- Configuring LinuxCNC
- Advanced Configuration
- Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
- Aciera
-

- Away
- Administrator
-

Less
More
- Posts: 4754
- Thank you received: 2134
04 May 2025 15:05 #327681
by Aciera
Something I noticed looking at example #11 in the doosan manual:
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T06006 (SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT - 0.75 SOLID CARBIDE END MILL)
N10 T07000 (STAGE NEXT TOOL)
N11 M101 (LIVE B-AXIS SPINDLE - UNCLAMPED)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M35 (LEFT SPINDLE C-AXIS MODE ON)
N17 G00 G28 H0.0 (ZERO RETURN C-AXIS)
N18 G97 S1500 M03 P12 (DIRECT RPM MODE - 500 RPM - B-AXIS SPINDLE CLOCKWISE)
N19 G00 C0.0
N20 G00 X8.0 Z4.0 (POSITION TO SAFE CLEARANCE)
N21 M89 (C-AXIS CLAMP)
N22 G00 Z1.0
(POSITION TO START POINT)
N23 X6.0
N24 Z-0.25
N25 Y-2.5
(MILL HEX FLAT AT C0.0)
N26 G01 X3.5 F0.0075
N27 Y2.5
N28 G00 X6.0
N29 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C45.0)
N30 G00 C45.0
N31 M89 (C-AXIS CLAMP)
N32 Y-2.5
N33 G01 X3.5 F0.0075
N34 Y2.5
N35 G00 X6.0
N36 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C90.0)
N37 G00 C90.0
N38 M89 (C-AXIS CLAMP)
N39 Y-2.5
N40 G01 X3.5 F0.0075
N41 Y2.5
N42 G00 X6.0
N43 M90 (C-AXIS UNCLAMP)
Note that in LinuxCNC G18 (and also G19) do not rotate the coordinate system but only the interpolation plane for arcs. This means that in Linuxcnc you cannot use 'G18' to change Z axis direction as the example code seems to imply. Instead you will have to use the 'Tilted work plane' codes to be able to use 'normal' xyz gcode (where xy is perpendicular to the tool rotational axis).
Replied by Aciera on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
I stumpeled across this pdf. Its from a Doosan Mill but it has the same construction as the Mazak and a PP is already there in Fusion.
Something I noticed looking at example #11 in the doosan manual:
Warning: Spoiler!
(PREPARATION FOR START OF PROGRAM)
(INITIALIZE - RAPID, ZX PLANE, TNR COMP CANCEL, TLO CANCEL, CYCLE CANCEL, UPR FEED)
N1 G00 G18 G40 G49 G80 G99
N2 G00 G28 U0.0 V0.0 (ZERO RETURN X-AXIS & Y-AXIS)
N3 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N4 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N5 G490 S0 (EXPLICIT B-AXIS SPINDLE ORIENTATION FOR TOOL CHANGE)
N6 G00 B-90.0 (EXPLICIT B-AXIS POSITIONING FOR TOOL CHANGE)
N7 M01
(PREPARATION FOR START OF OPERATION)
N8 G54 (WORK COORDINATE SELECTION)
N9 M06 T06006 (SANDVIK C6 ER32 COLLET HOLDER THRU COOLANT - 0.75 SOLID CARBIDE END MILL)
N10 T07000 (STAGE NEXT TOOL)
N11 M101 (LIVE B-AXIS SPINDLE - UNCLAMPED)
N12 G00 G28 W0.0 (ZERO RETURN Z-AXIS)
N13 G00 G28 B0.0 (ZERO RETURN B-AXIS)
N14 M138 (SHOWER BED COOLANT ON)
N15 M126 (COOLANT THROUGH TOOL ON)
N16 M35 (LEFT SPINDLE C-AXIS MODE ON)
N17 G00 G28 H0.0 (ZERO RETURN C-AXIS)
N18 G97 S1500 M03 P12 (DIRECT RPM MODE - 500 RPM - B-AXIS SPINDLE CLOCKWISE)
N19 G00 C0.0
N20 G00 X8.0 Z4.0 (POSITION TO SAFE CLEARANCE)
N21 M89 (C-AXIS CLAMP)
N22 G00 Z1.0
(POSITION TO START POINT)
N23 X6.0
N24 Z-0.25
N25 Y-2.5
(MILL HEX FLAT AT C0.0)
N26 G01 X3.5 F0.0075
N27 Y2.5
N28 G00 X6.0
N29 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C45.0)
N30 G00 C45.0
N31 M89 (C-AXIS CLAMP)
N32 Y-2.5
N33 G01 X3.5 F0.0075
N34 Y2.5
N35 G00 X6.0
N36 M90 (C-AXIS UNCLAMP)
(MILL HEX FLAT AT C90.0)
N37 G00 C90.0
N38 M89 (C-AXIS CLAMP)
N39 Y-2.5
N40 G01 X3.5 F0.0075
N41 Y2.5
N42 G00 X6.0
N43 M90 (C-AXIS UNCLAMP)
Note that in LinuxCNC G18 (and also G19) do not rotate the coordinate system but only the interpolation plane for arcs. This means that in Linuxcnc you cannot use 'G18' to change Z axis direction as the example code seems to imply. Instead you will have to use the 'Tilted work plane' codes to be able to use 'normal' xyz gcode (where xy is perpendicular to the tool rotational axis).
