Retrofitting a 1986 Maho MH400E
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1627
- Thank you received: 595
02 Dec 2017 18:19 - 02 Dec 2017 18:28 #102600
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
First motion of the X Axis...
Somewhat lacking in action")
First I had the encoder counting backward but made the encoder_scale and Output_scale negative as per another thread here, but I still just get a 3-4mm jerk and a joint error as soon as I enable the machine. I've attached the HAL and INI files, and would appreciate if someone can spot the error. The machine has the original Indramat drive and motors and I haven't touched there settings. All three axis are nice and stable and solid without the +10/-10V cables from the Mesa connected. If I try and turn the pulleys the Indramat resists.
On another front, I used the hal scope to test all twelve gearbox position inputs and outputs, which are now correctly wired.
John, I tried again to load your latest gearchange.clp into classic ladder, but still get a load failed error. My classic ladder installation is otherwise functional. When I open your file in wordpad, it doesn't look obviously corrupted.
Somewhat lacking in action
First I had the encoder counting backward but made the encoder_scale and Output_scale negative as per another thread here, but I still just get a 3-4mm jerk and a joint error as soon as I enable the machine. I've attached the HAL and INI files, and would appreciate if someone can spot the error. The machine has the original Indramat drive and motors and I haven't touched there settings. All three axis are nice and stable and solid without the +10/-10V cables from the Mesa connected. If I try and turn the pulleys the Indramat resists.
On another front, I used the hal scope to test all twelve gearbox position inputs and outputs, which are now correctly wired.
John, I tried again to load your latest gearchange.clp into classic ladder, but still get a load failed error. My classic ladder installation is otherwise functional. When I open your file in wordpad, it doesn't look obviously corrupted.
Last edit: 02 Dec 2017 18:28 by RotarySMP.
Please Log in or Create an account to join the conversation.
- PCW
-

- Offline
- Moderator
-

Less
More
- Posts: 17961
- Thank you received: 5265
02 Dec 2017 18:43 #102601
by PCW
Replied by PCW on topic Retrofitting a 1986 Maho MH400E
If it runs away on enable, that most likely means that the feedback is backwards
(so you have positive rather than negative feedback)
If the encoder (DRO) reads properly, the fix is to change the sign of the analog output in HAL
(so you have positive rather than negative feedback)
If the encoder (DRO) reads properly, the fix is to change the sign of the analog output in HAL
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-

Less
More
- Posts: 265
- Thank you received: 40
02 Dec 2017 18:52 #102602
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
Congratulations for the successful latching of the machine. Now it is time to set the correct p,I,d, settings on linux cnc. Until you set the correct values it is normal for linuxcnc to disengage do to fallowing errors. Temporary for the tests set a larger accepted fallowing error in linuxcnc settings and keep one hand at the estop at all time.
Try the whole configuration that I have post, don’t just copy the gearchange.clp to your configuration, if it works than you can change it with the pncconf to match the wiring on your machine. If it is not working than plz post some screenshot of the error message to find a solution
John
Try the whole configuration that I have post, don’t just copy the gearchange.clp to your configuration, if it works than you can change it with the pncconf to match the wiring on your machine. If it is not working than plz post some screenshot of the error message to find a solution
John
Please Log in or Create an account to join the conversation.
- drimaropoylos
- Offline
- Elite Member
-
Less
More
- Posts: 265
- Thank you received: 40
02 Dec 2017 19:01 - 02 Dec 2017 19:02 #102603
by drimaropoylos
Replied by drimaropoylos on topic Retrofitting a 1986 Maho MH400E
During the tests don’t try to move the axis with hand, there is a possibility one axis to be reversed and just stay still until you try to move it with your hand, than the servo will run at full speed and your may loose a finger of worse.
John
John
Last edit: 02 Dec 2017 19:02 by drimaropoylos.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
02 Dec 2017 19:18 #102604
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Thanks John, good idea, I'll try the full set of config files from your machine.
