Work with probe
- rodw
-

- Away
- Platinum Member
-

Less
More
- Posts: 12024
- Thank you received: 4100
01 Dec 2024 07:50 #315712
by rodw
Replied by rodw on topic Work with probe
Use QTdragon, premeasure your tools including your probe and its all included.. I use a height gauge offline.
Please Log in or Create an account to join the conversation.
- chrischan
- Offline
- Junior Member
-

Less
More
- Posts: 34
- Thank you received: 2
01 Dec 2024 08:23 #315715
by chrischan
Replied by chrischan on topic Work with probe
I would like to stay at axis because I already made some own buttons, e.g. tool selection buttons.
Attachments:
Please Log in or Create an account to join the conversation.
- Jetiman
- Offline
- Junior Member
-
Less
More
- Posts: 27
- Thank you received: 2
22 Dec 2024 04:17 #317124
by Jetiman
Replied by Jetiman on topic Work with probe
Hi,
how does the "ERR pin processing" function work? I want to process the err contact
how does the "ERR pin processing" function work? I want to process the err contact
Please Log in or Create an account to join the conversation.
- Artur_1617
-
- Offline
- Premium Member
-

Less
More
- Posts: 159
- Thank you received: 5
28 Jan 2025 08:13 - 28 Jan 2025 08:17 #319982
by Artur_1617
Replied by Artur_1617 on topic Work with probe
Try to start working with probe screen but pop out this error when try to start probe cycle.
Attachments:
Last edit: 28 Jan 2025 08:17 by Artur_1617.
Please Log in or Create an account to join the conversation.
- Daz
- Offline
- New Member
-

Less
More
- Posts: 13
- Thank you received: 0
03 Mar 2025 20:08 - 03 Mar 2025 20:22 #323110
by Daz
Replied by Daz on topic Work with probe
I have a minor problem with the probe screen 2.9, and your help would be greatly appreciated.
I have got the probe screen working fine, however I have this strange bug, that the Latching functionality is not working. What I mean by that is the measurement only happens in the search mode, and the following probing at lower speed is not happening. The measurement is taken during the first approach at Search speed. The same happens with the tool offset measurement.
While I was trying to debug this, I noticed that when I increase the Latch distance to, let's say, 10mm (5mm further than the XY Clearance), the probe will move to that location after the detection at Search speed, but then it will go back to the XY Clearance position at Search speed and then complete the measurement without doing the probing at Probing speed.
I am hoping it is some silly setting I forgot to enable somewhere deep in the config file.
Please help")
Daz
I have got the probe screen working fine, however I have this strange bug, that the Latching functionality is not working. What I mean by that is the measurement only happens in the search mode, and the following probing at lower speed is not happening. The measurement is taken during the first approach at Search speed. The same happens with the tool offset measurement.
While I was trying to debug this, I noticed that when I increase the Latch distance to, let's say, 10mm (5mm further than the XY Clearance), the probe will move to that location after the detection at Search speed, but then it will go back to the XY Clearance position at Search speed and then complete the measurement without doing the probing at Probing speed.
I am hoping it is some silly setting I forgot to enable somewhere deep in the config file.
Please help
Daz
Last edit: 03 Mar 2025 20:22 by Daz.
Please Log in or Create an account to join the conversation.