The following user(s) said Thank You: besriworld
Please Log in or Create an account to join the conversation.
- jochen91
- Offline
- Senior Member
-

Less
More
- Posts: 65
- Thank you received: 20
04 May 2025 18:00 - 04 May 2025 18:10 #327697
by jochen91
Replied by jochen91 on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
The B Axis can be locked but also rotate freely for full simulatanious 5 axis milling.
The milling spindle in the B-axis can be locked in 12 positions for broaching and turning or rotate freely as a milling spindle.
I don't THINK that TCP needs to be applied for turning. To be honest im not particular sure. I know from a metal working perspective that an endmill can have z and x tool-offsets and turning tools can have x/y/and z. How and if that needs to be incorperated into the kinematic...?
Here is a link to see the machine in operation to get a better understanding what is possible:
Machining starts at roughly 4:51
Its a rather simple part for a Millturn but it gives at least a rough understanding of the operation of such a machine.
Tomorrow i wil work more with Fusion and the Doosan millturn PP and see what else of proprietary G-code will be posted.
The milling spindle in the B-axis can be locked in 12 positions for broaching and turning or rotate freely as a milling spindle.
I don't THINK that TCP needs to be applied for turning. To be honest im not particular sure. I know from a metal working perspective that an endmill can have z and x tool-offsets and turning tools can have x/y/and z. How and if that needs to be incorperated into the kinematic...?
Here is a link to see the machine in operation to get a better understanding what is possible:
Warning: Spoiler!
Machining starts at roughly 4:51
Its a rather simple part for a Millturn but it gives at least a rough understanding of the operation of such a machine.
Tomorrow i wil work more with Fusion and the Doosan millturn PP and see what else of proprietary G-code will be posted.
Last edit: 04 May 2025 18:10 by jochen91.
The following user(s) said Thank You: besriworld
Please Log in or Create an account to join the conversation.
- jochen91
- Offline
- Senior Member
-
Less
More
- Posts: 65
- Thank you received: 20
05 May 2025 07:47 - 05 May 2025 07:52 #327741
by jochen91
Replied by jochen91 on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
I did model up a test piece in Fusion:
The machine type selected in the PP was PUMA MX.
It look like only G400/G368/G17 and G18 is used.You said that G17,G18 and G368 can be replaced with G68.3 and G53.1 which i understand, but what about G400 ? (Functionality is documented in the .pdf). I think if those GCodes changes are implemented into the PP. The Doosan PP is sorta ready for LCNC (besides various M-codes).I can't test the TCP behavior of the PP since i don't have the manufacturing extension for Fusion.
Kind regards,
Jochen
The machine type selected in the PP was PUMA MX.
Warning: Spoiler!
%
O1001
G0 G18 G21 G40 G54 G80 G99
N1(TURNING)
G0 G28 U0. V0.
G53 Z0.
M90
G54
G99 G18 M34
G50 S5000
T0200
M6 T0200
T0100 (NEXT TOOL)
T0202
M8
G97 S374 M3 P11
G400 B0. J1. R3.
G0 Z5.
X170. Y0.
G96 S200 M3 P11
Z2.5
X140.
G1 Z-130.327 F1.
X150. Z-135.327
X152. Z-134.327
G0 Z2.5
X130.
G1 Z-125.327
X140. Z-130.327
X142. Z-129.327
G0 Z2.5
X120.
G1 Z-120.327
X130. Z-125.327
X132. Z-124.327
G0 Z2.5
X110.
