Search Results (Searched for: )
- timo
- timo
22 Feb 2025 09:40
How to integrate manual spindle lock into Axis GUI? was created by timo
How to integrate manual spindle lock into Axis GUI?
Category: General LinuxCNC Questions
- unknown
- unknown
22 Feb 2025 09:33
Replied by unknown on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- cmorley
- cmorley
22 Feb 2025 09:15
Replied by cmorley on topic development of a qt version of ncam
development of a qt version of ncam
Category: Qtvcp
- MTTI

22 Feb 2025 09:07





- MTTI
22 Feb 2025 08:52 - 22 Feb 2025 08:53
Replied by MTTI on topic Probe function not working after final adjustments
Probe function not working after final adjustments
Category: Plasmac
- azim4411
- azim4411
22 Feb 2025 08:46
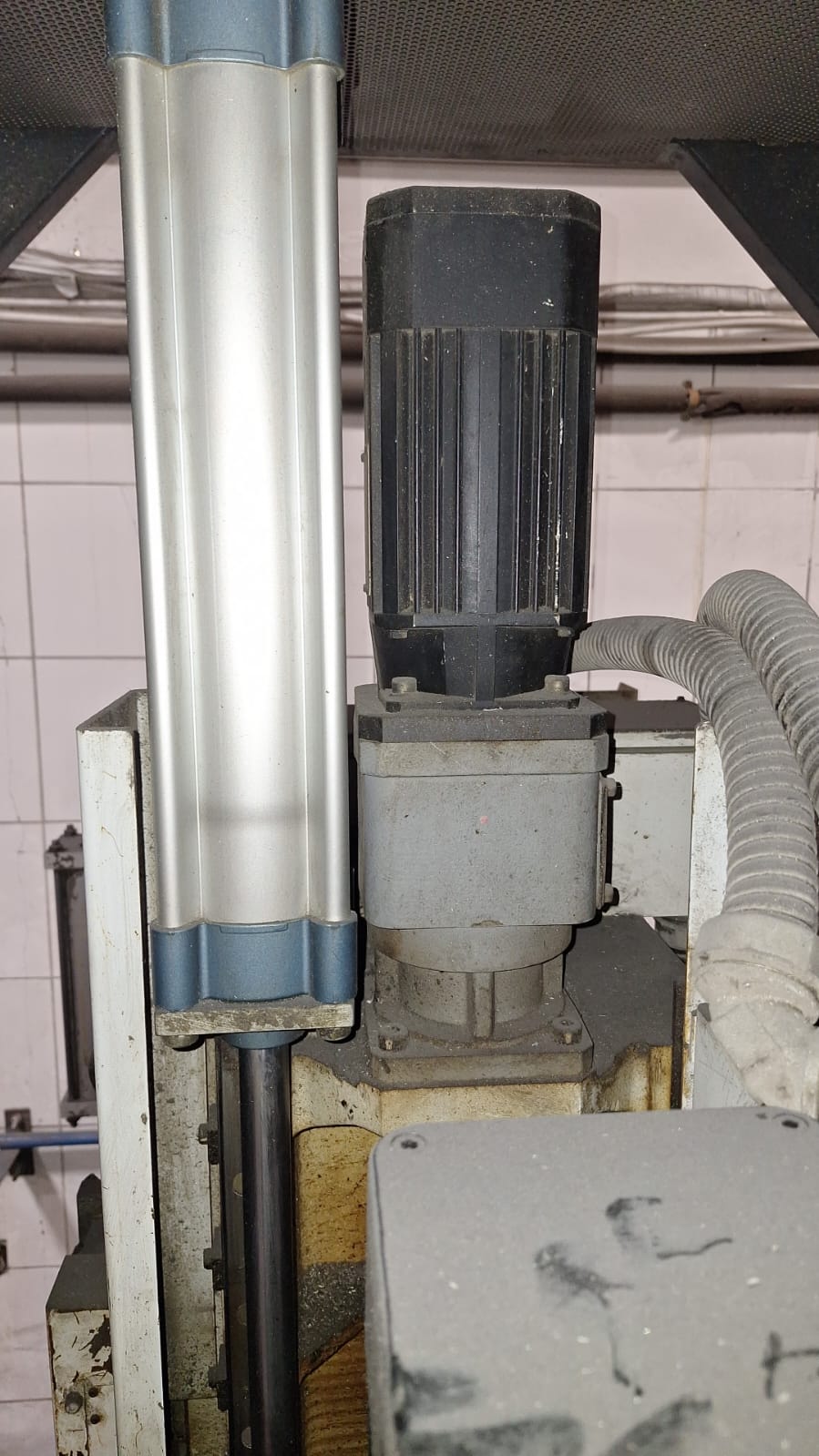