- JohnnyCNC
-

- Offline
- Platinum Member
-
Less
More
- Posts: 572
- Thank you received: 115
04 Mar 2025 00:41 - 04 Mar 2025 00:43 #323116
by JohnnyCNC
Replied by JohnnyCNC on topic Work with probe
I’m using the QTDragon_HD UI and Probe Basic with a 3D probe. Hopefully this may lead you to the Ah ha moment. All values are in inches.These are the settings I have in my .ini, .hal, and qtdragon_hd.pref files..ini file
[PROBE]
# pick basic probe or versa probe or remove for none
#USE_PROBE = versaprobe
USE_PROBE = basicprobe.hal file
#3D Probe debounce & Tool-Setter-Debounce
setp debounce.2.delay 100 #this sets the delay 100 iterations of the servo-thread
addf debounce.2 servo-thread
#3d Probe
net deb-probe-in debounce.2.0.in <= hm2_7i76e.0.7i76.0.0.input-11-not
net probe-in debounce.2.0.out
net probe-in => or2.probe_in.in1
qtdragon_hd.pref
[PROBE OPTIONS]
Probe tool = 99
Probe diameter = .138
Probe rapid = 60
Probe feed = 10
Probe search = 30
Probe max travel = .3
Probe max z = .2
Probe extra depth = .1
Probe step off = .2
Probe xy clearance = .25
Probe z clearance = .25
Probe edge width = .2
Calibration offset = 0
Cal x width = 0
Cal y width = 0
Cal diameter = 0
John
[PROBE]
# pick basic probe or versa probe or remove for none
#USE_PROBE = versaprobe
USE_PROBE = basicprobe.hal file
#3D Probe debounce & Tool-Setter-Debounce
setp debounce.2.delay 100 #this sets the delay 100 iterations of the servo-thread
addf debounce.2 servo-thread
#3d Probe
net deb-probe-in debounce.2.0.in <= hm2_7i76e.0.7i76.0.0.input-11-not
net probe-in debounce.2.0.out
net probe-in => or2.probe_in.in1
qtdragon_hd.pref
[PROBE OPTIONS]
Probe tool = 99
Probe diameter = .138
Probe rapid = 60
Probe feed = 10
Probe search = 30
Probe max travel = .3
Probe max z = .2
Probe extra depth = .1
Probe step off = .2
Probe xy clearance = .25
Probe z clearance = .25
Probe edge width = .2
Calibration offset = 0
Cal x width = 0
Cal y width = 0
Cal diameter = 0
John
Last edit: 04 Mar 2025 00:43 by JohnnyCNC.
The following user(s) said Thank You: Daz
Please Log in or Create an account to join the conversation.
- Daz
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
04 Mar 2025 21:08 - 04 Mar 2025 21:10 #323182
by Daz
Replied by Daz on topic Work with probe
Thanks for this. I have added the debounce function but it didn't didn't fix the problem. I am going to keep it as it looks like a good practice.
I don't have the settings you have in the ini file. However, the probe screen I am using has a separate file, "probe_screen.pref", where it keeps the preferences. Nothing seems to be missing.
I have checked the input signal in Halshow, and I can see the signal is going ON on the first approach at search velocity, but I don't see a second signal at probing velocity. The program just concludes the measurement and uses the value from the search velocity.
I am starting to think it is some kind of bug in a macro, but if that is the case, I am sure others would experience it as well.
I am using the probe screen v2.9 from this git repository:
github.com/verser-git/probe_screen_v2.9
Here are my settings for the probe screen and a macro to measure X- position (I hope it is the correct one). Perhaps someone can spot what is wrong:
####Config file#####
[DEFAULT]
chk_signal_delay = False
ps_signal_delay = 1.5
chk_use_fine = False
chk_error_signal = False
chk_auto_rott = False
ps_offs_angle = 0.0
chk_set_zero = False
chk_arm_enable = False
enbl_remap_m6 = True
ps_metric_mode = True
ps_searchvel = 100.0
ps_probevel = 10.0
ps_z_clearance = 4.0
ps_probe_max = 15.0
ps_probe_latch = 10.0
ps_probe_diam = 1.915
ps_xy_clearance = 5.0
ps_edge_length = 5.0
ps_offs_x = 0.07874015748031495
ps_offs_y = 0.079
ps_offs_z = 19.38
ps_arm_delta_x = 0.0
ps_arm_delta_y = 0.0
setterheight = -23.7225
blockheight = -71.445
#### Example Macro ####
o<psng_xminus> sub
; BEGIN PSNG PREAMBLE
M73 ; Save and autorestore model states. This will be used only in case of error, otherwise we will invalidate it.
o<_psng_modal_save> call
o<_psng_hook> call [6]
; END PSNG PREAMBLE
; Save starting X position
#<x>=#<_x>
; Ensure we're in G90 / absolute mode
G90
; Probe X Minus
o<_psng_probe_x> call [-#<_hal[probe.ps_probe_max]>]
O1 if [#<_value> EQ -1]
M72 ; Restore modal state
(ABORT, Probe already tripped when starting G38.3 move)
O1 else if [#<_value> EQ -2]
M72 ; Restore modal state
(ABORT, Probe failed to make contact with workpiece)
O1 else if [#<_value> EQ -3]
M72 ; Restore modal state
(ABORT, Probe failed to make contact without ERR signal)
O1 endif
; Move back to starting X position
G1 X#<x> F#<_ini[TOOLSENSOR]RAPID_SPEED>
; BEGIN PSNG POSTAMBLE
M71 ; Invalidate Modal Autorestore
o<_psng_modal_restore> call
; END PSNG POSTAMBLE
o<psng_xminus> endsub
M2
I don't have the settings you have in the ini file. However, the probe screen I am using has a separate file, "probe_screen.pref", where it keeps the preferences. Nothing seems to be missing.
