Search Results (Searched for: )
- Hakan
- Hakan
19 Aug 2025 07:53
Replied by Hakan on topic EtherCAT RC Servo Motor & PWM Output Interface Board
EtherCAT RC Servo Motor & PWM Output Interface Board
Category: Show Your Stuff
- meister
- meister
19 Aug 2025 07:42
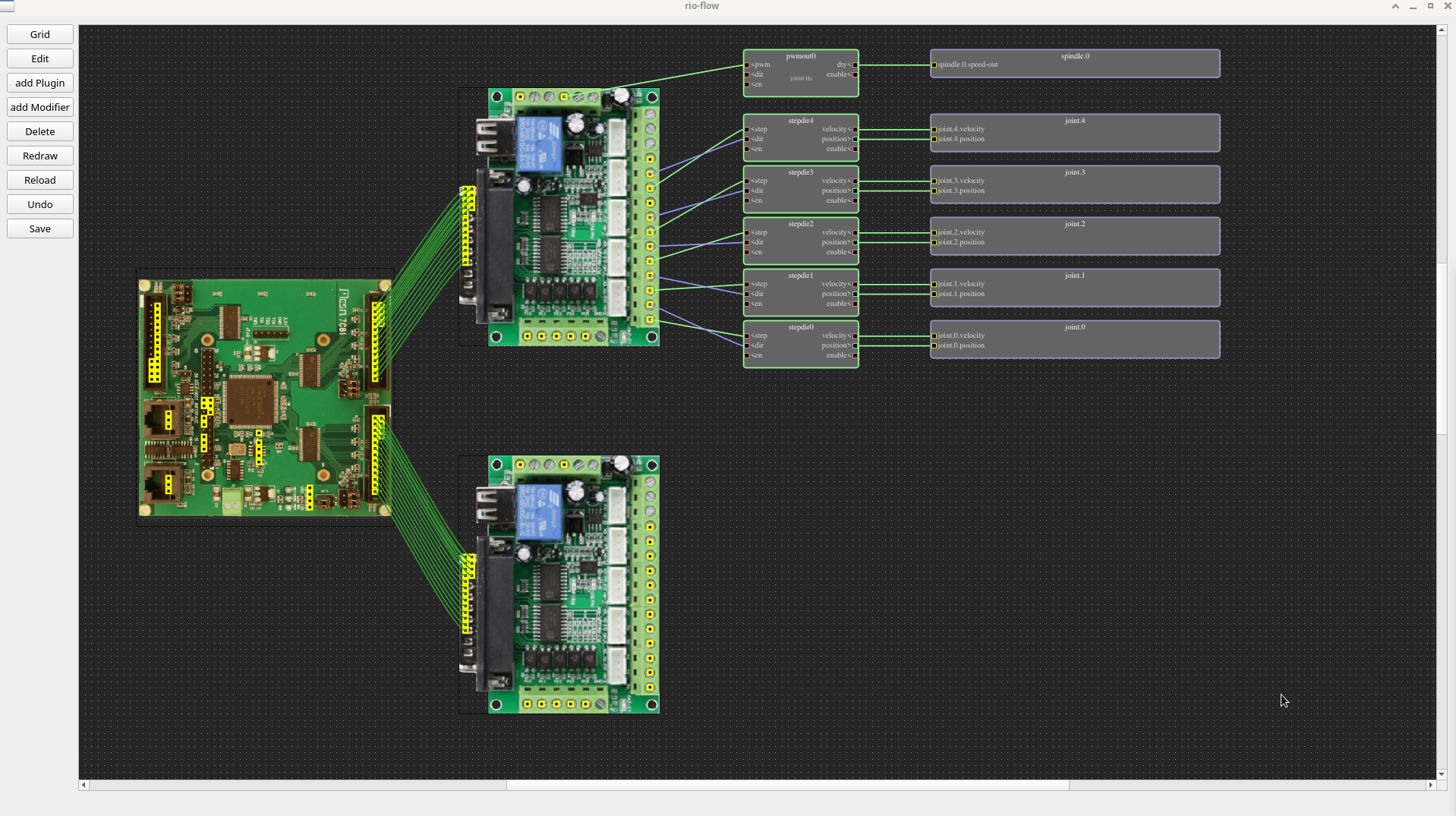
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- unknown
- unknown
19 Aug 2025 07:21
Replied by unknown on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- rodw

19 Aug 2025 07:20
Replied by rodw on topic pc for linuxcnc using ethercad and Mesa
pc for linuxcnc using ethercad and Mesa
Category: Computers and Hardware
- rodw
19 Aug 2025 07:18
Replied by rodw on topic ARE YOU KIDDING ME YOUTUBE !!!
ARE YOU KIDDING ME YOUTUBE !!!