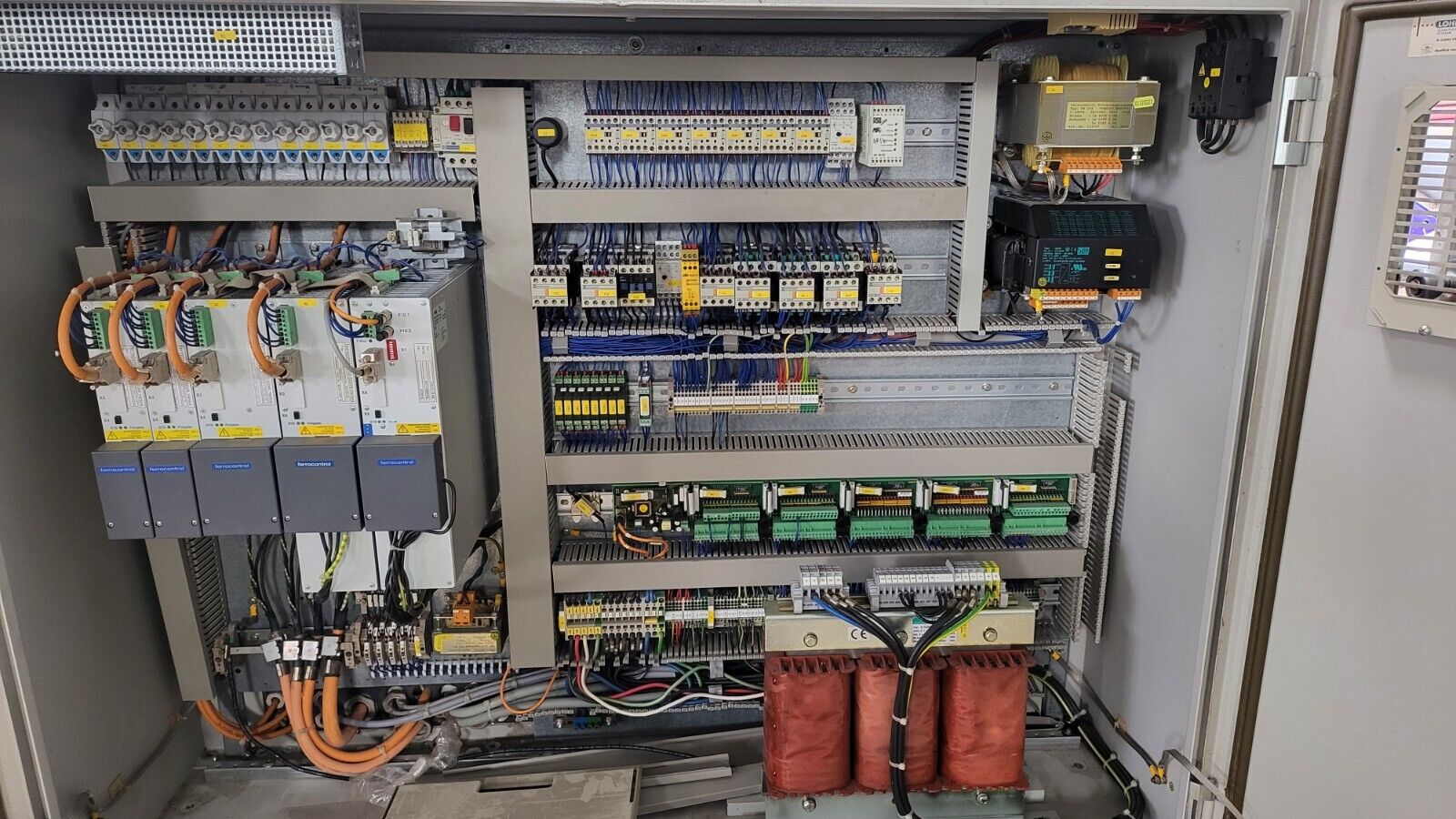
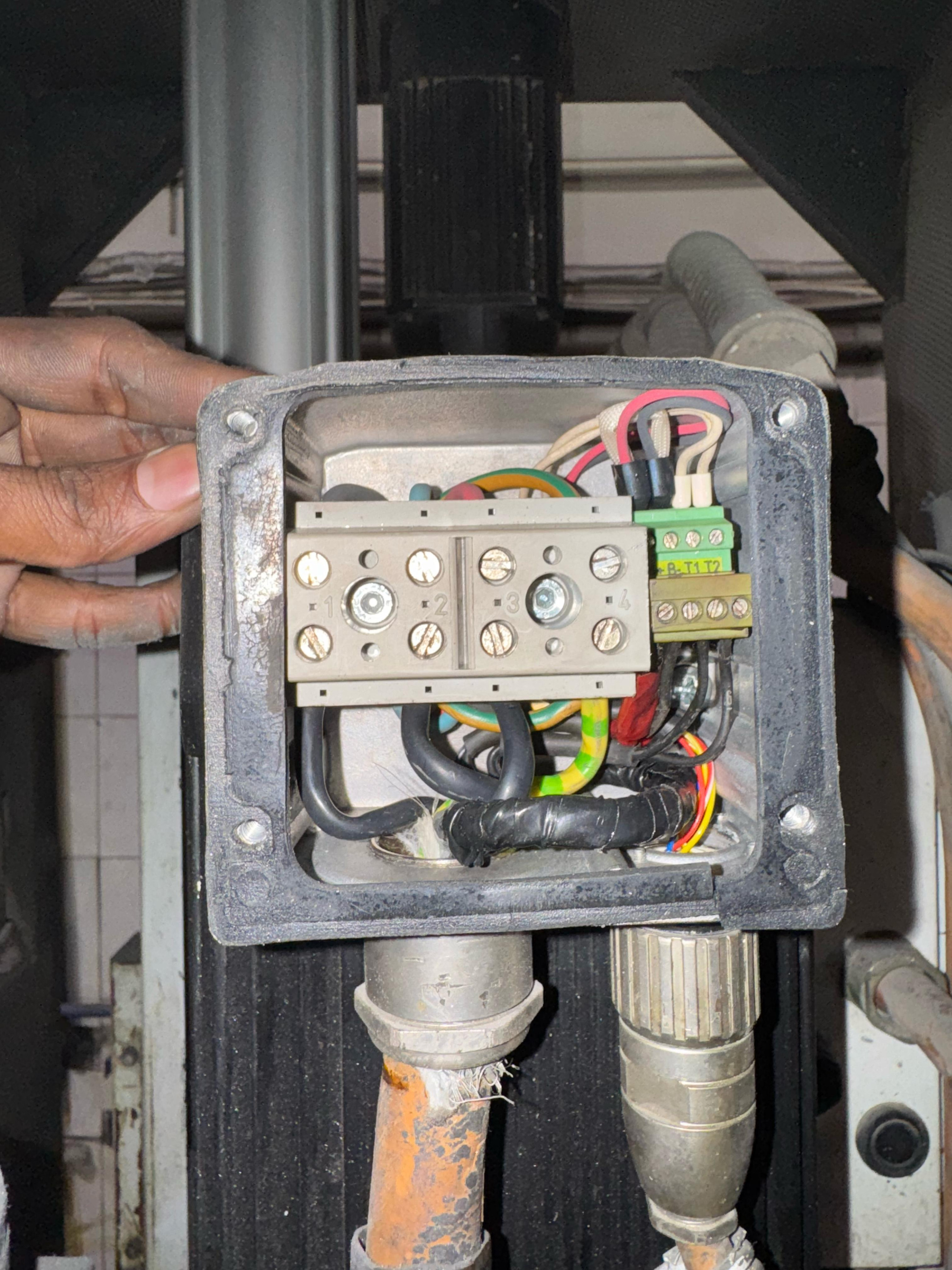
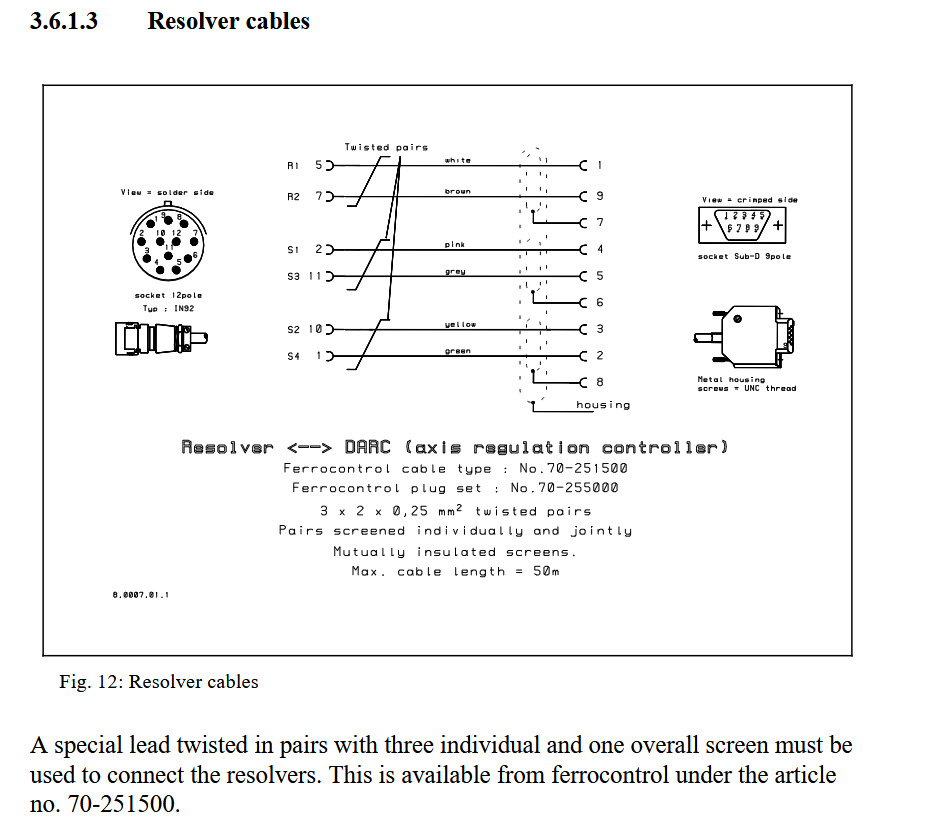
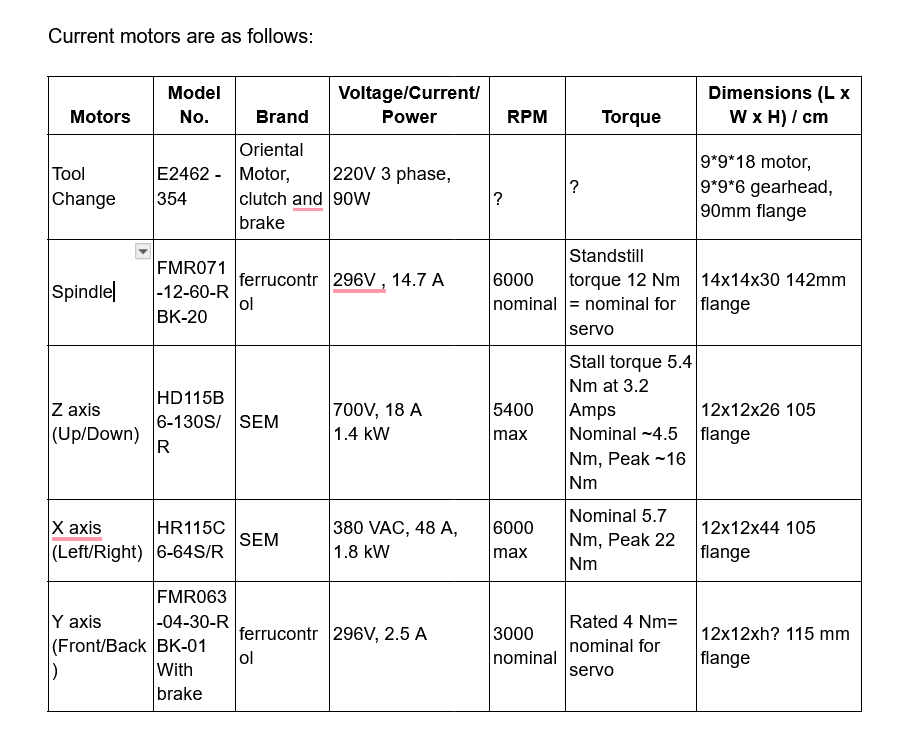
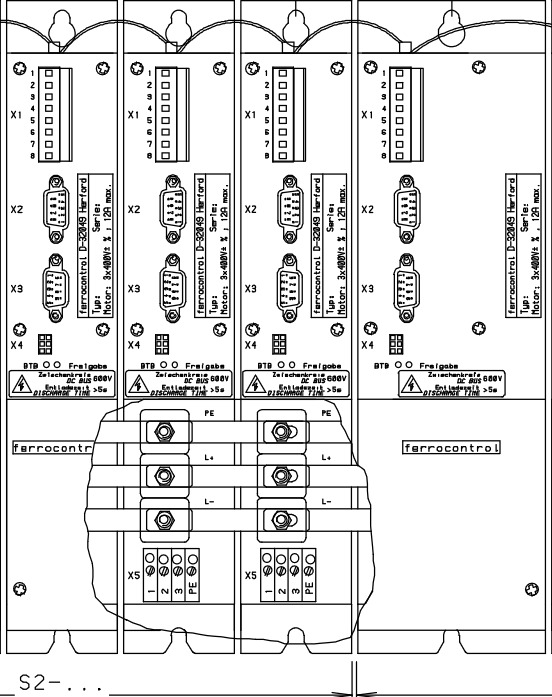
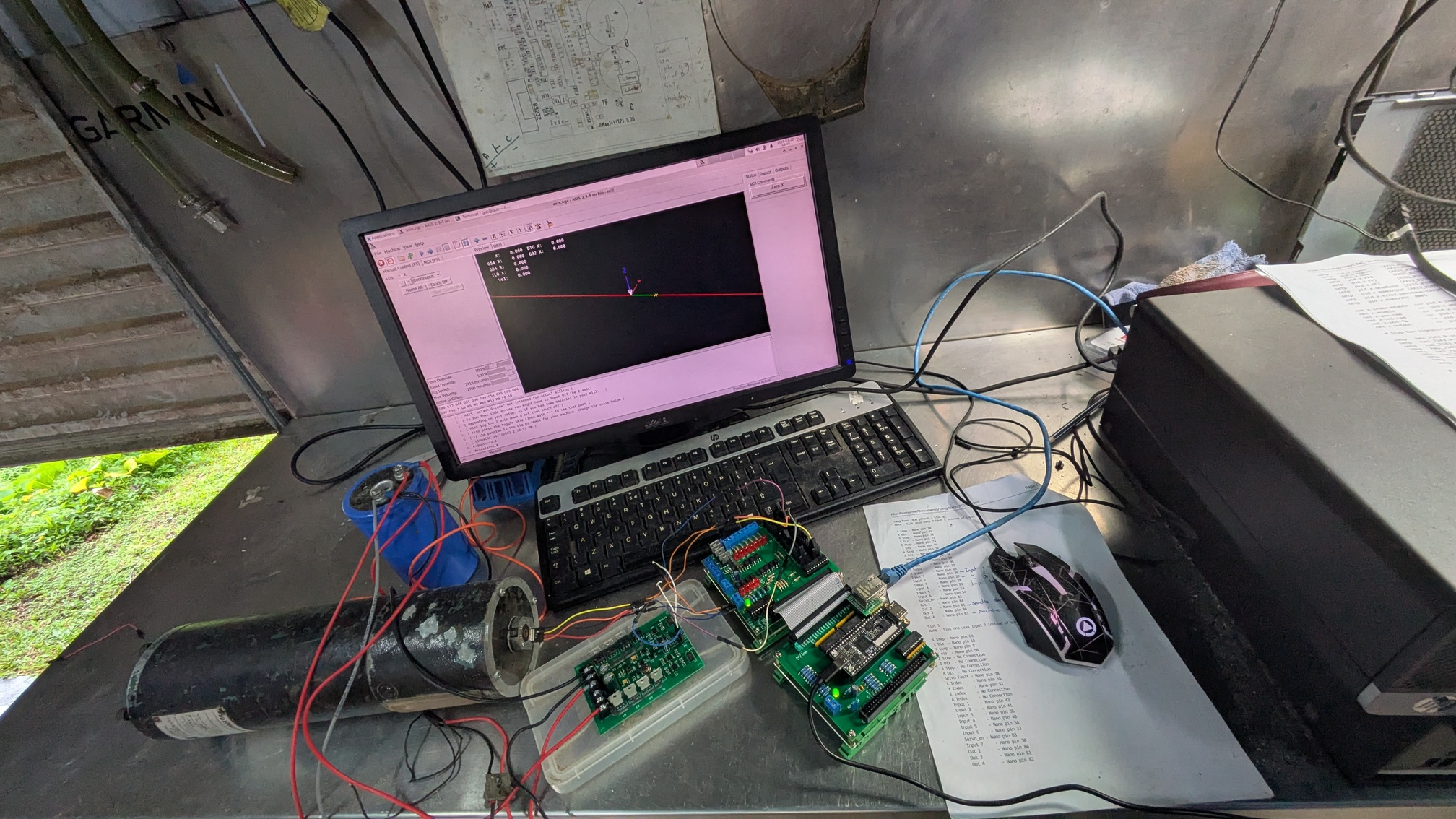
Replied by azim4411 on topic Elumatec SBZ 130/01 retrofit
Elumatec SBZ 130/01 retrofit
Category: CNC Machines

- azim4411
- azim4411
22 Feb 2025 08:42