G1 Z-115.327
X120. Z-120.327
X122. Z-119.327
G0 Z2.5
X100.
G1 Z-110.327
X110. Z-115.327
X112. Z-114.327
G0 Z2.5
X90.1
G1 Z-105.377
X100. Z-110.327
X102. Z-109.327
G0 Z2.5
X80.2
G1 Z-100.427
X90.1 Z-105.377
X92.1 Z-104.377
G0 X170.
Z5.
G97 S374 M3 P11
M9
G28 U0. V0.
G53 Z0.
N2(POCKET45)
G28 U0. V0.
G53 Z0.
M5 P11
G54
G98 G19 M35
G0 G28 H0.
M89
M6 T0100
T0300 (NEXT TOOL)
T0101
M8
G97 S5000 M3 P12
M90
G368 X0. Z0. D1. B-45. W1
G0 C90.
M89
G0 X-43.934 Y9.495 Z-127.988
X-73.934
G1 X-78.934 F333.33
X-112.358
X-112.729 Y9.512 Z-128.012
X-113.064 Y9.566 Z-128.078
X-113.196 Y9.614 Z-128.124
X-113.329 Y9.667 Z-128.163
X-113.414 Y9.74 Z-128.205
X-113.5 Y9.818 Z-128.236
X-113.529 Y9.908 Z-128.257
X-113.558 Y10. Z-128.264
Y10.666 F1000.
G3 Y10.985 Z-127.945 J0. K0.319
G1 Z-126.613
G3 Y10.666 Z-126.294 J-0.319 K0.
G1 Y-10.666
G3 Y-10.985 Z-126.613 J0. K-0.319
G1 Z-127.945
G3 Y-10.666 Z-128.264 J0.319 K0.
G1 Y10.
G2 Y11.426 Z-129.057 J0. K-1.679
G3 Y12.895 Z-129.01 J0.721 K0.448
Y12.995 Z-128.609 J-0.748 K0.4
G1 Z-124.603
G3 Y12.676 Z-124.284 J-0.319 K0.
G1 Y-12.676
G3 Y-12.995 Z-124.603 J0. K-0.319
G1 Z-129.955
G3 Y-12.676 Z-130.274 J0.319 K0.
G1 Y12.676
G3 Y12.995 Z-129.955 J0. K0.319
G1 Z-128.609
G2 Y14.748 Z-125.981 J2.848 K0.
G3 Y16.5 Z-123.352 J-1.095 K2.629
G1 Z-122.279
G3 Y15. Z-120.779 J-1.5 K0.
G1 Y-15.
G3 Y-16.5 Z-122.279 J0. K-1.5
G1 Z-132.279
G3 Y-15. Z-133.779 J1.5 K0.
G1 Y15.
G3 Y16.5 Z-132.279 J0. K1.5
G1 Z-123.352
X-113.529 Y16.49 Z-123.26
X-113.5 Y16.466 Z-123.17
X-113.414 Y16.433 Z-123.094
X-113.329 Y16.388 Z-123.023
X-113.196 Y16.346 Z-122.972
X-113.064 Y16.299 Z-122.925
X-112.729 Y16.231 Z-122.874
X-112.358 Y16.206 Z-122.859
G0 X-43.934
M5 P12
M90
M9
G28 U0. V0.
G53 Z0.
G369
N3(DRILLING 2D POCKET45)
G28 U0. V0.
G53 Z0.
G54
G98 G19
G0 G28 H0.
M89
M6 T0300
T0100 (NEXT TOOL)
T0303
M8
G97 S5000 M3 P12
M90
G368 X0. Z0. D1. B-45. W3
G0 C90.
M89
G0 X136.066 Y0. Z-127.279
X116.066
X-104.558
G1 X-144.558 F1000.
G0 X116.066
X136.066
M5 P12
M90
M9
G28 U0. V0.
G53 Z0.
G369
N4(HEX_MILLING IN XY)
G28 U0. V0.
G53 Z0.
G54
G98 G17
G0 G28 H0.
M89
M6 T0100
T0200 (NEXT TOOL)
T0101
M8
G97 S5000 M3 P12
M90
G400 B-90. J0.
M101
G0 C0.
M89
G0 X-1.2 Y44.8 Z15.
Z5.
G1 Z1. F333.33
Z-29.4
G19 G2 Y44.2 Z-30. J-0.6 K0. F1000.
G1 Y43.6
G17 G3 X0. Y43. I0.6 J0.