Do you mean putting a "not" on the end of this line?
net x-output => hm2_5i25.0.7i77.0.1.analogout0
Mark
If the encoder (DRO) reads properly, the fix is to change the sign of the analog output in HAL
Do you mean putting a "not" on the end of this line?
net x-output => hm2_5i25.0.7i77.0.1.analogout0
Mark
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
02 Dec 2017 19:26 #102606
by PCW
Replied by PCW on topic Retrofitting a 1986 Maho MH400E
For the pncconf created config it would be changing
#********************
# Axis X
#********************
[AXIS_0]
...
OUTPUT_SCALE = -10.0
to
OUTPUT_SCALE = 10.0
#********************
# Axis X
#********************
[AXIS_0]
...
OUTPUT_SCALE = -10.0
to
OUTPUT_SCALE = 10.0
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
03 Dec 2017 11:44 - 03 Dec 2017 12:27 #102615
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
Thanks, that was it.
I could then move on to PID tuning. To the guys who programmed the HAL Oscilloscope, and the calibration screens, a big thank you. So far:
#********************
# Axis X
#********************
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 20.0
MIN_FERROR = 1.0
MAX_VELOCITY = 45
MAX_ACCELERATION = 750.0
P = 6.5
I = 0
D = 0
FF0 = 0
FF1 = 0.22
FF2 = 0.03
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0 # shouldnt this be 10V?
ENCODER_SCALE = -1000
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -20.0
MAX_LIMIT = 380.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -1.000000
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = YES
HOME_SEQUENCE = 1
returns the following performance:
100mm/min,about 0.06mm overshoot during start and stopping.
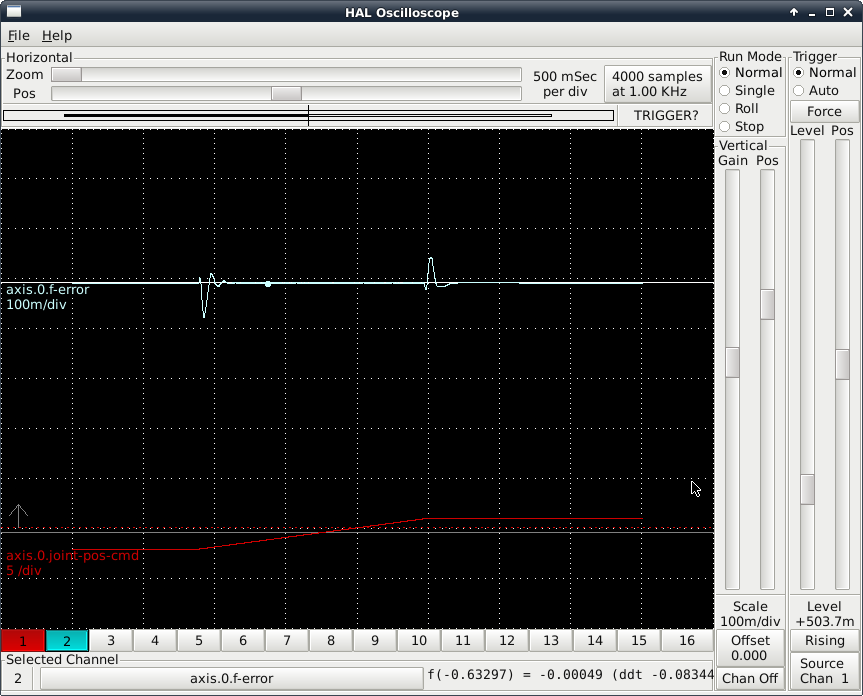
500mm/min - Still about 0.1mm oversoots, but will a little more hunting.