Replied by azim4411 on topic Elumatec SBZ 130/01 retrofit
Elumatec SBZ 130/01 retrofit
Category: CNC Machines

- rodw

22 Feb 2025 08:01
Replied by rodw on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- Hakan
- Hakan
22 Feb 2025 07:46
Replied by Hakan on topic EtherCAT plasma torch voltage reader
EtherCAT plasma torch voltage reader
Category: Show Your Stuff
- Str8jacket
- Str8jacket
22 Feb 2025 06:22
- Sziggy_NC
- Sziggy_NC
22 Feb 2025 04:58
Replied by Sziggy_NC on topic +-10v setup 7i97 & .ini
+-10v setup 7i97 & .ini
Category: General LinuxCNC Questions
- unknown
- unknown
22 Feb 2025 04:54
Replied by unknown on topic Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Linuxcnc & the Raspberry Pi (4 & 5) Official Images Only!!!
Category: Installing LinuxCNC
- PCW

22 Feb 2025 03:56 - 22 Feb 2025 04:13
Replied by PCW on topic 7I97T joint following error
7I97T joint following error
Category: General LinuxCNC Questions
- epineh
- epineh
22 Feb 2025 01:16
Replied by epineh on topic LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
LinuxCNC-RIO - RealtimeIO for LinuxCNC based on FPGA (ICE40 / ECP5)
Category: Computers and Hardware
Time to create page: 0.559 seconds