G2 X3. Y42.598 I0. J-3.
G1 X72.282 Y22.598
G2 X75.282 Y20. I-1.5 J-2.598
G1 Y-20.
G2 X72.282 Y-22.598 I-3. J0.
G1 X3. Y-42.598
G2 X-3. I-1.5 J2.598
G1 X-72.282 Y-22.598
G2 X-75.282 Y-20. I1.5 J2.598
G1 Y20.
G2 X-72.282 Y22.598 I3. J0.
G1 X-3. Y42.598
G2 X0. Y43. I1.5 J-2.598
G3 X1.2 Y43.6 I0. J0.6
G1 Y44.2
G19 G3 Y44.8 Z-29.4 J0. K0.6
G0 Z15.
(HEX_MILLING_C_AXIS)
M90
G400 B0. J0.
M101
G0 C120.
M89
G1 X180. Y-21.2 Z-27. F12000.
G0 X160.
G1 X152. F333.33
X70.482
G17 G2 X69.282 Y-20.6 I0. J0.6 F1000.
G1 Y-20.
Y20.
Y20.6
G2 X70.482 Y21.2 I0.6 J0.
G0 X180.
(HEX_MILLING_C_AXIS)
M90
G400 B0. J0.
M101
G0 C180.
M89
G1 X180. Y-21.2 Z-27. F12000.
G0 X160.
G1 X152. F333.33
X70.482
G2 X69.282 Y-20.6 I0. J0.6 F1000.
G1 Y-20.
Y20.
Y20.6
G2 X70.482 Y21.2 I0.6 J0.
G0 X180.
(HEX_MILLING_C_AXIS)
M90
G400 B0. J0.
M101
G0 C240.
M89
G1 X180. Y-21.2 Z-27. F12000.
G0 X160.
G1 X152. F333.33
X70.482
G2 X69.282 Y-20.6 I0. J0.6 F1000.
G1 Y-20.
Y20.
Y20.6
G2 X70.482 Y21.2 I0.6 J0.
G0 X180.
(HEX_MILLING_C_AXIS)
M90
G400 B0. J0.
M101
G0 C300.
M89
G1 X180. Y-21.2 Z-27. F12000.
G0 X160.
G1 X152. F333.33
X70.482
G2 X69.282 Y-20.6 I0. J0.6 F1000.
G1 Y-20.
Y20.
Y20.6
G2 X70.482 Y21.2 I0.6 J0.
G0 X180.
(HEX_MILLING_C_AXIS)
M90
G400 B0. J0.
M101
G0 C0.
M89
G1 X180. Y-21.2 Z-27. F12000.
G0 X160.
G1 X152. F333.33
X70.482
G2 X69.282 Y-20.6 I0. J0.6 F1000.
G1 Y-20.
Y20.
Y20.6
G2 X70.482 Y21.2 I0.6 J0.
G0 X180.
(HEX_MILLING_C_AXIS)
M90
G400 B0. J0.
M101
G0 C60.
M89
G1 X180. Y-21.2 Z-27. F12000.
G0 X160.
G1 X152. F333.33
X70.482
G2 X69.282 Y-20.6 I0. J0.6 F1000.
G1 Y-20.
Y20.
Y20.6
G2 X70.482 Y21.2 I0.6 J0.
G0 X180.
(POCKET AROUND C)
M90
M272 (Y-AXIS INTERLOCK RELEASE)
G400 B0. J0.
G0 C-3.148
Z-69.291
X120. Y0. Z-69.291
T0100
G700 D001 (ENABLE TCP)
M101
G1 X119.819 Y-3.295 Z-69.291 B0. C-3.148 F12000.
X99.849 Y-2.746
X94.857 Y-2.608 F333.33
X72.091 Y-1.982
X71.719 Y-1.987 Z-69.267 C-3.172
X71.38 Y-2.026 Z-69.201 C-3.249
X71.104 Y-2.109 Z-69.116 C-3.395
X70.918 Y-2.237 Z-69.043 C-3.61
X70.838 Y-2.397 Z-69.015 C-3.871
X70.612 Y-3.706 C-5.993 F1000.
X70.289 Y-5.011 C-8.115
X70.231 Y-5.209 Z-69.109 C-8.438
X70.207 Y-5.292 Z-69.334 C-8.572
Z-70.666
X70.231 Y-5.209 Z-70.891 C-8.438
X70.289 Y-5.011 Z-70.985 C-8.115
X70.6 Y-3.764 C-6.086
X70.822 Y-2.512 C-4.057
X70.956 Y-1.256 C-2.028
X71. Y0. C0.
