. From what I understand anyways. Docs all say absolute value.
Please Log in or Create an account to join the conversation.
- scubawarm
-
- Offline
- Premium Member
-
- Posts: 96
- Thank you received: 2
When I get to running it I get this. I very well could have did something wrong too though.
superman@esab ~/linuxcnc-grotius $ linuxcnc
LINUXCNC - 2.8.0~pre1
Error in startup script: couldn't load file "/home/superman/linuxcnc-grotius/tcl/bin/../linuxcnc.so": /home/superman/linuxcnc-grotius/tcl/bin/../linuxcnc.so: cannot open shared object file: No such file or directory
while executing
"load [file join [file dirname [info script]] linuxcnc[info sharedlibextension]]"
(file "/home/superman/linuxcnc-grotius/tcl/bin/../linuxcnc.tcl" line 61)
invoked from within
"source [file join [file dirname [info script]] .. linuxcnc.tcl]"
(file "/home/superman/linuxcnc-grotius/tcl/bin/pickconfig.tcl" line 29)
Please Log in or Create an account to join the conversation.
- Grotius
-
- Offline
- Platinum Member
-
- Posts: 2419
- Thank you received: 2348
I am planning to make a new install this weekend on a thirt pc. So i will check the process. I will make a new reprository for newer updates. When i am working on it i will set it private. Otherwise it can cause problems. Then the starred reprository will always be working at any time.
Your fault code looks a little bit strange.
Could be 2 things. I think you maybe forgot to type the rip environment procedure correctly. . ./
When i make changes i always check the compiling procedure and startup.
Please Log in or Create an account to join the conversation.