Schaublin 125-CNC retrofit.
- Finngineering
- Offline
- Premium Member
-

Less
More
- Posts: 110
- Thank you received: 49
25 Feb 2026 14:49 #343468
by Finngineering
Replied by Finngineering on topic Schaublin 125-CNC retrofit.
I had a quick look at the config files in the first thread. However, I do think it would be good with the latest files, as well as the classicladder part.
In addition to what I mentioned in the last post, I would also say you should have a look at these signals when you issue an M3 command:
If the physical buttons are not connected to (only) LinuxCNC, then I guess it could very well be something on the hardware side as well. In that case some kind of schematic would also be needed for "remote" troubleshooting.
In addition to what I mentioned in the last post, I would also say you should have a look at these signals when you issue an M3 command:
[HMOT](CARD0).7i83.0.1.analogena0
[HMOT](CARD0).7i83.0.1.analogout0If the physical buttons are not connected to (only) LinuxCNC, then I guess it could very well be something on the hardware side as well. In that case some kind of schematic would also be needed for "remote" troubleshooting.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1627
- Thank you received: 595
25 Feb 2026 18:01 - 25 Feb 2026 18:09 #343485
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
Thanks. I fixed it. I think it was a combination of sometimes doing M3 without an Sxx first on start up, then pressing the button (which defaults to S200) and then trying S100 M3 in the MDI.
Turns out I got the Analog 0-10V and GND wires reversed when I rewired the VFD.
The weird thing was with those wire reversed, it would not start the spindle below S175, but would only run the VFD at the max frequency with any S speed above that. So switch on, type M3 nothing, push button (= S200 worked but always at 70 Hz), then I had been typing S100 M3, and it would not start.
Switched the polarity, and now it is all back to normal.
I'll upload the latest HAL and Ini to the first posts a bit later, as it is good to have a back up here.
Turns out I got the Analog 0-10V and GND wires reversed when I rewired the VFD.
The weird thing was with those wire reversed, it would not start the spindle below S175, but would only run the VFD at the max frequency with any S speed above that. So switch on, type M3 nothing, push button (= S200 worked but always at 70 Hz), then I had been typing S100 M3, and it would not start.
Switched the polarity, and now it is all back to normal.
I'll upload the latest HAL and Ini to the first posts a bit later, as it is good to have a back up here.
Last edit: 25 Feb 2026 18:09 by RotarySMP.
Please Log in or Create an account to join the conversation.
- Finngineering
- Offline
- Premium Member
-
Less
More
- Posts: 110
- Thank you received: 49
25 Feb 2026 18:35 #343488
by Finngineering
Replied by Finngineering on topic Schaublin 125-CNC retrofit.
That is quite interesting behavior by the VFD. If you have a "single ended" output (say 0...10V -> 0...70Hz), you would think that with the wires reversed, it would go to minimum allowed frequency or just refuse to start.
Anyway, glad you got it working.
Anyway, glad you got it working.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
25 Feb 2026 18:53 #343490
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
Yeah, that behaviour threw me.
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
01 Mar 2026 14:27 - 01 Mar 2026 14:48 #343688
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
Made a start on getting the Schaublin tool changer running. I will use Andy's carousel.comp to control it.
Last edit: 01 Mar 2026 14:48 by RotarySMP.
The following user(s) said Thank You: tommylight, Unlogic, Finngineering
Please Log in or Create an account to join the conversation.
- Finngineering
- Offline
- Premium Member
-
Less
More
- Posts: 110
- Thank you received: 49
02 Mar 2026 11:43 #343725
by Finngineering
Replied by Finngineering on topic Schaublin 125-CNC retrofit.
Nice video and good work! It's interesting to see the internals of the tool changer. And it will be interesting to see how it works once you have it all back together.
By the way, regarding the earlier video. Are you aware that you can use named parameters in g-code?
linuxcnc.org/docs/stable/html/gcode/over...ode:named-parameters
I think it improves readability quite much if you use variable names like #<partnum> instead of something like #50. Especially if you have many parameters, and might still need to understand the code the following day

By the way, regarding the earlier video. Are you aware that you can use named parameters in g-code?
linuxcnc.org/docs/stable/html/gcode/over...ode:named-parameters
I think it improves readability quite much if you use variable names like #<partnum> instead of something like #50. Especially if you have many parameters, and might still need to understand the code the following day
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
02 Mar 2026 13:17 #343727
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
Good input, I have used names before, but had forgotten it.
