- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
- tecno
-
 Topic Author
Topic Author
- Offline
- Platinum Member
-

Less
More
- Posts: 1850
- Thank you received: 127
07 Sep 2018 17:37 - 07 Sep 2018 17:54 #117198
by tecno
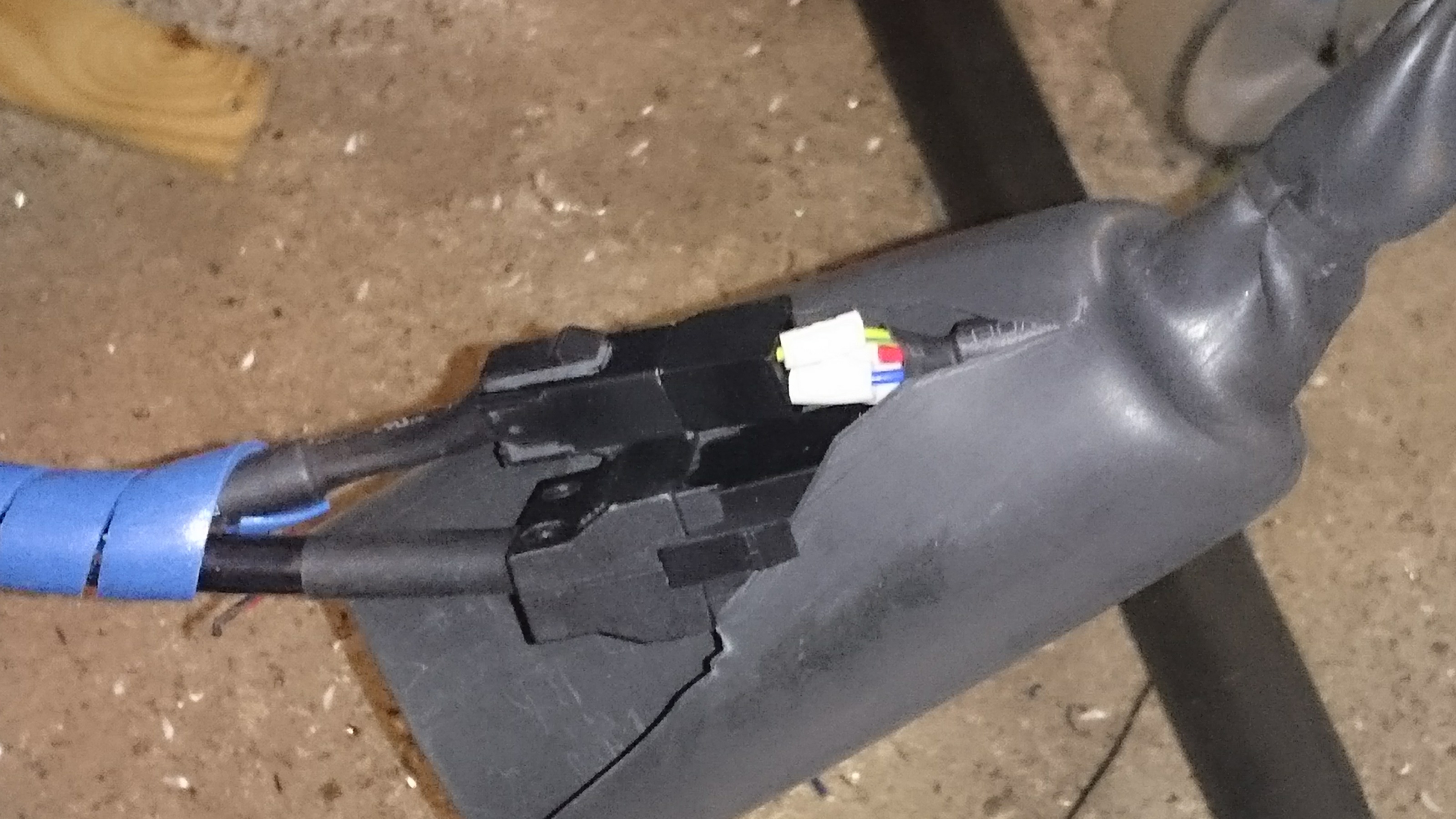
I found the error = SHIT CONNECTORS!!!!!!
From motor there is a fixed cable and ends in 4-pole connector = bad hooks !! So now I have to do something that fixes this this connection SOLID!
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
As a side note, homed all my axis and suddenly X is out of order.
