Mill atc configuration
- Artur_1617
-
 Topic Author
Topic Author
- Offline
- Premium Member
-

Less
More
- Posts: 159
- Thank you received: 5
15 Aug 2023 16:59 #278052
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
When connect;
net orient-command => orient.command
net orient-command => orient-pid.command
Get error orient.command is linked to o_angle how to solve this?
On the screenshot value from orient-pid.feedback and orient.position is when turn the spindle with hand
net orient-command => orient.command
net orient-command => orient-pid.command
Get error orient.command is linked to o_angle how to solve this?
On the screenshot value from orient-pid.feedback and orient.position is when turn the spindle with hand
Please Log in or Create an account to join the conversation.
- Aciera
-

- Offline
- Administrator
-

Less
More
- Posts: 4754
- Thank you received: 2134
15 Aug 2023 17:17 #278056
by Aciera
Replied by Aciera on topic Mill atc configuration
You have two options:
1.option: change your signal definition to this:
net o_angle orient.command sum2.0.in0 sum2.1.in0 orient-pid.command
2.option: reuse the already defined signal and just this line:
net o_angle orient-pid.command
1.option: change your signal definition to this:
net o_angle orient.command sum2.0.in0 sum2.1.in0 orient-pid.command
2.option: reuse the already defined signal and just this line:
net o_angle orient-pid.command
The following user(s) said Thank You: Artur_1617
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
15 Aug 2023 17:37 #278059
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
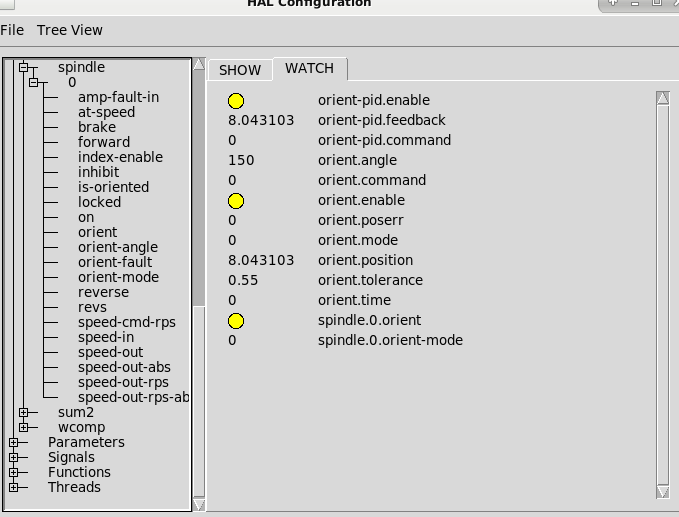
Now linuxcnc start without error.
But after M19.. spindle dont turn and any relay cw/ccw on.
And orient-pid.output still zero
screenshots after M19