Cheers,
Mark
Cheers,
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
22 Mar 2026 12:57 #344603
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
I have now gotten the tool changer working mechanically and electrically tied in with LinuxCNC.
Next step is to set up the carousel comp. Since my lathe is still running 2.8.2, and I never updated it, the version of Carausel.comp will still be the one with the bugs identified here...
www.forum.linuxcnc.org/10-advanced-confi...carousel-toolchanger
I see three options.
1/ patch the carousel I have and recompile it
2/ download the current carousel.comp from github and compile it.
3/ upgrade my full installation from 2.8.2 to 2.9.8, and then the current carousel will already be covered.
linuxcnc.org/docs/html/getting-started/updating-linuxcnc.html
I read the wiki that it is recommended to do a clean install, but I am hestitant to do that with a working system. Wish me luck.
Cheers,
Mark
Next step is to set up the carousel comp. Since my lathe is still running 2.8.2, and I never updated it, the version of Carausel.comp will still be the one with the bugs identified here...
www.forum.linuxcnc.org/10-advanced-confi...carousel-toolchanger
I see three options.
1/ patch the carousel I have and recompile it
2/ download the current carousel.comp from github and compile it.
3/ upgrade my full installation from 2.8.2 to 2.9.8, and then the current carousel will already be covered.
linuxcnc.org/docs/html/getting-started/updating-linuxcnc.html
I read the wiki that it is recommended to do a clean install, but I am hestitant to do that with a working system. Wish me luck.
Cheers,
Mark
Please Log in or Create an account to join the conversation.
- RotarySMP
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1627
- Thank you received: 595
22 Mar 2026 20:18 - 22 Mar 2026 20:19 #344615
by RotarySMP
Replied by RotarySMP on topic Schaublin 125-CNC retrofit.
So I checked and my lathe is running Lcnc 2.8.2 on Debian Buster, with RT 4.19.
Since Buster is still okay per the updating instructions, I thought Id try an update.
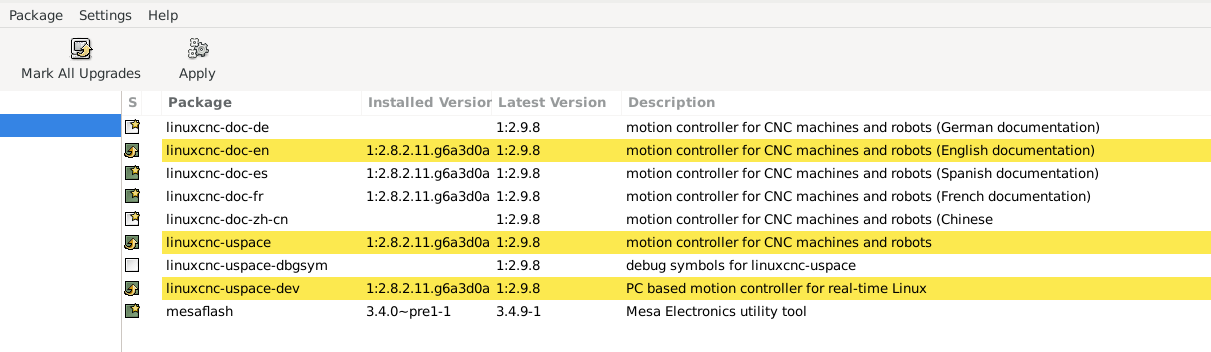
I added the repository.