Power on but not stiff as I can rotate shaft by hand = no error message on driver.
I found the error = SHIT CONNECTORS!!!!!!
From motor there is a fixed cable and ends in 4-pole connector = bad hooks !! So now I have to do something that fixes this this connection SOLID!
Last edit: 07 Sep 2018 17:54 by tecno. Reason: added jpg
Please Log in or Create an account to join the conversation.
- Hakan
- Offline
- Platinum Member
-
Less
More
- Posts: 1317
- Thank you received: 453
07 Sep 2018 17:40 #117199
by Hakan
This is not what I call code. These are hal connections.
There is no code in the comp to use anything but 2500 rpm as the max speed.
Add the four lines. Or Andy maybe has an other idea how to do it.
Replied by Hakan on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
I know, but there is no code to set different max speeds when the pin is high or low.
I added that code.
# Motor High
net motor-high-signal <= GB-2speed.0.motor-high
net motor-high-signal => hm2_7i76e.0.7i76.0.0.output-10
Gear setting 10-11-12-13 should activate above as I understood this.
This is not what I call code. These are hal connections.
There is no code in the comp to use anything but 2500 rpm as the max speed.
Add the four lines. Or Andy maybe has an other idea how to do it.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
07 Sep 2018 17:43 - 07 Sep 2018 18:01 #117201
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Will the 4 lines handle output 10 when needed?
FUNCTION(_){
int actual, message, double motor_max_speed;
int i;
// These need to be edited to suit the gearbox
int speeds[15] = {0, 80, 125, 160, 215, 270, 360, 450, 595, 750, 1000, 1191, 1500, 2500, 0x1P30};
int reqd_gear[15] = {0x0, 0x01, 0x21, 0x02, 0x22, 0x04, 0x24, 0x08, 0x28, 0x10, 0x48, 0x68, 0x50, 0x70, 0x0};
if (spindle_speed_in == 0) return;
actual = (gear_high * 0x40 + motor_high * 0x20 + gear_A * 0x10 + gear_B * 0x08 + gear_C * 0x04 + gear_D * 0x02 + gear_E * 0x01);
for (i = 0; spindle_speed_in > speeds[i] && i < 14; i++);
gear_required = reqd_gear[i];
if (gear_required == actual && gear_required != 0x0){ // We are in the right gear
spindle_enable_out = spindle_enable_in;
if (motor_high)
motor_max_speed = 2500;
else
motor_max_speed = 1450;
motor_speed_out = speeds[13] * (spindle_speed_in / speeds[i+1]);
Last edit: 07 Sep 2018 18:01 by tecno. Reason: added text
Please Log in or Create an account to join the conversation.
- Hakan
- Offline
- Platinum Member
-
Less
More
- Posts: 1317
- Thank you received: 453
08 Sep 2018 07:40 #117212
by Hakan
Replied by Hakan on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Almost, the "speed[13]" on the last line needs to be replaced as well.
Check forum.linuxcnc.org/39-pncconf/33069-help...ing?start=640#117193
If you have a different max speed than 1450 you can just change to whatever is the max speed.
Check forum.linuxcnc.org/39-pncconf/33069-help...ing?start=640#117193
If you have a different max speed than 1450 you can just change to whatever is the max speed.
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
08 Sep 2018 09:09 #117214
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Compiles but will not install
bengt@CombiMll ~/linuxcnc/configs/GB_2speed $ sudo halcompile --install GB_2speed.comp
Compiling realtime GB_2speed.c
GB_2speed.comp: In function ‘_’:
GB_2speed.comp:25:23: error: expected identifier or ‘(’ before ‘double’
GB_2speed.comp:38:20: error: ‘motor_max_speed’ undeclared (first use in this function)
GB_2speed.comp:38:20: note: each undeclared identifier is reported only once for each function it appears in
/usr/share/linuxcnc/Makefile.modinc:113: receptet för målet ”GB_2speed.o” misslyckades
make: *** [GB_2speed.o] Fel 1Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
08 Sep 2018 10:05 #117216
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
FUNCTION(_){
int actual, message, motor_max_speed;
deleted word double and now it installs.
S80 now spinning at 63rpm
int actual, message, motor_max_speed;
deleted word double and now it installs.
