Search Results (Searched for: )
- rodw

18 Aug 2025 07:15
Replied by rodw on topic qt_auto_probe_tool with large tool offset
qt_auto_probe_tool with large tool offset
Category: Mill Library
- rodw
18 Aug 2025 07:12
- rodw
18 Aug 2025 07:10
Replied by rodw on topic Axis gui no tool table or program editor.
Axis gui no tool table or program editor.
Category: General LinuxCNC Questions
- emresensoy
- emresensoy
18 Aug 2025 06:34
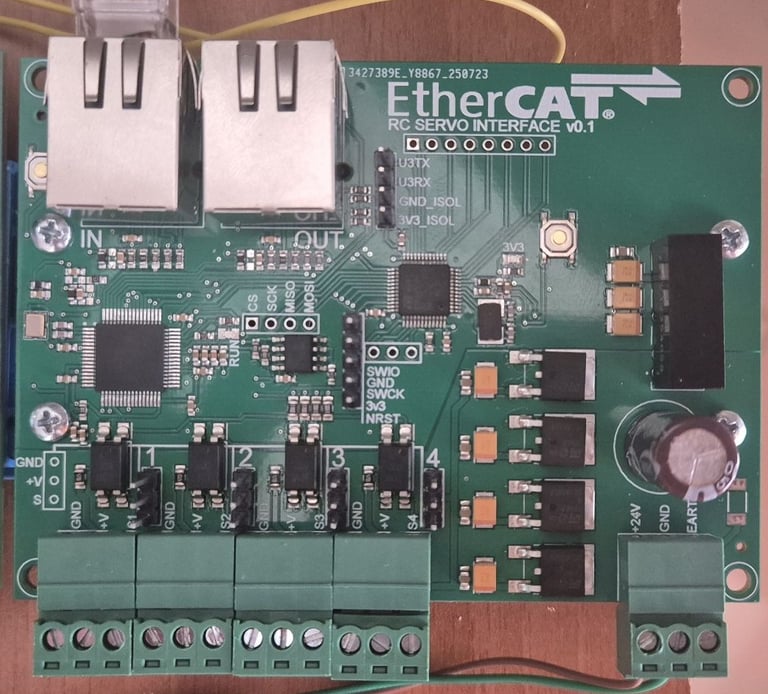
EtherCAT RC Servo Motor & PWM Output Interface Board was created by emresensoy
EtherCAT RC Servo Motor & PWM Output Interface Board
Category: Show Your Stuff
- Darium
- Darium
18 Aug 2025 05:26
Replied by Darium on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- f355

18 Aug 2025 05:08
Replied by f355 on topic Z probe and tool setter combo
Z probe and tool setter combo
Category: Basic Configuration
") but that's obviously not a solution). The same goes for measuring the end mill length.
but that's obviously not a solution). The same goes for measuring the end mill length.- unknown
- unknown
18 Aug 2025 04:16
Replied by unknown on topic getting started , latency and breakout board questions
getting started , latency and breakout board questions
Category: General LinuxCNC Questions
- PCW

18 Aug 2025 03:26
- PCW
18 Aug 2025 03:22
Replied by PCW on topic Issues with MESA 7976eu analog-in
Issues with MESA 7976eu analog-in
Category: Driver Boards
- SebastianM
- SebastianM
18 Aug 2025 01:37
Replied by SebastianM on topic Issues with MESA 7976eu analog-in
Issues with MESA 7976eu analog-in
Category: Driver Boards

- PCW
18 Aug 2025 00:14
Replied by PCW on topic extra axis on 7i96 with bob
extra axis on 7i96 with bob
Category: Driver Boards
- Jonathan_H
- Jonathan_H
18 Aug 2025 00:07
Replied by Jonathan_H on topic System hangs repeatedly with certain combinations of operations
System hangs repeatedly with certain combinations of operations
Category: General LinuxCNC Questions
- Chock
- Chock
18 Aug 2025 00:06
Replied by Chock on topic getting started , latency and breakout board questions
getting started , latency and breakout board questions
Category: General LinuxCNC Questions
- unknown
- unknown
17 Aug 2025 23:28
Replied by unknown on topic getting started , latency and breakout board questions
getting started , latency and breakout board questions
Category: General LinuxCNC Questions
Time to create page: 0.475 seconds