But after M19.. spindle dont turn and any relay cw/ccw on.
And orient-pid.output still zero
screenshots after M19
Attachments:
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
15 Aug 2023 18:14 #278062
by Aciera
Replied by Aciera on topic Mill atc configuration
Looks like your orient-pid is not doing anything. Can you post your ini file so we can see what you have set these values to:
setp orient-pid.Pgain [TUNE]P
setp orient-pid.Igain [TUNE]I
setp orient-pid.Dgain [TUNE]D
setp orient-pid.bias [TUNE]BIAS
setp orient-pid.FF0 [TUNE]FF0
setp orient-pid.FF1 [TUNE]FF1
setp orient-pid.FF2 [TUNE]FF2
setp orient-pid.deadband [TUNE]DEADBAND
setp orient-pid.maxoutput [TUNE]MAX_OUTPUT
setp orient-pid.Pgain [TUNE]P
setp orient-pid.Igain [TUNE]I
setp orient-pid.Dgain [TUNE]D
setp orient-pid.bias [TUNE]BIAS
setp orient-pid.FF0 [TUNE]FF0
setp orient-pid.FF1 [TUNE]FF1
setp orient-pid.FF2 [TUNE]FF2
setp orient-pid.deadband [TUNE]DEADBAND
setp orient-pid.maxoutput [TUNE]MAX_OUTPUT
The following user(s) said Thank You: Artur_1617
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
15 Aug 2023 18:28 #278064
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
Attachments:
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
16 Aug 2023 10:23 #278156
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
Try to change all settings from ini P, I, D etc.
But see only change in orient-pid.output if change Bias, now is set to 80. I can put more but limit is MAX_OUTPUT set to 80 for now.
But not relays cw/ccw on, or turn spindle.
M19.. finish with TIMED OUT.
But see only change in orient-pid.output if change Bias, now is set to 80. I can put more but limit is MAX_OUTPUT set to 80 for now.
But not relays cw/ccw on, or turn spindle.
M19.. finish with TIMED OUT.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
16 Aug 2023 12:06 - 16 Aug 2023 12:08 #278163
by Aciera
Replied by Aciera on topic Mill atc configuration
Not sure why that pid is not doing anything really. I'm afraid I have run out of ideas for the moment.
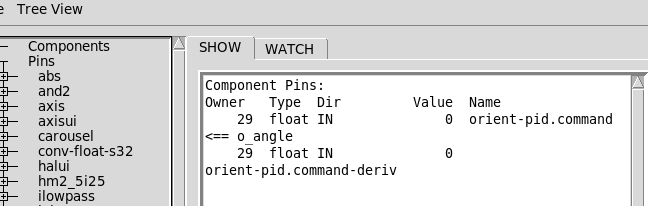
Other than maybe check in halshow if it really has those parameters like 'orient-pid.Pgain' and so on actually loaded.
Other than maybe check in halshow if it really has those parameters like 'orient-pid.Pgain' and so on actually loaded.
Last edit: 16 Aug 2023 12:08 by Aciera.
The following user(s) said Thank You: Artur_1617
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
16 Aug 2023 12:45 #278165
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
I think is loaded ok
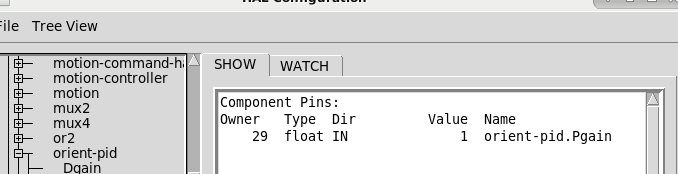
Attachments:
Please Log in or Create an account to join the conversation.
- Artur_1617
-
Topic Author
- Offline
- Premium Member
-
Less
More
- Posts: 159
- Thank you received: 5
19 Aug 2023 17:15 - 19 Aug 2023 17:18 #278479
by Artur_1617
Replied by Artur_1617 on topic Mill atc configuration
When start M19.. spindle dont turn, relays dont on.
See in halshow start orient-pid.enable etc.
orient-pid.output change to 80 is max value from maxoutput
Before start spindle.0.orient-angle and orient.angle is set to 0 after M19 is set to 50 and dont change. Must close linuxcnc and value is set to 0 again
In ini Set P6000, I300, D90
Screenshots from halshow before orient and with orient ON and connection from orient-pid.command
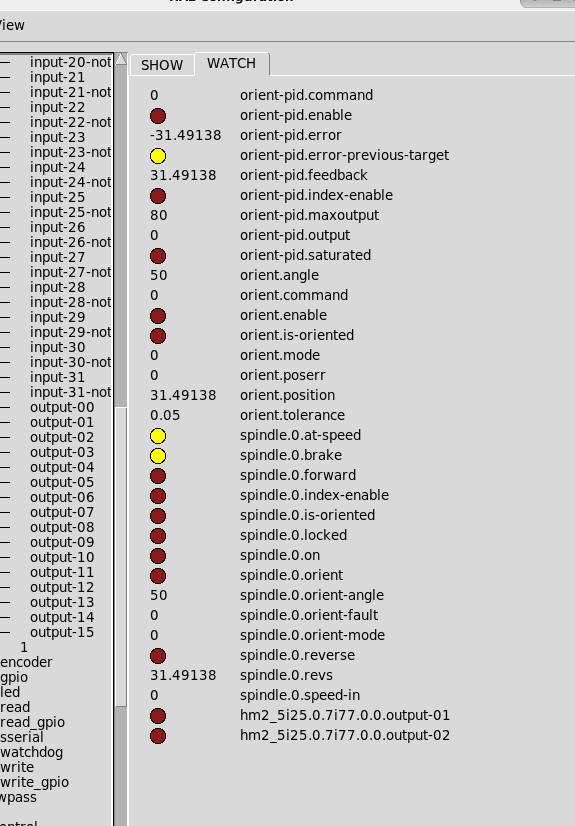
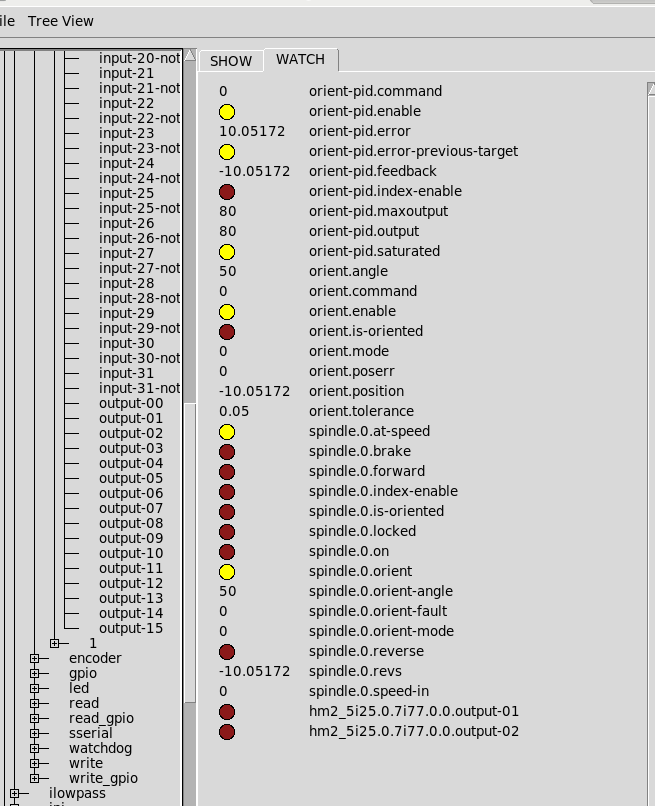
What more I can do?
See in halshow start orient-pid.enable etc.
orient-pid.output change to 80 is max value from maxoutput
Before start spindle.0.orient-angle and orient.angle is set to 0 after M19 is set to 50 and dont change. Must close linuxcnc and value is set to 0 again
In ini Set P6000, I300, D90
Screenshots from halshow before orient and with orient ON and connection from orient-pid.command
What more I can do?
Attachments:
Last edit: 19 Aug 2023 17:18 by Artur_1617.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Offline
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
20 Aug 2023 04:11 #278520
by Aciera
Replied by Aciera on topic Mill atc configuration
Looks like the orient-pid is suddenly working now so following the pid-output downstream it seems you have commented out the connection to the wcomp input:
#net orient-pid-output orient-pid.output => wcomp.0.in
That would explain why nothing is happening at the spindle.
#net orient-pid-output orient-pid.output => wcomp.0.in
That would explain why nothing is happening at the spindle.
The following user(s) said Thank You: Artur_1617
Please Log in or Create an account to join the conversation.
Time to create page: 0.447 seconds