Search Results (Searched for: )
- MacKaye
- MacKaye
26 Jun 2025 07:22
Replied by MacKaye on topic Weiler DZ26 Millturn Conversion
Weiler DZ26 Millturn Conversion
Category: Turning
- Aciera

26 Jun 2025 06:59 - 26 Jun 2025 07:11
- Aciera
26 Jun 2025 06:39
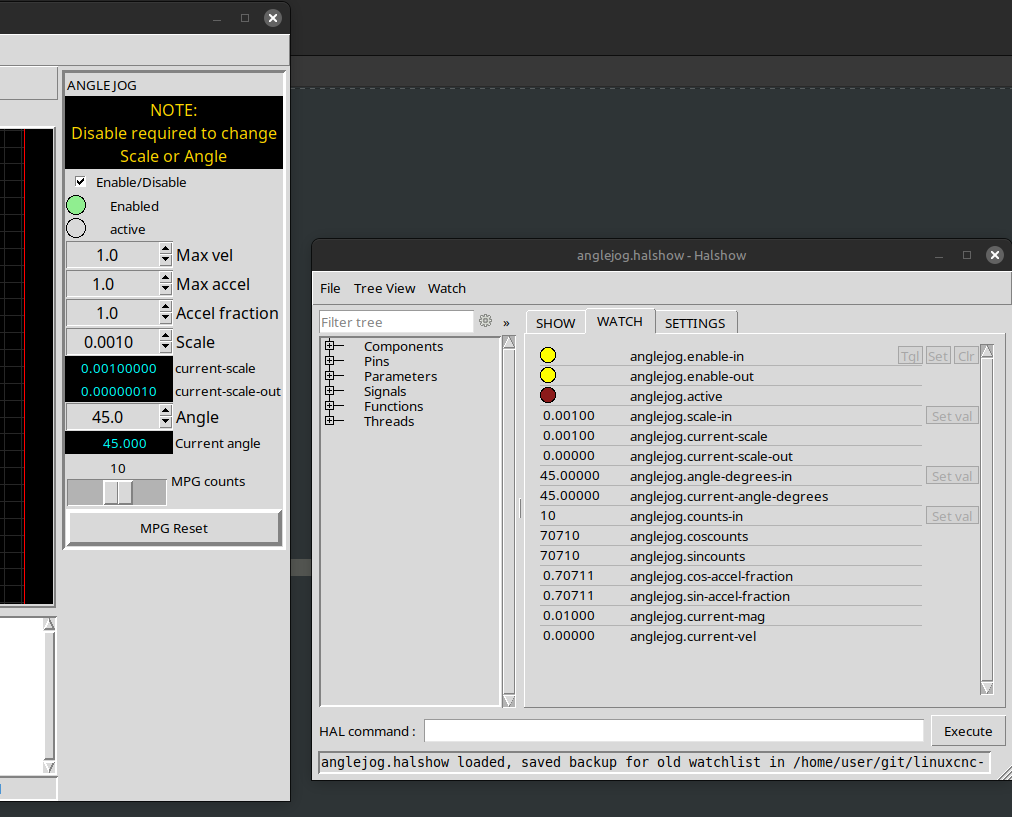
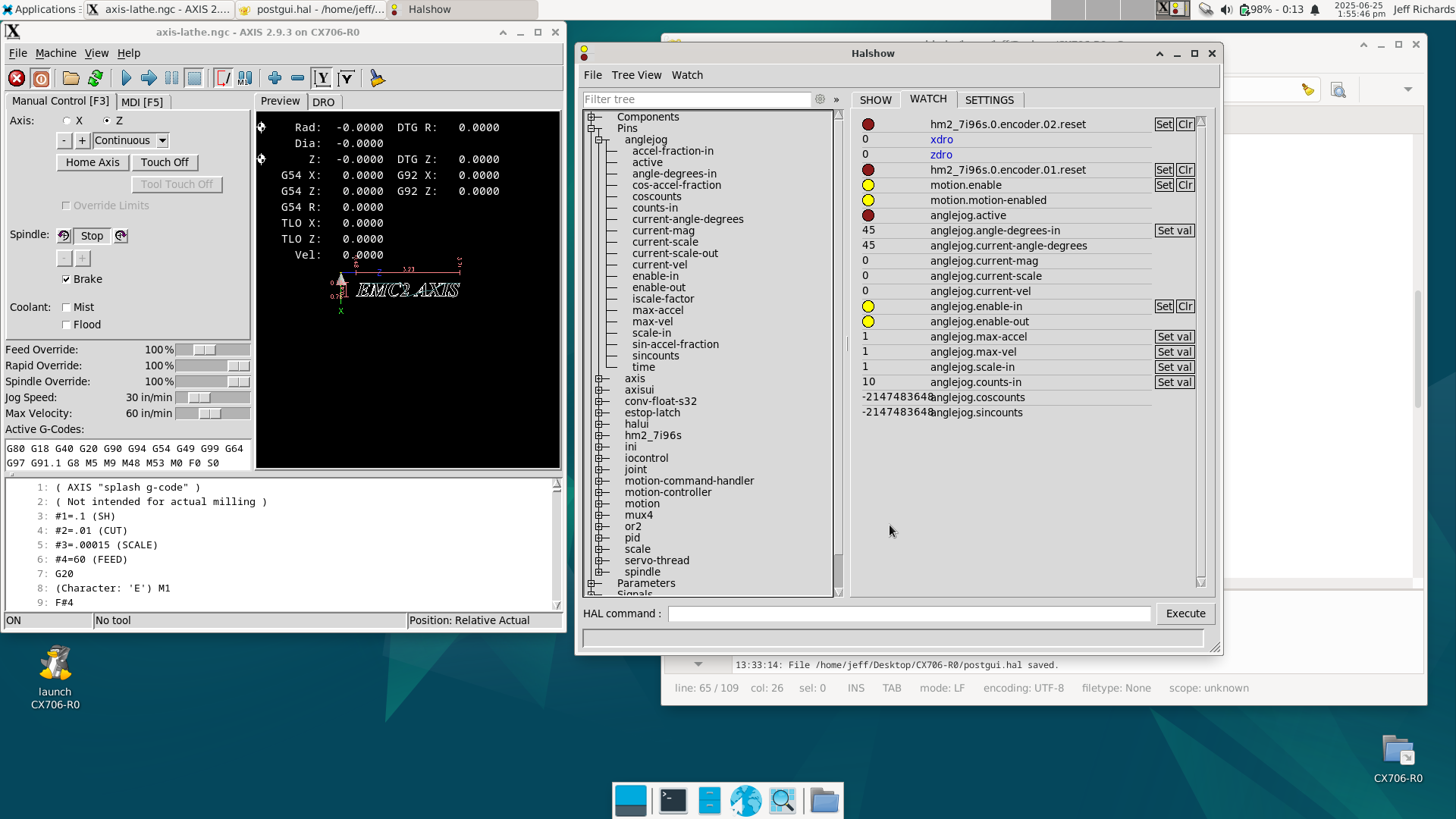
Replied by Aciera on topic Emulating lathe compound angle via manipulation of X & Z drives
Emulating lathe compound angle via manipulation of X & Z drives
Category: HAL Examples
- Daan96
- Daan96
26 Jun 2025 06:12 - 26 Jun 2025 06:18
- jimmyrig
- jimmyrig
26 Jun 2025 04:30
- PCW

