Some thoughts and some findings using PlasmaC
- snowgoer540
-

- Offline
- Moderator
-

Less
More
- Posts: 2553
- Thank you received: 887
03 Nov 2020 20:52 #188261
by snowgoer540
If you think that's good, wait until you experiment with Phill's "Cut Recovery" which lets you bump the torch off the gcode path to make your new pierce on the scrap portion of a cut. It's in the "extras" tab, and is only available during paused motion... Takes the Reverse run paused motion stuff to the next level")
Replied by snowgoer540 on topic Some thoughts and some findings using PlasmaC
While i am on a roll, the reverse run is magnificent for the issues i am having as i can always go back and forth and fix any mishaps, BUT, the biggest feature is being able to continue a cut even when the arc was lost on a bend or radius !
With toma_thc config i had to use run from here from a straight line in gcode or from the beginning of the cut when there was no straight lines, so that meant having the torch start and go over an already cut piece forcing me to speed up the cut in that section or raise the cut voltage to prevent the torch from diving into material and dragging rendering the nozzle unusable if i made a mistake during the above procedure.
Now i can do a run from here at the beginning of the failed part and press pause during probing, use the fwd button to get to the uncut part and press resume !
Or to be on the safe side, disable the torch, run from here, pause, check if the torch is where it should be and use fwd/rev to get it there, enable the torch and resume !
Very convenient !
If you think that's good, wait until you experiment with Phill's "Cut Recovery" which lets you bump the torch off the gcode path to make your new pierce on the scrap portion of a cut. It's in the "extras" tab, and is only available during paused motion... Takes the Reverse run paused motion stuff to the next level
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
 Topic Author
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7416
03 Nov 2020 22:08 - 03 Nov 2020 23:31 #188271
by tommylight
Very nice to have, indeed, it removes the need for small thin metal scrap to put under the torch !
Replied by tommylight on topic Some thoughts and some findings using PlasmaC
I was just checking that and wondering why did Snowwy make so much noise about it !
If you think that's good, wait until you experiment with Phill's "Cut Recovery" which lets you bump the torch off the gcode path to make your new pierce on the scrap portion of a cut. It's in the "extras" tab, and is only available during paused motion... Takes the Reverse run paused motion stuff to the next level
Very nice to have, indeed, it removes the need for small thin metal scrap to put under the torch !
Last edit: 03 Nov 2020 23:31 by tommylight. Reason: typo
The following user(s) said Thank You: snowgoer540
Please Log in or Create an account to join the conversation.
- phillc54
-