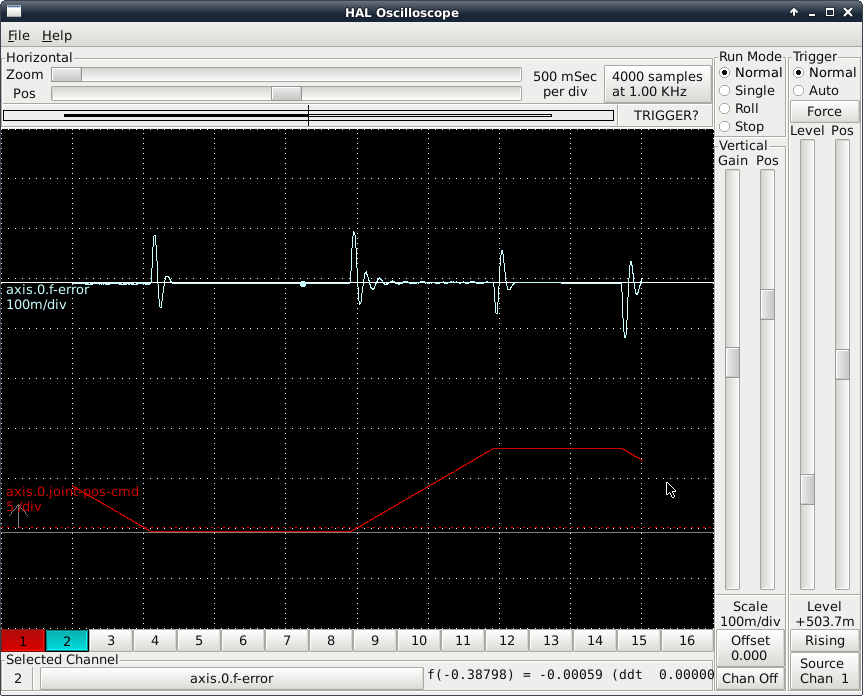
1000mm/min - Overshoots now up to 0.3mm, with two overshoots.

2000mm/min - Errors up to 0.6mm.
I have been working through this #how-to"
www.wiki.eusurplus.com/index.php?title=Category:Tuning
In test 7 he states, "And finally the tuned system response:" but it is not clear to me what was done here.
I could then move on to PID tuning. To the guys who programmed the HAL Oscilloscope, and the calibration screens, a big thank you. So far:
#********************
# Axis X
#********************
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
FERROR = 20.0
MIN_FERROR = 1.0
MAX_VELOCITY = 45
MAX_ACCELERATION = 750.0
P = 6.5
I = 0
D = 0
FF0 = 0
FF1 = 0.22
FF2 = 0.03
BIAS = 0
DEADBAND = 0
MAX_OUTPUT = 0 # shouldnt this be 10V?
ENCODER_SCALE = -1000
OUTPUT_SCALE = 10
OUTPUT_MIN_LIMIT = -10
OUTPUT_MAX_LIMIT = 10
MIN_LIMIT = -20.0
MAX_LIMIT = 380.0
HOME_OFFSET = 0.000000
HOME_SEARCH_VEL = -1.000000
HOME_LATCH_VEL = -0.500000
HOME_FINAL_VEL = 0.000000
HOME_USE_INDEX = YES
HOME_SEQUENCE = 1
returns the following performance:
100mm/min,about 0.06mm overshoot during start and stopping.
500mm/min - Still about 0.1mm oversoots, but will a little more hunting.
1000mm/min - Overshoots now up to 0.3mm, with two overshoots.
2000mm/min - Errors up to 0.6mm.
I have been working through this #how-to"
www.wiki.eusurplus.com/index.php?title=Category:Tuning
In test 7 he states, "And finally the tuned system response:" but it is not clear to me what was done here.