I have checked the input signal in Halshow, and I can see the signal is going ON on the first approach at search velocity, but I don't see a second signal at probing velocity. The program just concludes the measurement and uses the value from the search velocity.
I am starting to think it is some kind of bug in a macro, but if that is the case, I am sure others would experience it as well.
I am using the probe screen v2.9 from this git repository:
github.com/verser-git/probe_screen_v2.9
Here are my settings for the probe screen and a macro to measure X- position (I hope it is the correct one). Perhaps someone can spot what is wrong:
####Config file#####
[DEFAULT]
chk_signal_delay = False
ps_signal_delay = 1.5
chk_use_fine = False
chk_error_signal = False
chk_auto_rott = False
ps_offs_angle = 0.0
chk_set_zero = False
chk_arm_enable = False
enbl_remap_m6 = True
ps_metric_mode = True
ps_searchvel = 100.0
ps_probevel = 10.0
ps_z_clearance = 4.0
ps_probe_max = 15.0
ps_probe_latch = 10.0
ps_probe_diam = 1.915
ps_xy_clearance = 5.0
ps_edge_length = 5.0
ps_offs_x = 0.07874015748031495
ps_offs_y = 0.079
ps_offs_z = 19.38
ps_arm_delta_x = 0.0
ps_arm_delta_y = 0.0
setterheight = -23.7225
blockheight = -71.445
#### Example Macro ####
o<psng_xminus> sub
; BEGIN PSNG PREAMBLE
M73 ; Save and autorestore model states. This will be used only in case of error, otherwise we will invalidate it.
o<_psng_modal_save> call
o<_psng_hook> call [6]
; END PSNG PREAMBLE
; Save starting X position
#<x>=#<_x>
; Ensure we're in G90 / absolute mode
G90
; Probe X Minus
o<_psng_probe_x> call [-#<_hal[probe.ps_probe_max]>]
O1 if [#<_value> EQ -1]
M72 ; Restore modal state
(ABORT, Probe already tripped when starting G38.3 move)
O1 else if [#<_value> EQ -2]
M72 ; Restore modal state
(ABORT, Probe failed to make contact with workpiece)
O1 else if [#<_value> EQ -3]
M72 ; Restore modal state
(ABORT, Probe failed to make contact without ERR signal)
O1 endif
; Move back to starting X position
G1 X#<x> F#<_ini[TOOLSENSOR]RAPID_SPEED>
; BEGIN PSNG POSTAMBLE
M71 ; Invalidate Modal Autorestore
o<_psng_modal_restore> call
; END PSNG POSTAMBLE
o<psng_xminus> endsub
M2
Last edit: 04 Mar 2025 21:10 by Daz.
Please Log in or Create an account to join the conversation.
- Daz
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
04 Mar 2025 21:46 #323187
by Daz
Replied by Daz on topic Work with probe
OK, I think I now understand how the macros are structured. Here is the main macro responsible for probing. I am now trying to understand it and debug it. Any help is much appreciated
Attachments:
Please Log in or Create an account to join the conversation.