S80 now spinning at 63rpm
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
08 Sep 2018 10:36 - 08 Sep 2018 11:38 #117217
by tecno
I have no rpm fb only rps fb, that explaines why gmoccapy does not show rpm meter.
edit//
net spindle-vel-cmd-rpm-abs => gmoccapy.spindle_feedback_bar
Above line only gives numer correct but nothing on colored bar.
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
I have no rpm fb only rps fb, that explaines why gmoccapy does not show rpm meter.
edit//
net spindle-vel-cmd-rpm-abs => gmoccapy.spindle_feedback_bar
Above line only gives numer correct but nothing on colored bar.
Last edit: 08 Sep 2018 11:38 by tecno. Reason: added text
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
08 Sep 2018 11:52 #117219
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
I noticed one thing that must be addressed and that is to implement a delay before spindle to start.
If I command S80 and have the correct gear the spindle starts = OK
If I have wrong gear I get prompted to change gear but as soon as I get that gear close or near it starts to spin with the risk of damaging gears within the gearbox. It is in this situation a delay is a must.
How can this be done?
If I command S80 and have the correct gear the spindle starts = OK
If I have wrong gear I get prompted to change gear but as soon as I get that gear close or near it starts to spin with the risk of damaging gears within the gearbox. It is in this situation a delay is a must.
How can this be done?
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
09 Sep 2018 15:32 #117240
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Changed value 1450 to 1875 = S80 is very close to 80rpm with a few tenths over.
if (motor_high)
motor_max_speed = 2500;
else
motor_max_speed = 1875;
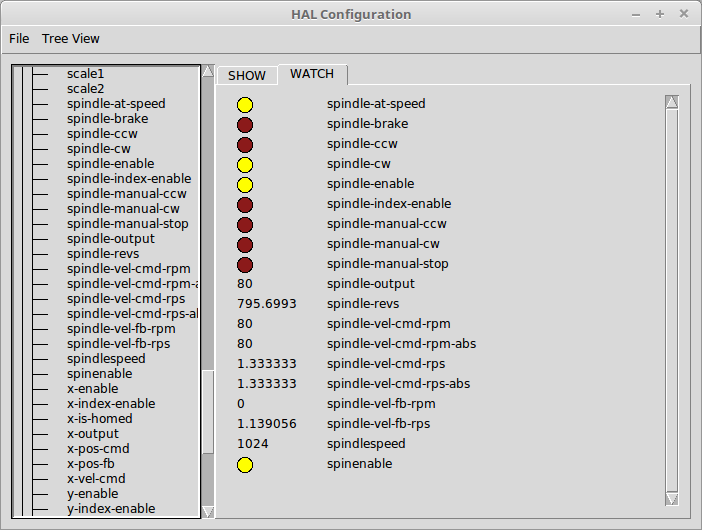
But there is other problems, see picture below

Commanded S100
suggestion is wrong gear setting
No output to VFD when High-Gear is involved
if (motor_high)
motor_max_speed = 2500;
else
motor_max_speed = 1875;
But there is other problems, see picture below
Commanded S100
suggestion is wrong gear setting
No output to VFD when High-Gear is involved
Please Log in or Create an account to join the conversation.
- tecno
-
Topic Author
- Offline
- Platinum Member
-
Less
More
- Posts: 1850
- Thank you received: 127
09 Sep 2018 16:54 #117243
by tecno
Replied by tecno on topic Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Maybe this is the right medicine to get gear ranges in place?
// These need to be edited to suit the gearbox
int speeds[13] = {80, 125, 160, 215, 270, 360, 450, 595, 750, 1000, 1190, 1500, 2500};
int reqd_gear[13] = {0x01, 0x21, 0x02, 0x22, 0x04, 0x24, 0x08, 0x28, 0x10, 0x48, 0x68, 0x50, 0x70};
for (i = 0; spindle_speed_in > speeds && i < 12; i++);
// These need to be edited to suit the gearbox
int speeds[13] = {80, 125, 160, 215, 270, 360, 450, 595, 750, 1000, 1190, 1500, 2500};
int reqd_gear[13] = {0x01, 0x21, 0x02, 0x22, 0x04, 0x24, 0x08, 0x28, 0x10, 0x48, 0x68, 0x50, 0x70};
for (i = 0; spindle_speed_in > speeds && i < 12; i++);
Please Log in or Create an account to join the conversation.
Moderators: cmorley
- Configuring LinuxCNC
- Configuration Tools
- PnCConf Wizard
- Help needed to get my 7i76E + 7i85S + 7i73 on my mill going.
Time to create page: 0.254 seconds