Category: Off Topic and Test Posts
- meister
- meister
19 Aug 2025 07:15
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- rodw
19 Aug 2025 07:12
Replied by rodw on topic Compleatly off line Voron image possible ?
Compleatly off line Voron image possible ?
Category: Additive Manufacturing
- unknown
- unknown
19 Aug 2025 07:09
Replied by unknown on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- rodw
19 Aug 2025 07:05
Replied by rodw on topic Carousel ATC setup on Probe Basic
Carousel ATC setup on Probe Basic
Category: QtPyVCP
- besriworld
- besriworld
19 Aug 2025 06:04
Replied by besriworld on topic Mini wannabe datron build
Mini wannabe datron build
Category: CNC Machines
") .
.- Daan96
- Daan96
19 Aug 2025 05:57

- emresensoy
- emresensoy
19 Aug 2025 05:47
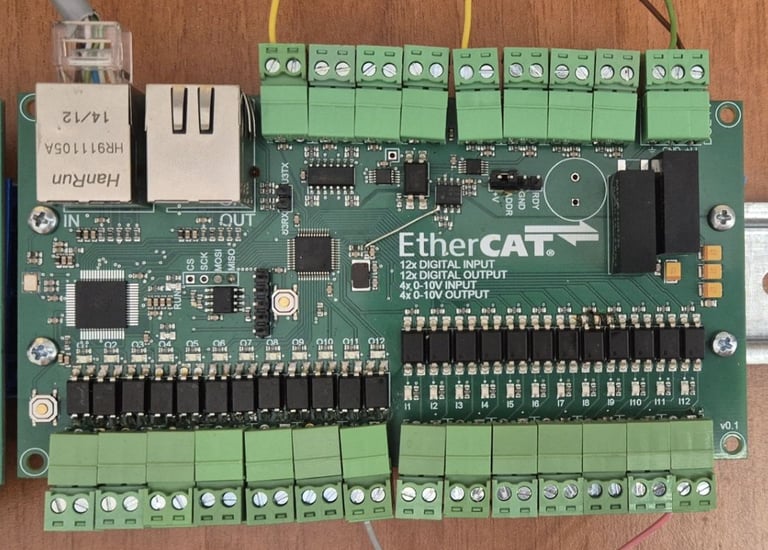
EtherCAT Isolated Digital & Analog IO Board was created by emresensoy
EtherCAT Isolated Digital & Analog IO Board
Category: Show Your Stuff
- emresensoy
- emresensoy
19 Aug 2025 05:45
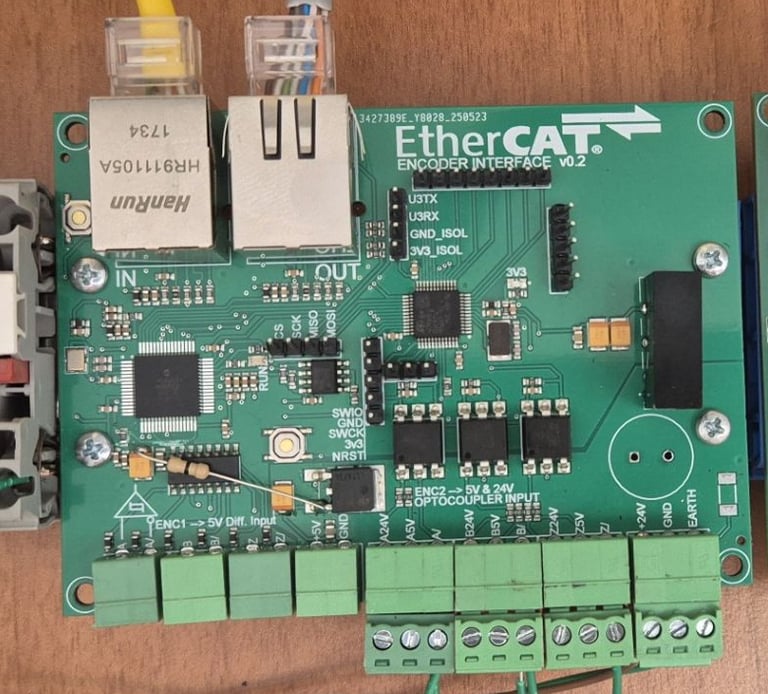
EtherCAT Incremental Encoder Interface Board was created by emresensoy
EtherCAT Incremental Encoder Interface Board
Category: Show Your Stuff
- meister
- meister
19 Aug 2025 05:15 - 19 Aug 2025 05:16
Replied by meister on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
- ant0ny
- ant0ny
19 Aug 2025 04:22 - 19 Aug 2025 06:15
Replied by ant0ny on topic Stepper motors running rough after re install
Stepper motors running rough after re install
Category: Basic Configuration
Time to create page: 1.164 seconds