- Offline
- Platinum Member
-

Less
More
- Posts: 5711
- Thank you received: 2100
03 Nov 2020 22:27 #188274
by phillc54
It would be relatively easy to add a Arc Lost Delay.
Replied by phillc54 on topic Some thoughts and some findings using PlasmaC
No, as soon as it sees a lost arc then it goes into error mode.On another note, PlasmaC does not have ARCOK off grace period, setting the debounce to 500 did not improve much the issue of getting arc lost at the end of small cuts requiring user intervention to continue.
"mine" had a settable period in the ini file at the very bottom, had it set to 0.2 so it never gave such issues.
Again this is cutting thin material with big nozzles, so not for everyone.
I will try to add a timedelay tomorrow, see if that helps.
Is there a debounce at the end of the signal ?
It would be relatively easy to add a Arc Lost Delay.
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
04 Nov 2020 00:31 #188282
by phillc54
Replied by phillc54 on topic Some thoughts and some findings using PlasmaC
Thanks Tom, I will be interested to see the plot. Did you try increasing the kerf_errors_max parameter?Did some tests today regarding void sensing and the results are pretty messy,
===setup===
Cebora 120A plasma source set at 50A (does 60 measured), 1.4mm nozzle
Feed rate at 3600 and 1800mm/m (can cut at 4.4m/m with the same current/nozzle)
- cut 10 columns of 200mm length spaced at 30mm
- cut 15 rows of 350mm long cuts
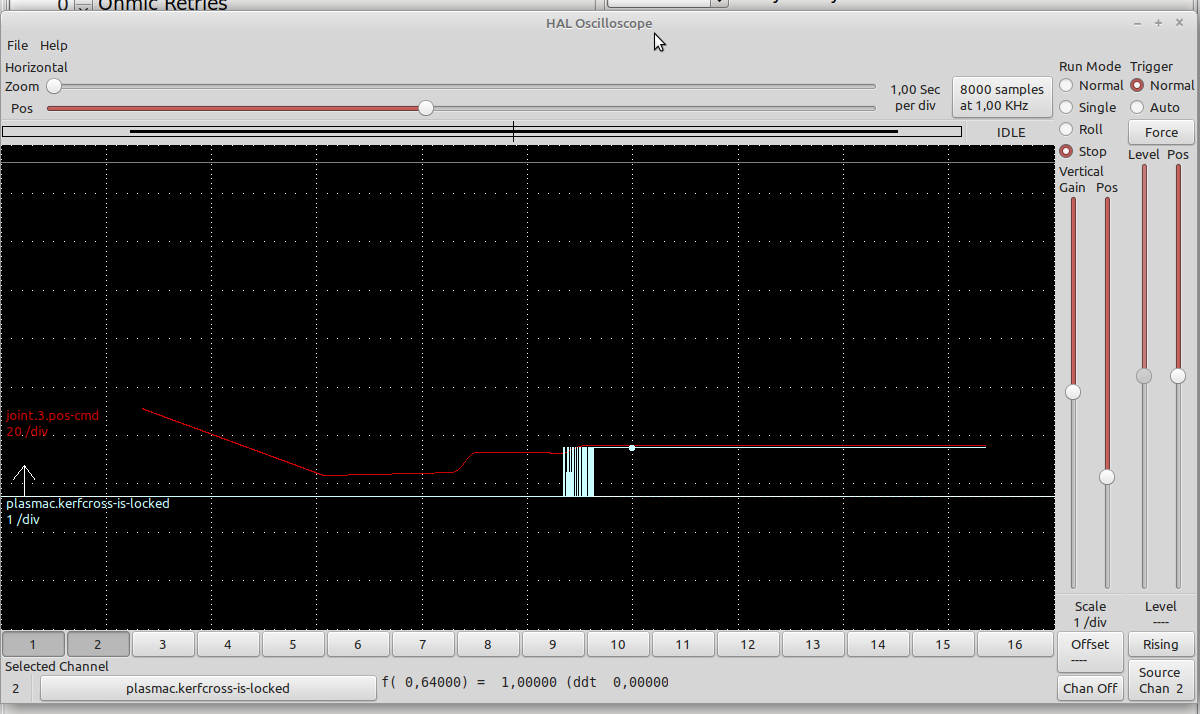
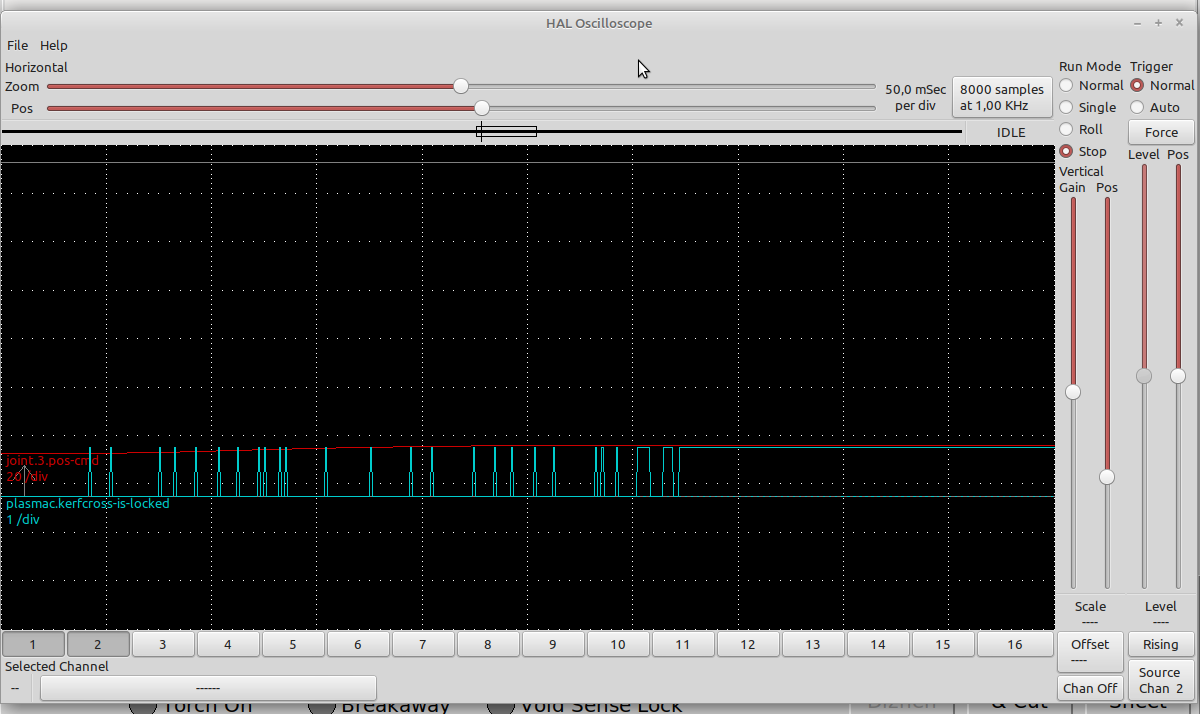
- changing the void sense override on the config panel from 1 to 500 does change the results, but after going on and off several times at the beginning of the cuts ( even when not over a void sometimes ) it just stays on after passing the first to third column/void, remains on a bit after the torch is off.
I did save the hascope data and a screenshot, but they are on the machine PC outside so i will upload them tomorrow.
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7416
04 Nov 2020 11:10 #188300
by tommylight
Replied by tommylight on topic Some thoughts and some findings using PlasmaC