Last edit: 03 Dec 2017 12:27 by RotarySMP.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
03 Dec 2017 14:20 #102616
by PCW
Replied by PCW on topic Retrofitting a 1986 Maho MH400E
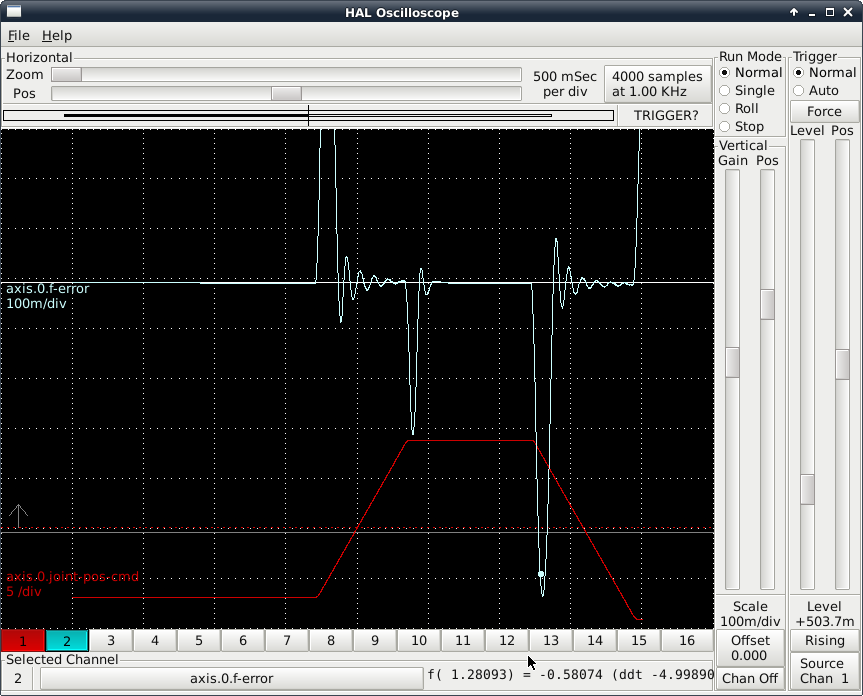
It look like the acceleration is set much higher than the machine can follow
( there should be a visible parabolic corner on the position trace during acceleration but it looks like a sharp corner )
( there should be a visible parabolic corner on the position trace during acceleration but it looks like a sharp corner )
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
03 Dec 2017 17:11 - 03 Dec 2017 17:18 #102618
by RotarySMP
Replied by RotarySMP on topic Retrofitting a 1986 Maho MH400E
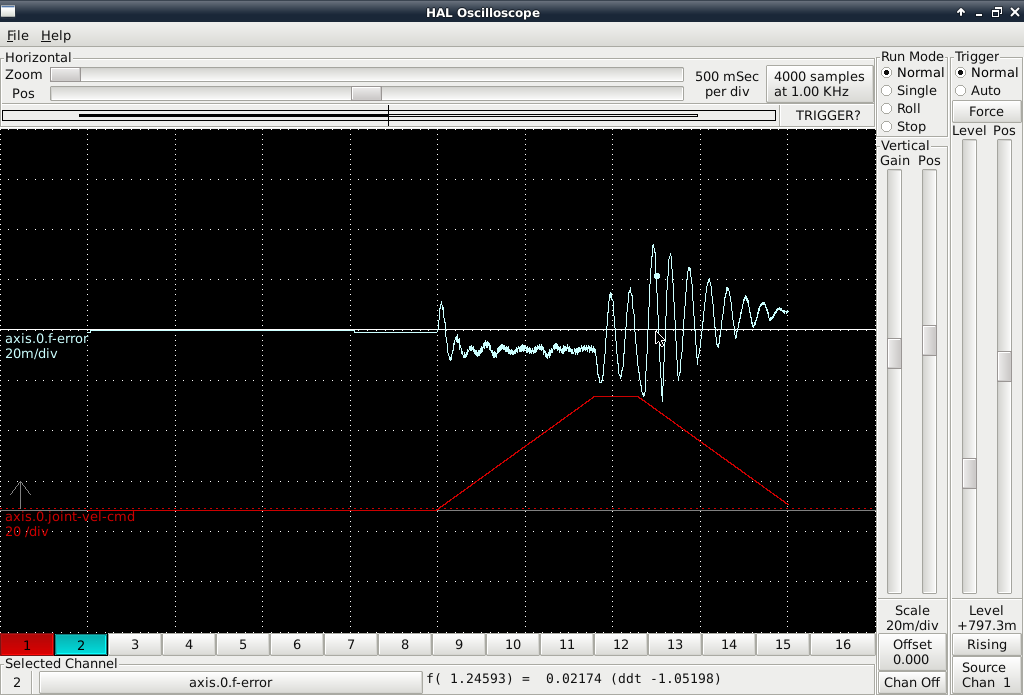
Good call. I had the acceleration too high, and also the min_velocity was too high. The X axis is now nice and smooth.
At 100mm/min the max error is now about 0.015mm.

at max speed of 2700mm/min it is also only about 0.03mm, but has some oscillation in deceleration which are not there in acceleration.
The home switch is the index of the glass scale encoder. I found at about 2mm from the end stop. Homing to it finds it that index, but then errors out with a message saying that the home switch had gone low before it could back off it. Any suggestions how to make this more robust?
