Some thoughts and some findings using PlasmaC
- snowgoer540
-

- Offline
- Moderator
-

- Posts: 2553
- Thank you received: 887
Nah, i just imagined you blue in the face !
Manually, I can jog (rapid) the torch until I'm blue in the face and I never get an error,........
Haha, what's that mean? Or are you just happy at the though of my torch jogging
And that made you happy?!
 Am I going to have to start looking over my shoulder???
Am I going to have to start looking over my shoulder??? Please Log in or Create an account to join the conversation.
- Franklin
- Offline
- Senior Member
-

- Posts: 47
- Thank you received: 19
+1Another feature already discused with Phill is ignoring the float switch from the moment the torch on singal is active till the arcok goes true. This is to awoid arc lost issues caused by unshielded and cheap proximity sensors as they are usually located near the torch and i did encounter that issue.
Tom.
I also had problems with this, since I have a plasma with hf ignition, the float-switch sensor was triggered every time during ignition!
I solved it by adding another dbounce for the float-switch. And when the Probing, signal comes through dbounce with a value of 5, and when the torch is on, the signal comes through a dbounce with a value of 500.
One more note for pierce/cut mode. When in the Gcode is present the spotting function and turn on the "Pierce only" mode the plasmac makes piercing instead of spotting.
It would be great to ignore spotting when "Pierce only" mode.
And thank you all for the work done, I'm excited about the plasmac, although I am still working with an external THC.
Sorry for my bad English, i use google translate.
Please Log in or Create an account to join the conversation.
- tommylight
-
 Topic Author
Topic Author
- Away
- Moderator
-
- Posts: 21699
- Thank you received: 7416
Of course, i still remember the original Smurfs !
Nah, i just imagined you blue in the face !
Manually, I can jog (rapid) the torch until I'm blue in the face and I never get an error,........
Haha, what's that mean? Or are you just happy at the though of my torch jogging
And that made you happy?!
")
"I hate machines" .....
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Away
- Moderator
-
- Posts: 21699
- Thank you received: 7416
Could you elaborate on that, as that might be all that is required and since it is not always needed it would be best to keep it "as needed".I solved it by adding another dbounce for the float-switch. And when the Probing, signal comes through dbounce with a value of 5, and when the torch is on, the signal comes through a dbounce with a value of 500.
Please Log in or Create an account to join the conversation.
- snowgoer540
-
- Offline
- Moderator
-
- Posts: 2553
- Thank you received: 887
Of course, i still remember the original Smurfs !
Nah, i just imagined you blue in the face !
Manually, I can jog (rapid) the torch until I'm blue in the face and I never get an error,........
Haha, what's that mean? Or are you just happy at the though of my torch jogging
And that made you happy?!
"I hate machines" .....
Oh, the Smurfs! Ha, we're all a bunch of plasma Smurfs. Forgot about the Smurfs.