Did not know it existed till now, will give it a test later.Did you try increasing the kerf_errors_max parameter?
Please Log in or Create an account to join the conversation.
- phillc54
-
- Offline
- Platinum Member
-
Less
More
- Posts: 5711
- Thank you received: 2100
04 Nov 2020 11:14 #188301
by phillc54
Replied by phillc54 on topic Some thoughts and some findings using PlasmaC
The following user(s) said Thank You: tommylight
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7416
04 Nov 2020 17:35 #188329
by tommylight
Replied by tommylight on topic Some thoughts and some findings using PlasmaC
The following user(s) said Thank You: phillc54
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7416
06 Nov 2020 13:09 #188498
by tommylight
Replied by tommylight on topic Some thoughts and some findings using PlasmaC
Did plenty of testing yesterday with the new "hush hush" PlasmaC comp with the arcok lost delay set at 0.3 sec and could not make it fail !
You never heard this from me !
You never heard this from me !
The following user(s) said Thank You: snowgoer540
Please Log in or Create an account to join the conversation.
- pinder
-

- Offline
- Elite Member
-

Less
More
- Posts: 196
- Thank you received: 128
06 Nov 2020 13:18 #188500
by pinder
I did hear from you about some new PlasmaC comp

Replied by pinder on topic Some thoughts and some findings using PlasmaC
Did plenty of testing yesterday with the new "hush hush" PlasmaC comp with the arcok lost delay set at 0.3 sec and could not make it fail !
You never heard this from me !
I did hear from you about some new PlasmaC comp
Please Log in or Create an account to join the conversation.
- tommylight
-
Topic Author
- Offline
- Moderator
-
Less
More
- Posts: 21699
- Thank you received: 7416
06 Nov 2020 13:46 #188504
by tommylight
Replied by tommylight on topic Some thoughts and some findings using PlasmaC
Who me ? No one but chicken here !I did hear from you about some new PlasmaC comp
The following user(s) said Thank You: pinder
Please Log in or Create an account to join the conversation.
Moderators: snowgoer540
Time to create page: 0.178 seconds