X70.955 Y1.257 C2.029
X70.822 Y2.512 C4.058
X70.6 Y3.764 C6.087
X70.289 Y5.012 C8.116
X70.231 Y5.21 Z-70.891 C8.439
X70.207 Y5.292 Z-70.666 C8.573
Z-69.334
X70.231 Y5.21 Z-69.109 C8.439
X70.289 Y5.012 Z-69.015 C8.116
X70.527 Y4.091 C6.618
X70.717 Y3.168 C5.119
X70.858 Y2.242 C3.621
X70.951 Y1.315 C2.122
X70.996 Y0.387 C0.624
X70.992 Y-0.542 C-0.874
X70.939 Y-1.47 C-2.373
X70.838 Y-2.397 C-3.871
X70.755 Y-2.949 Z-68.891 C-4.765
X70.67 Y-3.417 Z-68.538 C-5.523
X70.607 Y-3.73 Z-68.01 C-6.031
X70.538 Y-4.042 Z-67.482 C-6.538
X70.425 Y-4.508 Z-67.129 C-7.296
X70.276 Y-5.057 Z-67.005 C-8.19
X70.009 Y-5.909 C-9.582
X69.702 Y-6.758 C-10.975
X69.621 Y-6.963 Z-67.103 C-11.312
X69.587 Y-7.048 Z-67.338 C-11.451
Z-72.662
X69.621 Y-6.963 Z-72.897 C-11.312
X69.702 Y-6.758 Z-72.995 C-10.975
X70.005 Y-5.922 C-9.603
X70.269 Y-5.082 C-8.231
X70.492 Y-4.24 C-6.859
X70.675 Y-3.395 C-5.487
X70.817 Y-2.548 C-4.115
X70.919 Y-1.699 C-2.743
X70.98 Y-0.85 C-1.371
X71. Y0. C0.
X70.98 Y0.85 C1.372
X70.919 Y1.7 C2.744
X70.817 Y2.548 C4.116
X70.675 Y3.395 C5.488
X70.492 Y4.24 C6.86
X70.268 Y5.083 C8.232
X70.005 Y5.923 C9.604
X69.701 Y6.759 C10.976
X69.621 Y6.964 Z-72.897 C11.313
X69.586 Y7.049 Z-72.662 C11.453
Z-67.338
X69.621 Y6.964 Z-67.103 C11.313
X69.701 Y6.759 Z-67.005 C10.976
X69.969 Y6.029 C9.778
X70.205 Y5.296 C8.58
X70.412 Y4.561 C7.382
X70.587 Y3.824 C6.184
X70.731 Y3.086 C4.986
X70.845 Y2.346 C3.789
X70.927 Y1.605 C2.591
X70.979 Y0.863 C1.393
X71. Y0.121 C0.195
X70.989 Y-0.621 C-1.003
X70.948 Y-1.363 C-2.201
X70.875 Y-2.104 C-3.399
X70.772 Y-2.845 C-4.596
X70.637 Y-3.584 C-5.794
X70.472 Y-4.321 C-6.992
X70.276 Y-5.057 C-8.19
X70.063 Y-5.748 Z-66.891 C-9.318
X69.844 Y-6.38 Z-66.559 C-10.354
X69.645 Y-6.903 Z-66.036 C-11.212
X69.494 Y-7.274 Z-65.364 C-11.823
X69.364 Y-7.576 Z-64.858 C-12.322
X69.168 Y-8.013 Z-64.508 C-13.044
X68.922 Y-8.527 Z-64.359 C-13.897
X68.654 Y-9.051 Z-64.429 C-14.771
X68.4 Y-9.518 Z-64.711 C-15.553
X68.201 Y-9.869 Z-65.167 C-16.141
X68.189 Y-9.889 Z-65.205 C-16.175
X68.119 Y-10.011 Z-65.618 C-16.379
X68.086 Y-10.066 Z-66.196 C-16.472
Z-73.804
X68.119 Y-10.011 Z-74.382 C-16.379
X68.189 Y-9.889 Z-74.795 C-16.175
X68.316 Y-9.669 Z-75.214 C-15.804
X68.49 Y-9.356 Z-75.602 C-15.281
X68.713 Y-8.937 Z-75.95 C-14.581
X68.984 Y-8.4 Z-76.241 C-13.687
X69.272 Y-7.783 Z-76.426 C-12.665
X69.598 Y-7.019 Z-76.5 C-11.404
X70.027 Y-5.856 C-9.494
X70.379 Y-4.686 C-7.585
X70.652 Y-3.511 C-5.675
X70.847 Y-2.331 C-3.766
X70.963 Y-1.15 C-1.856
X71. Y0.033 C0.053
X70.958 Y1.216 C1.963
X70.838 Y2.397 C3.872
X70.642 Y3.56 C5.755
X70.37 Y4.718 C7.638
X70.022 Y5.872 C9.521
X69.598 Y7.019 C11.403
X69.273 Y7.783 Z-76.426 C12.665
X68.984 Y8.4 Z-76.241 C13.687