I connected the net for the Z axis brake to the machine-is-on , but then had a go at getting the Y axis tuned. I had been having some problems with that Y Axis glass scale encoder stopping working, but it had seemed to magically fixed itself before I got around to trouble shooting it. That was wishful thinking...
There is no channel A output.
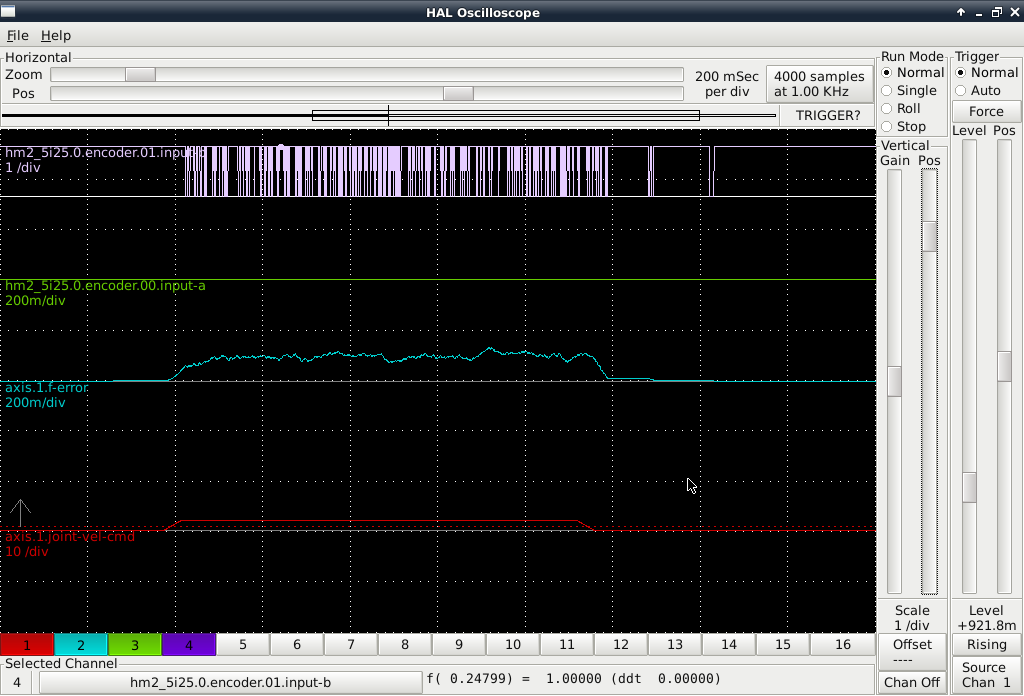
I need to trouble shoot that but got too cold after hours in the garage. It is below freezing here, with the light dusting of snow from wednesday still on the ground outside. The garage is the coldest room in my basement.
NMark
At 100mm/min the max error is now about 0.015mm.
at max speed of 2700mm/min it is also only about 0.03mm, but has some oscillation in deceleration which are not there in acceleration.
The home switch is the index of the glass scale encoder. I found at about 2mm from the end stop. Homing to it finds it that index, but then errors out with a message saying that the home switch had gone low before it could back off it. Any suggestions how to make this more robust?
I connected the net for the Z axis brake to the machine-is-on , but then had a go at getting the Y axis tuned. I had been having some problems with that Y Axis glass scale encoder stopping working, but it had seemed to magically fixed itself before I got around to trouble shooting it. That was wishful thinking...
There is no channel A output.
I need to trouble shoot that but got too cold after hours in the garage. It is below freezing here, with the light dusting of snow from wednesday still on the ground outside. The garage is the coldest room in my basement.
NMark
Last edit: 03 Dec 2017 17:18 by RotarySMP.
Please Log in or Create an account to join the conversation.
- PCW
-
- Offline
- Moderator
-
Less
More
- Posts: 17961
- Thank you received: 5265
03 Dec 2017 18:10 - 03 Dec 2017 18:11 #102620
by PCW
Replied by PCW on topic Retrofitting a 1986 Maho MH400E
The encoder might be bad but your traces show the Y axis Quad- B and the X axis Quad-A
Last edit: 03 Dec 2017 18:11 by PCW.
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.817 seconds