- Daz
- Offline
- New Member
-
Less
More
- Posts: 13
- Thank you received: 0
04 Mar 2025 22:04 - 04 Mar 2025 22:17 #323189
by Daz
Replied by Daz on topic Work with probe
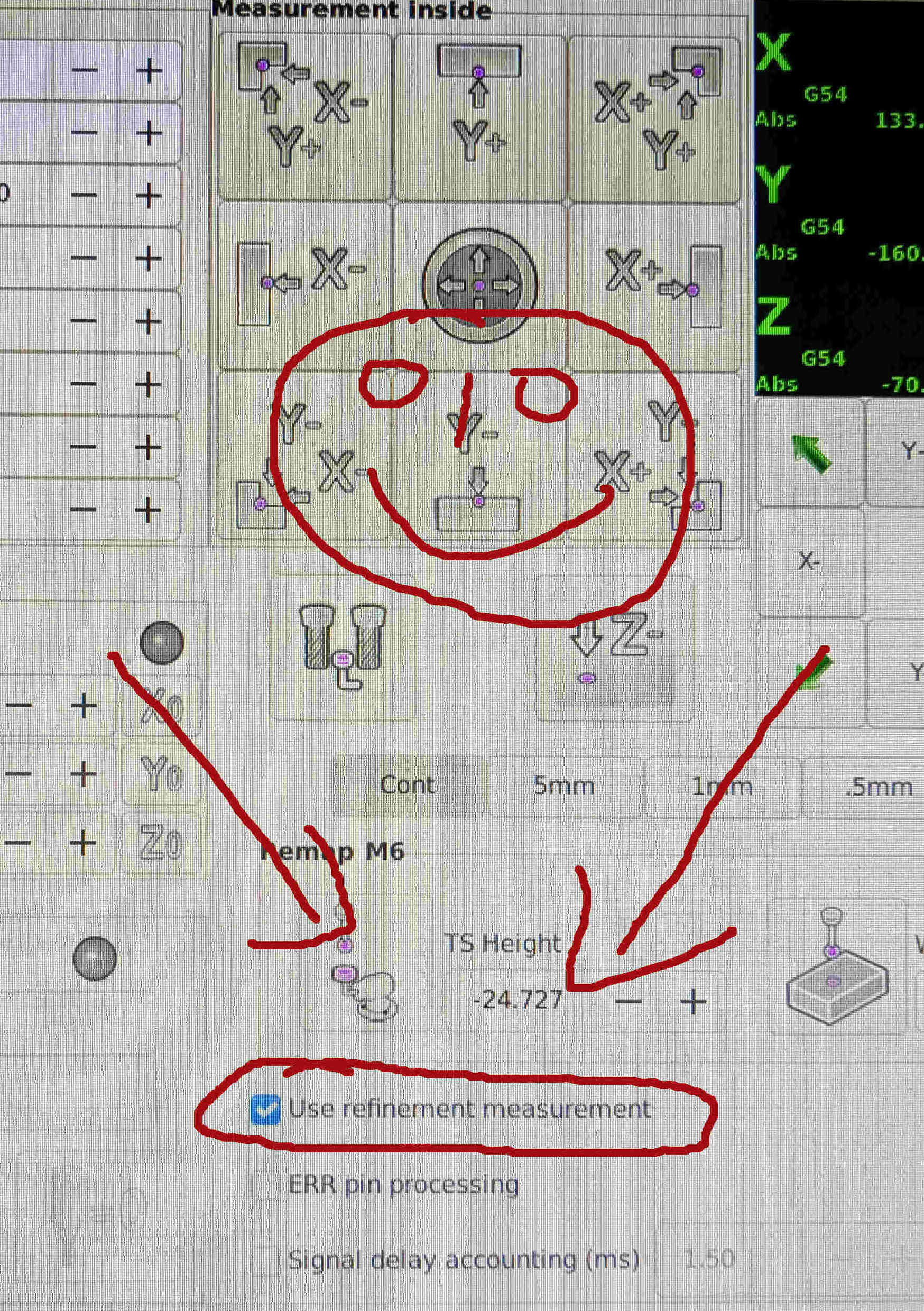
Found it! And at the end, it was a simple option to tick.
While I was analysing the macro, I came across this lovely if statement:
;Check for refinement measurement
O7 if [#<_hal[probe.chk_use_fine]> GT 0]
And after checking the screen, here it is: "Use refinement measurement". After checking the option, there is a second probing action at probing velocity. Problem solved!
While I was analysing the macro, I came across this lovely if statement:
;Check for refinement measurement
O7 if [#<_hal[probe.chk_use_fine]> GT 0]
And after checking the screen, here it is: "Use refinement measurement". After checking the option, there is a second probing action at probing velocity. Problem solved!
Attachments:
Last edit: 04 Mar 2025 22:17 by Daz.
Please Log in or Create an account to join the conversation.
- JohnnyCNC
-
- Offline
- Platinum Member
-
Less
More
- Posts: 572
- Thank you received: 115
04 Mar 2025 22:29 #323191
by JohnnyCNC
Replied by JohnnyCNC on topic Work with probe
Glad you got it. I'm using Basic Probe with QTDragon_HD. There is also Probe_Basic and Versa Probe which I think is what you are using. It looks like you are using the GMOCCAPY UI.
Please Log in or Create an account to join the conversation.
Time to create page: 0.225 seconds