Attachments:
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-

- Posts: 5711
- Thank you received: 2100
It is hard to get a handle on this. If anyone sees this issue could they please post the values of the following hal pins while in the errored state:That being said, most of what is written bellow is my fault for building very fast machines, and that brings the first issue:
-using speeds of over 3m/m for the Z axis will very often over run the soft and/or hard limits requiring to switch to joint mode and jog the Z axis down manually, then back to world mode to continue work.
axis.z.eoffset
axis.z.pos-cmd
joint.n.pos-cmd
ini.n.max_limit
ini.n.home
motion.eoffset-limited
(n = the joint number associated with the Z axis)
One thing I will mention is that when using eoffsets it is recommended that the joint not approach the soft limits, so the home position of the Z axis should be below the maximum limit for Z. I would suggest around 5mm (0.2") below and all cuts should be started at this height or lower.
Well it was something dumb I did. I have a fix and will push it soon. There is an almost complete overhaul of the docs plus a few tidy ups so when that is finished I will push everything at once.in portrait mode the jog speed is stuck at the highest value, in my case at 36m/m, while the jog slider is where it should be and moving the slider will set the speed correctly.
EDIT1:
I have a fix for that as well.Another feature already discused with Phill is ignoring the float switch from the moment the torch on singal is active till the arcok goes true. This is to awoid arc lost issues caused by unshielded and cheap proximity sensors as they are usually located near the torch and i did encounter that issue.
EDIT2:
My thought on this was to create a hal pin to do this and leave it up to the user to connect it if required. I have done some testing but there is an issue with asserting motion.feed-hold and/or motion.feed-inhibit if a jog has begun. It works correctly in teleop mode but not coordinated mode. I have submitted an issue and I guess we need to wait until something happens there. The plan was to use a 8 input or component because there are a lot of jog pins to keep track of. It did all work except for the feed-hold/inhibit bug.-probe/floating switch is active only during auto mode, so bumping the torch into something while jogging will not stop the machine. It would be safer to have it active all the time.
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Away
- Moderator
-
- Posts: 21699
- Thank you received: 7416
I have 10mm from soft limit to home, it gets over it.
Thank you.
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Away
- Moderator
-
- Posts: 21699
- Thank you received: 7416
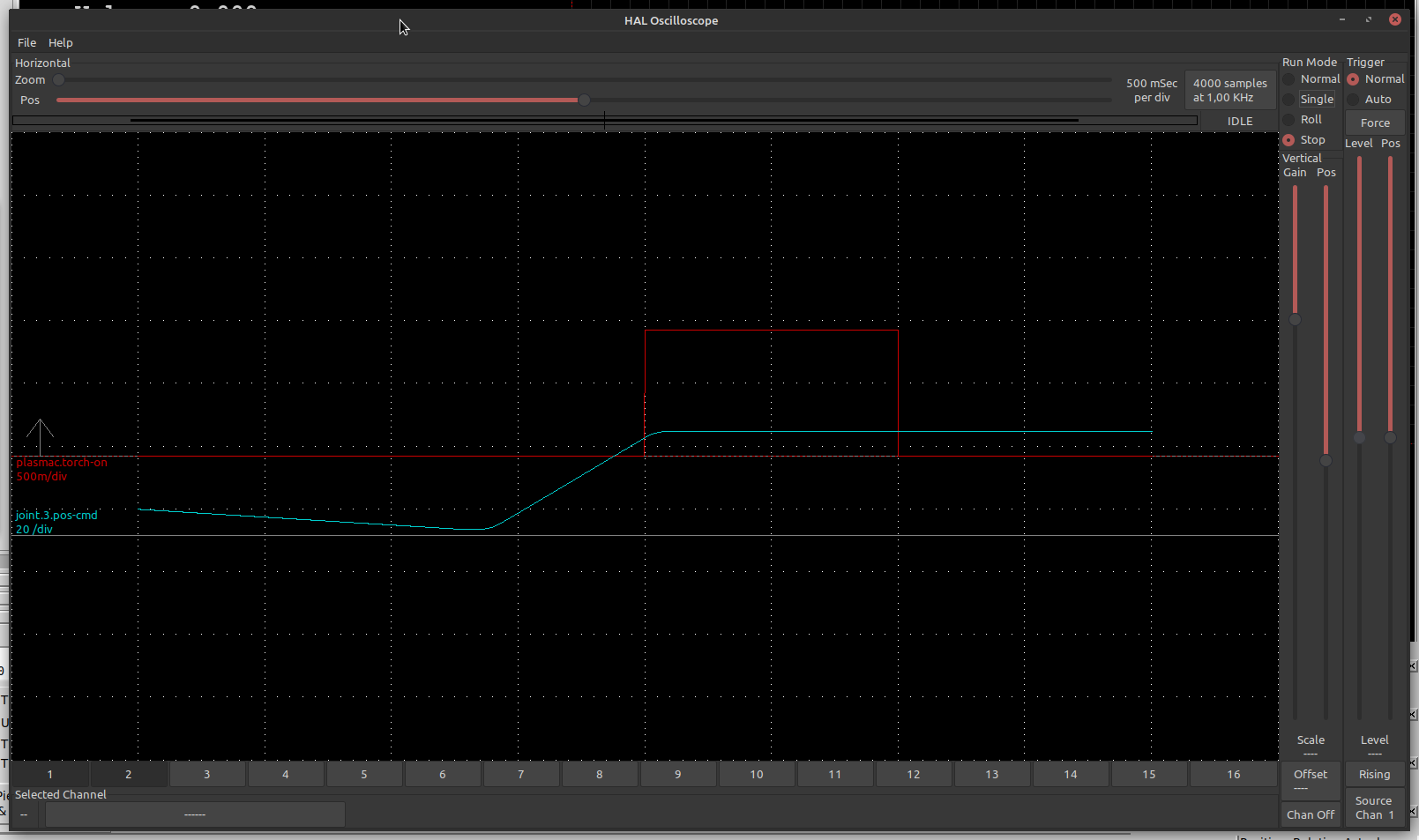
It seems the torch on signal is given before the torch reaches the pierce height and stops, did it over 40 times today and as far as i can tell it is firing while moving up.
Just did some sim tests, It does trigger before reaching setpoint !

As usual latest master.
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
- Posts: 5711
- Thank you received: 2100
EDIT: that would equate to about 0.016mm per 1000mm/min
Please Log in or Create an account to join the conversation.
- PCW
-

- Away
- Moderator
-
- Posts: 17958
- Thank you received: 5263
(so close to 60 servo periods). This is about 2.5 mm before the endpoint.
Please Log in or Create an account to join the conversation.