X68.713 Y8.937 Z-75.95 C14.581
X68.49 Y9.356 Z-75.602 C15.281
X68.316 Y9.668 Z-75.214 C15.804
X68.19 Y9.889 Z-74.795 C16.175
X68.119 Y10.011 Z-74.381 C16.379
X68.086 Y10.067 Z-73.803 C16.473
Z-66.197
X68.119 Y10.011 Z-65.619 C16.379
X68.19 Y9.889 Z-65.205 C16.175
X68.316 Y9.668 Z-64.786 C15.804
X68.49 Y9.356 Z-64.398 C15.281
X68.713 Y8.937 Z-64.05 C14.581
X68.984 Y8.4 Z-63.759 C13.687
X69.273 Y7.783 Z-63.574 C12.665
X69.598 Y7.019 Z-63.5 C11.403
X69.926 Y6.151 C9.978
X70.21 Y5.279 C8.552
X70.451 Y4.404 C7.127
X70.649 Y3.527 C5.702
X70.802 Y2.647 C4.276
X70.912 Y1.766 C2.851
X70.978 Y0.883 C1.425
X71. Y0. C0.
X70.978 Y-0.883 C-1.426
X70.912 Y-1.766 C-2.851
X70.802 Y-2.647 C-4.276
X70.649 Y-3.527 C-5.702
X70.451 Y-4.405 C-7.127
X70.21 Y-5.28 C-8.553
X69.926 Y-6.151 C-9.978
X69.598 Y-7.019 C-11.404
X69.272 Y-7.783 Z-63.574 C-12.665
X68.984 Y-8.4 Z-63.759 C-13.687
X68.713 Y-8.937 Z-64.05 C-14.581
X68.49 Y-9.356 Z-64.398 C-15.281
X68.316 Y-9.669 Z-64.786 C-15.804
X68.201 Y-9.869 Z-65.167 C-16.141
X68.213 Y-9.91 Z-65.266 C-16.201
X68.304 Y-9.932 Z-65.363 C-16.216
X68.458 Y-9.944 Z-65.439 C-16.2
X68.653 Y-9.958 Z-65.486 C-16.177
X68.865 Y-9.982 Z-65.502 C-16.167
X115.255 Y-16.706 F12000.
G49
G701 (DISABLE TCP)
M273 (Y-AXIS INTERLOCK RELEASE OFF)
M5 P12
M9
G0 G28 U0. V0.
G53 Z0.
G0 G28 H0.
M89
M34
G54
M30
%It look like only G400/G368/G17 and G18 is used.You said that G17,G18 and G368 can be replaced with G68.3 and G53.1 which i understand, but what about G400 ? (Functionality is documented in the .pdf). I think if those GCodes changes are implemented into the PP. The Doosan PP is sorta ready for LCNC (besides various M-codes).I can't test the TCP behavior of the PP since i don't have the manufacturing extension for Fusion.
Kind regards,
Jochen
Last edit: 05 May 2025 07:52 by jochen91.
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
05 May 2025 08:58 - 05 May 2025 08:58 #327744
by Aciera
Replied by Aciera on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Looks like G368/G369 can be handled by the TWP functionality.
G400 is different as it transforms the tool offset rather than the tool position.
I'm not very familiar with cnc turning so I have little idea how linuxcnc handles the tool orientation as set in 'R' and 'K' words. There is this document which also refers to tool orientation but I have really no idea if this is actually used in motion planning or only in the GUI.
linuxcnc.org/docs/html/lathe/lathe-user.html
I'd say it's certainly possible to recreate this using a python remap.
Note though that even Doosan suggest that it is more accurate to touch off the tool at the b-axis angle used in the operation.
