Mill atc configuration
- Artur_1617
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

Less
More
- Posts: 159
- Thank you received: 5
26 Jul 2023 06:16 #276290
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
?
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
26 Jul 2023 17:06 - 26 Jul 2023 17:11 #276318
by Artur_1617
net spindle-cw => or2.2.in0
net o_fwd => or2.2.in1
net spindlecwall <= or2.2.out
net spindlecwall => hm2_5i25.0.7i77.0.0.output-01
net spindle-ccw => or2.3.in0
net o_rev => or2.3.in1
net spindleccwall <= or2.3.out
net spindleccwall => hm2_5i25.0.7i77.0.0.output-02
Linuxcnc start.
I can still using spindle cw/ccw buttons.
But when start orient spindle dont wont turn. Whatching hal pins and starting orient only see orient.on without spindle.on or spindle cw/ccw.
Replied by Artur_1617 on topic Mill atc configuration
Today try
loadrt wcomp loadrt sum2 count=2 setp sum2.0.in1 0.01 setp sum2.1.in1 -0.01 net o_angle orient.0.position sum2.0.in0 sum2.1.in0 net o_max sum2.0.out wcomp.0.max net o_min sum2.1.out wcomp.0.min net o_fwd wcomp.0.under => Use this pin to move the spindle FWD net o_rev wcomp.0.over ==> and this onw for REV This will need massaging to fit your system, and is untested.
net spindle-cw => or2.2.in0
net o_fwd => or2.2.in1
net spindlecwall <= or2.2.out
net spindlecwall => hm2_5i25.0.7i77.0.0.output-01
net spindle-ccw => or2.3.in0
net o_rev => or2.3.in1
net spindleccwall <= or2.3.out
net spindleccwall => hm2_5i25.0.7i77.0.0.output-02
Linuxcnc start.
I can still using spindle cw/ccw buttons.
But when start orient spindle dont wont turn. Whatching hal pins and starting orient only see orient.on without spindle.on or spindle cw/ccw.
Last edit: 26 Jul 2023 17:11 by Artur_1617.
Please Log in or Create an account to join the conversation.
- andypugh
-

- Offline
- Moderator
-

Less
More
- Posts: 19875
- Thank you received: 4642
05 Aug 2023 17:51 #277027
by andypugh
Replied by andypugh on topic Mill atc configuration
Did you figure this out?
The following user(s) said Thank You: Artur_1617
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
09 Aug 2023 20:11 - 11 Aug 2023 12:20 #277470
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
Try many setups but dont working.
Attachments:
Last edit: 11 Aug 2023 12:20 by Artur_1617.
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
11 Aug 2023 09:44 - 11 Aug 2023 09:48 #277624
by Artur_1617
Must unlink ;
#net o_fwd wcomp.0.under =>
#net o_rev wcomp.0.over =>

Replied by Artur_1617 on topic Mill atc configuration
When start linux start to both relays cw/ccwDid you figure this out?
Must unlink ;
#net o_fwd wcomp.0.under =>
#net o_rev wcomp.0.over =>
Attachments:
Last edit: 11 Aug 2023 09:48 by Artur_1617.
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
15 Aug 2023 12:58 #278044
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
Some progress
Add;
adff sum2.0
adff sum2.1
Now linuxcnc start without on relays cw/cww
But try M19 R50 Q10 P5 spindle dont turn any relays cw/ccw on with orient
screenshot when start M19...
Last hal
How to look what missing for start the spindle with orient?
Add;
adff sum2.0
adff sum2.1
Now linuxcnc start without on relays cw/cww
But try M19 R50 Q10 P5 spindle dont turn any relays cw/ccw on with orient
screenshot when start M19...
Last hal
How to look what missing for start the spindle with orient?
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4741
- Thank you received: 2125
15 Aug 2023 13:22 #278045
by Aciera
Replied by Aciera on topic Mill atc configuration
Seems that you have not connected 'wcomp.0.in' to anything.
Maybe that needs to be connected to 'orient-pid-output' so you actually get a signal from the wcomp to run the spindle forward or reverse.
Maybe that needs to be connected to 'orient-pid-output' so you actually get a signal from the wcomp to run the spindle forward or reverse.
The following user(s) said Thank You: Artur_1617
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
15 Aug 2023 13:46 #278046
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
net orient-pid-output => wcomp.0.in dont change anything...Seems that you have not connected 'wcomp.0.in' to anything.
Maybe that needs to be connected to 'orient-pid-output' so you actually get a signal from the wcomp to run the spindle forward or reverse.
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
15 Aug 2023 15:47 #278049
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
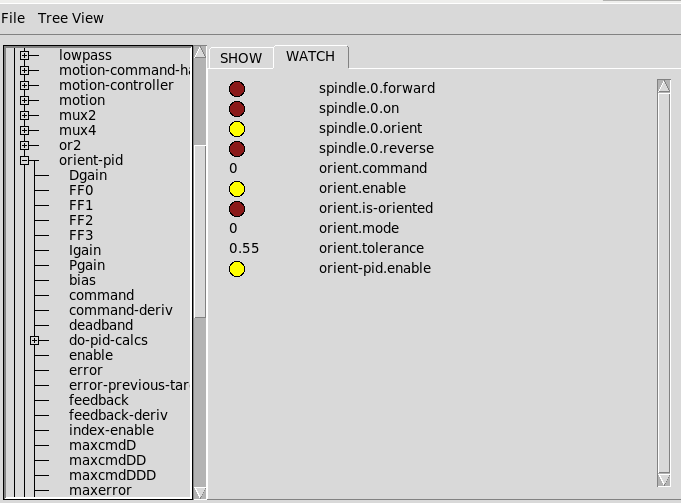
When make M19.. and watch orient-pid.output in hall config Value dont change is still 0
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4741
- Thank you received: 2125
15 Aug 2023 16:06 - 15 Aug 2023 16:06 #278050
by Aciera
Replied by Aciera on topic Mill atc configuration
so you will need to go and look further upstream.
Look at 'orient-pid.enable', 'orient-pid.feedback' and 'orient-pid.command'
Which brings me to the next issue as it looks like you are missing a link from 'orient.command' to 'orient-pid.command'. This would explain why 'orient-pid.output' remains zero.
Look at 'orient-pid.enable', 'orient-pid.feedback' and 'orient-pid.command'
Which brings me to the next issue as it looks like you are missing a link from 'orient.command' to 'orient-pid.command'. This would explain why 'orient-pid.output' remains zero.
Last edit: 15 Aug 2023 16:06 by Aciera.
The following user(s) said Thank You: Artur_1617
Please Log in or Create an account to join the conversation.
Time to create page: 0.152 seconds