25 Jun 2025 23:07 - 25 Jun 2025 23:10
- tommylight

25 Jun 2025 22:21
- LucDav
- LucDav
25 Jun 2025 22:10 - 25 Jun 2025 22:13
- PCW
25 Jun 2025 21:26
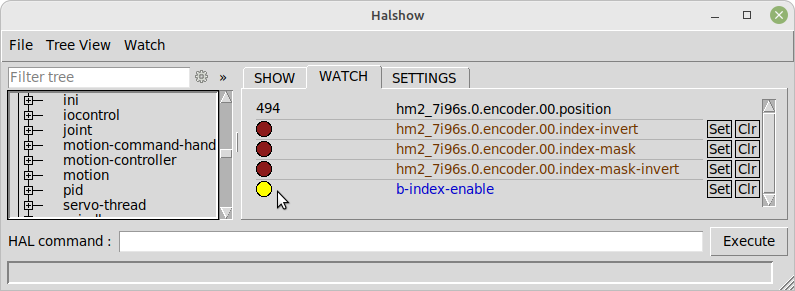
Replied by PCW on topic homing with Phase Z encoder on MESA 7i96s
homing with Phase Z encoder on MESA 7i96s
Category: Advanced Configuration
- PCW
25 Jun 2025 20:29
Replied by PCW on topic Mesa 7i96s step/dir issues
Mesa 7i96s step/dir issues
Category: Driver Boards
- RyanB

25 Jun 2025 20:14
Replied by RyanB on topic Mesa 7i96s step/dir issues
Mesa 7i96s step/dir issues
Category: Driver Boards
- PCW
25 Jun 2025 19:50
Replied by PCW on topic Lo ejes dejaron de moverse
Lo ejes dejaron de moverse
Category: General LinuxCNC Questions
- Johnnysacalu
- Johnnysacalu
25 Jun 2025 19:04 - 25 Jun 2025 19:14
Replied by Johnnysacalu on topic Lo ejes dejaron de moverse
Lo ejes dejaron de moverse
Category: General LinuxCNC Questions
- slowpoke
- slowpoke
25 Jun 2025 18:38
Replied by slowpoke on topic Emulating lathe compound angle via manipulation of X & Z drives
Emulating lathe compound angle via manipulation of X & Z drives
Category: HAL Examples
- JackRay
- JackRay
25 Jun 2025 17:38 - 25 Jun 2025 17:42
Replied by JackRay on topic homing with Phase Z encoder on MESA 7i96s
homing with Phase Z encoder on MESA 7i96s
Category: Advanced Configuration
Time to create page: 3.781 seconds