G400 is different as it transforms the tool offset rather than the tool position.
I'm not very familiar with cnc turning so I have little idea how linuxcnc handles the tool orientation as set in 'R' and 'K' words. There is this document which also refers to tool orientation but I have really no idea if this is actually used in motion planning or only in the GUI.
linuxcnc.org/docs/html/lathe/lathe-user.html
I'd say it's certainly possible to recreate this using a python remap.
Note though that even Doosan suggest that it is more accurate to touch off the tool at the b-axis angle used in the operation.
Last edit: 05 May 2025 08:58 by Aciera.
The following user(s) said Thank You: jochen91
Please Log in or Create an account to join the conversation.
- jochen91
- Offline
- Senior Member
-
Less
More
- Posts: 65
- Thank you received: 20
05 May 2025 13:09 #327756
by jochen91
Replied by jochen91 on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Hello,
so after some digging around i found the Doosan G Code explanation sheet. I uploaded it into my GitHub so everybody can access it. It was a pain in the **** to get it.
github.com/jochenr91/Integrex
It explains every G-code the machine accepts. Including G400 starting on Page 155 (Page 157 with example pictures).
Also interessting: The Doosan Machine exepts G68:
Three-dimensional coordinate conversion without B-axis rotating (G68.1/G69.1)
Three-dimensional coordinate conversion with B-axis rotating (G368/G369)
The question is how to implement it into the PP or replace G400 in the PP. I get the benefits of using G400. But i don't need this functionality, at least to get things running. On the long run of course it would be quite nice, cause this is one of the huge benefits of a mill turn. Since this G code works with the tool offsets automatically it should be used by the motion planner?!
But yes the touch off should be at B0.
so after some digging around i found the Doosan G Code explanation sheet. I uploaded it into my GitHub so everybody can access it. It was a pain in the **** to get it.
github.com/jochenr91/Integrex
It explains every G-code the machine accepts. Including G400 starting on Page 155 (Page 157 with example pictures).
Also interessting: The Doosan Machine exepts G68:
Three-dimensional coordinate conversion without B-axis rotating (G68.1/G69.1)
Three-dimensional coordinate conversion with B-axis rotating (G368/G369)
The question is how to implement it into the PP or replace G400 in the PP. I get the benefits of using G400. But i don't need this functionality, at least to get things running. On the long run of course it would be quite nice, cause this is one of the huge benefits of a mill turn. Since this G code works with the tool offsets automatically it should be used by the motion planner?!
But yes the touch off should be at B0.
The following user(s) said Thank You: Aciera
Please Log in or Create an account to join the conversation.
- jochen91
- Offline
- Senior Member
-
Less
More
- Posts: 65
- Thank you received: 20
06 May 2025 10:39 #327840
by jochen91
Replied by jochen91 on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
I thought a little bit about it and came to the conclusion, that most of the functionality of the Millturn would be covered with the following G-codes:
G68.1/G69.1
G368/G369
G400
G490 (I think, I could do that myself by replacing the G code with a custom M code in the PP)
Do you think you could support me on more time
 ?
?
Kind regards,
Jochen
G68.1/G69.1
G368/G369
G400
G490 (I think, I could do that myself by replacing the G code with a custom M code in the PP)
Do you think you could support me on more time
Kind regards,
Jochen
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
06 May 2025 12:19 #327846
by Aciera
Replied by Aciera on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
I'm still working on it.
