Search Results (Searched for: )
- Murphy
- Murphy
05 May 2025 17:55 - 05 May 2025 17:57
Replied by Murphy on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- grijalvap

05 May 2025 17:50 - 05 May 2025 17:51
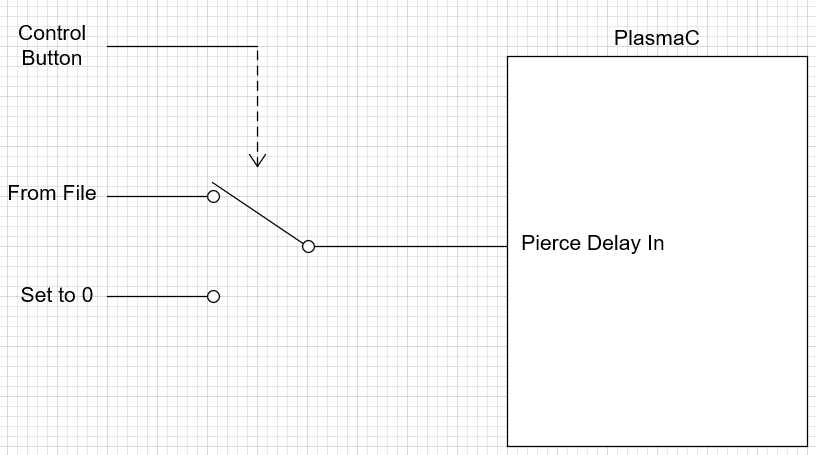
Replied by grijalvap on topic Zero Pierce delay After pierce Only
Zero Pierce delay After pierce Only
Category: Plasmac
- vre
- vre
05 May 2025 17:27
Replied by vre on topic XHC-HB04 wireless MPG pendant HAL module
XHC-HB04 wireless MPG pendant HAL module
Category: HAL
- kbec
- kbec
05 May 2025 17:15
Replied by kbec on topic Probe Basic Documentation and Installation... Start Here!!!
Probe Basic Documentation and Installation... Start Here!!!
Category: QtPyVCP
- Spyderbreath

05 May 2025 16:58 - 05 May 2025 22:59
Replied by Spyderbreath on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Farzad
- Farzad
05 May 2025 16:56
- Farzad
- Farzad
05 May 2025 16:23
- vre
- vre
05 May 2025 15:00
- DarkPhoinix
- DarkPhoinix
05 May 2025 13:34 - 05 May 2025 16:08
Replied by DarkPhoinix on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
- Groovecooper1

05 May 2025 13:33
Replied by Groovecooper1 on topic Need help with Linux 2.5 on a CNC lathe
Need help with Linux 2.5 on a CNC lathe
Category: General LinuxCNC Questions
- Todd Zuercher

05 May 2025 13:21
Replied by Todd Zuercher on topic Change Tool Offsets after editing the Tool Table
Change Tool Offsets after editing the Tool Table
Category: Gmoccapy
- DarkPhoinix
- DarkPhoinix
05 May 2025 13:19 - 05 May 2025 13:26
Replied by DarkPhoinix on topic TB6560 jp-1635a driver pin connection to NVEM v5
TB6560 jp-1635a driver pin connection to NVEM v5
Category: Driver Boards
- vre
- vre
05 May 2025 13:11
- jochen91
- jochen91
05 May 2025 13:09
Replied by jochen91 on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Category: Advanced Configuration
- snowgoer540

05 May 2025 12:29
Replied by snowgoer540 on topic Zero Pierce delay After pierce Only
Zero Pierce delay After pierce Only
Category: Plasmac
Time to create page: 0.383 seconds