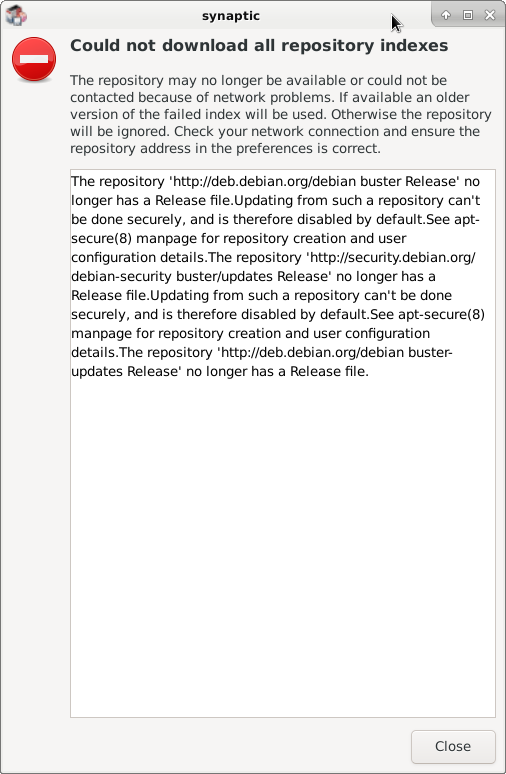
but get errors
...
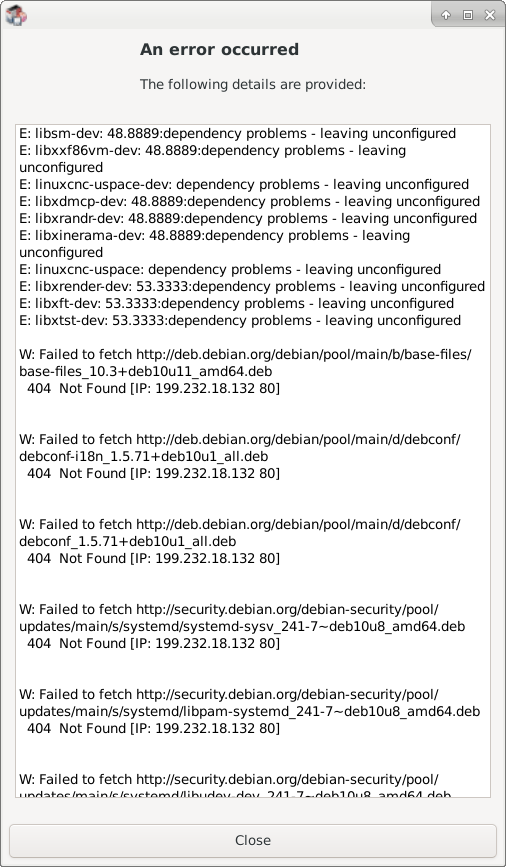
I attached the full error log.
Does this mean Buster can no longer be updated?
Cheers,
Mark
Since Buster is still okay per the updating instructions, I thought Id try an update.
I added the repository.
but get errors
...
I attached the full error log.
Does this mean Buster can no longer be updated?
Cheers,
Mark
Attachments:
Last edit: 22 Mar 2026 20:19 by RotarySMP.
Please Log in or Create an account to join the conversation.
- tommylight
-

- Offline
- Moderator
-

Less
More
- Posts: 21692
- Thank you received: 7414
22 Mar 2026 23:47 #344620
by tommylight
Replied by tommylight on topic Schaublin 125-CNC retrofit.
From google:
Debian 10 "Buster" reached its official End of Life (EOL) and concluded Long Term Support (LTS) on
June 30, 2024. After this date, Debian no longer provides official security updates or bug fixes, making systems vulnerable.
Try this at your own risk.
gist.github.com/ishad0w/6ce1eb569c734880...#gistcomment-5812428
-
Personally, i will never understand why risk a perfectly working system for absolutely no reason, IF there is nothing you absolutely need/require. I have machines with Ubuntu 8.04 still in daily use. No internet, usually, so...
Debian 10 "Buster" reached its official End of Life (EOL) and concluded Long Term Support (LTS) on
June 30, 2024. After this date, Debian no longer provides official security updates or bug fixes, making systems vulnerable.
Try this at your own risk.
gist.github.com/ishad0w/6ce1eb569c734880...#gistcomment-5812428
-
Personally, i will never understand why risk a perfectly working system for absolutely no reason, IF there is nothing you absolutely need/require. I have machines with Ubuntu 8.04 still in daily use. No internet, usually, so...
The following user(s) said Thank You: RotarySMP
Please Log in or Create an account to join the conversation.
Moderators: piasdom
Time to create page: 0.229 seconds