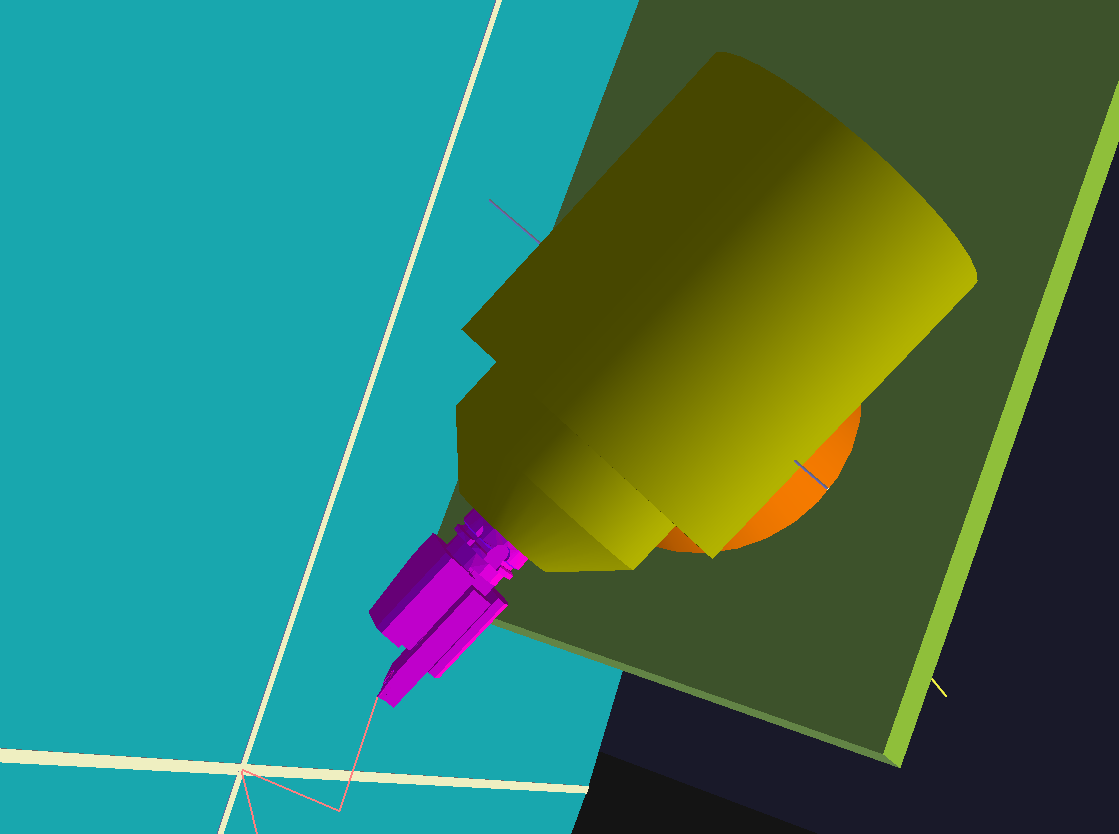
Having the tool pointing in the x direction instead of the z direction in the home position has turned out to be a bit more of a headache as Linuxcnc applies the tool offsets internally.
TCP with xyz tool offset and tool spindle orientation is done. The kinematic for Tilted work plane also works but the transformation of the work offset still needs some work.
Let me figure this out first and I'll post a new sim config so you can have a look at it. Then we can have a look at customizing the gcodes for your specific needs.
Having the tool pointing in the x direction instead of the z direction in the home position has turned out to be a bit more of a headache as Linuxcnc applies the tool offsets internally.
TCP with xyz tool offset and tool spindle orientation is done. The kinematic for Tilted work plane also works but the transformation of the work offset still needs some work.
Let me figure this out first and I'll post a new sim config so you can have a look at it. Then we can have a look at customizing the gcodes for your specific needs.
Attachments:
The following user(s) said Thank You: besriworld, jochen91
Please Log in or Create an account to join the conversation.
- Aciera
-
- Away
- Administrator
-
Less
More
- Posts: 4754
- Thank you received: 2134
07 May 2025 07:56 #327927
by Aciera
Replied by Aciera on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Could you export the example part from your post here as an stl file and post it here?
forum.linuxcnc.org/10-advanced-configura...hine?start=40#327741
forum.linuxcnc.org/10-advanced-configura...hine?start=40#327741
Please Log in or Create an account to join the conversation.
- jochen91
- Offline
- Senior Member
-
Less
More
- Posts: 65
- Thank you received: 20
07 May 2025 08:53 - 07 May 2025 08:54 #327929
by jochen91
Replied by jochen91 on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
I exported it in STL and OBJ. I had problems getting Fusion STL export into vismach. OBJ worked flawless. Thank you!
Last edit: 07 May 2025 08:54 by jochen91.
The following user(s) said Thank You: Aciera
Please Log in or Create an account to join the conversation.
- meister
- Offline
- Platinum Member
-

Less
More
- Posts: 748
- Thank you received: 473
07 May 2025 09:24 #327931
by meister
Replied by meister on topic Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
there are two versions of STL files, ASCII and Binary, you have a binary file and vismach can only read the ASCII format
Please Log in or Create an account to join the conversation.
- Configuring LinuxCNC
- Advanced Configuration
- Planning to Retrofit a Mazak Integrex200Y Mill-Turn Machine
Time to create page: 0.374 seconds