Search Results (Searched for: )
- rodw

09 Feb 2025 20:42
Replied by rodw on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- tommylight

09 Feb 2025 20:32
Replied by tommylight on topic THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
THC with Beckhoff EL5101 and THCAD2 => encoder signal loss
Category: Plasmac
- IB_CnC
- IB_CnC
09 Feb 2025 20:11
Replied by IB_CnC on topic Losing some values after PB restart
Losing some values after PB restart
Category: QtPyVCP
- rodw
09 Feb 2025 20:04
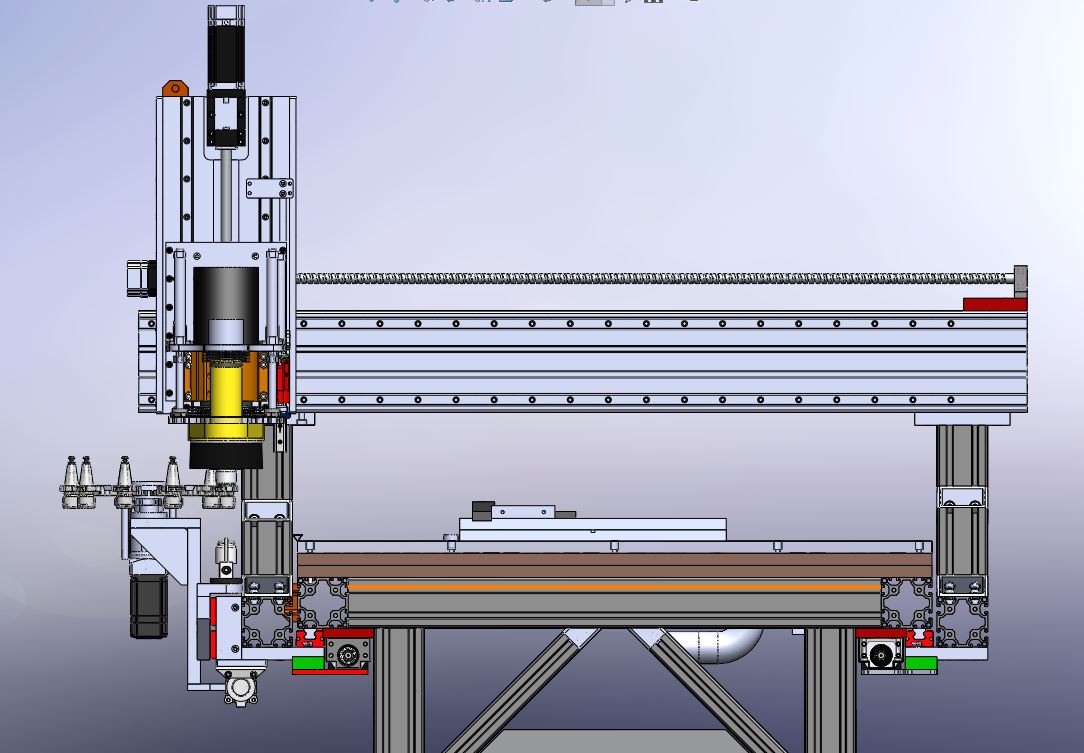
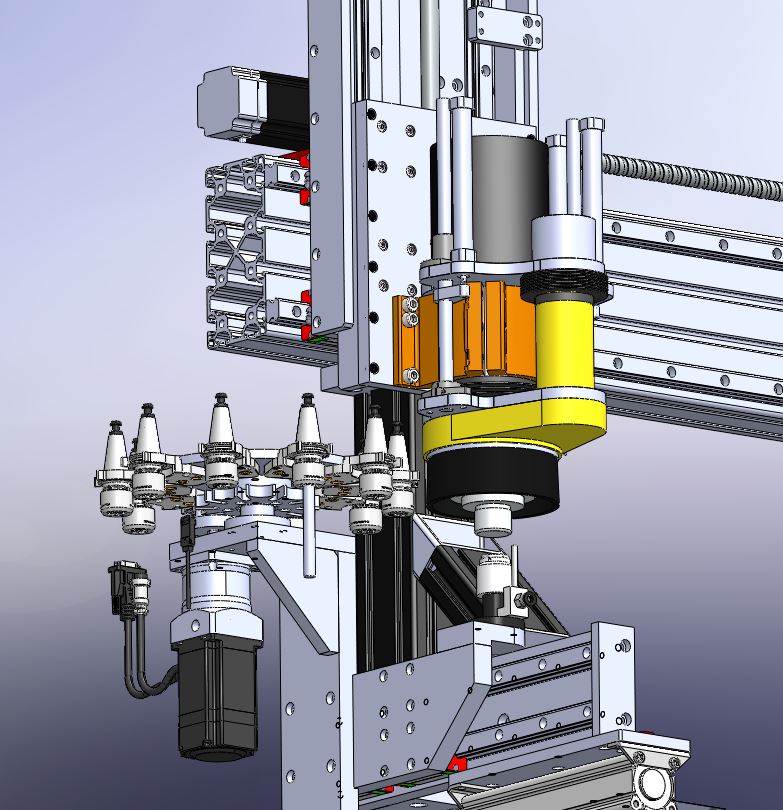
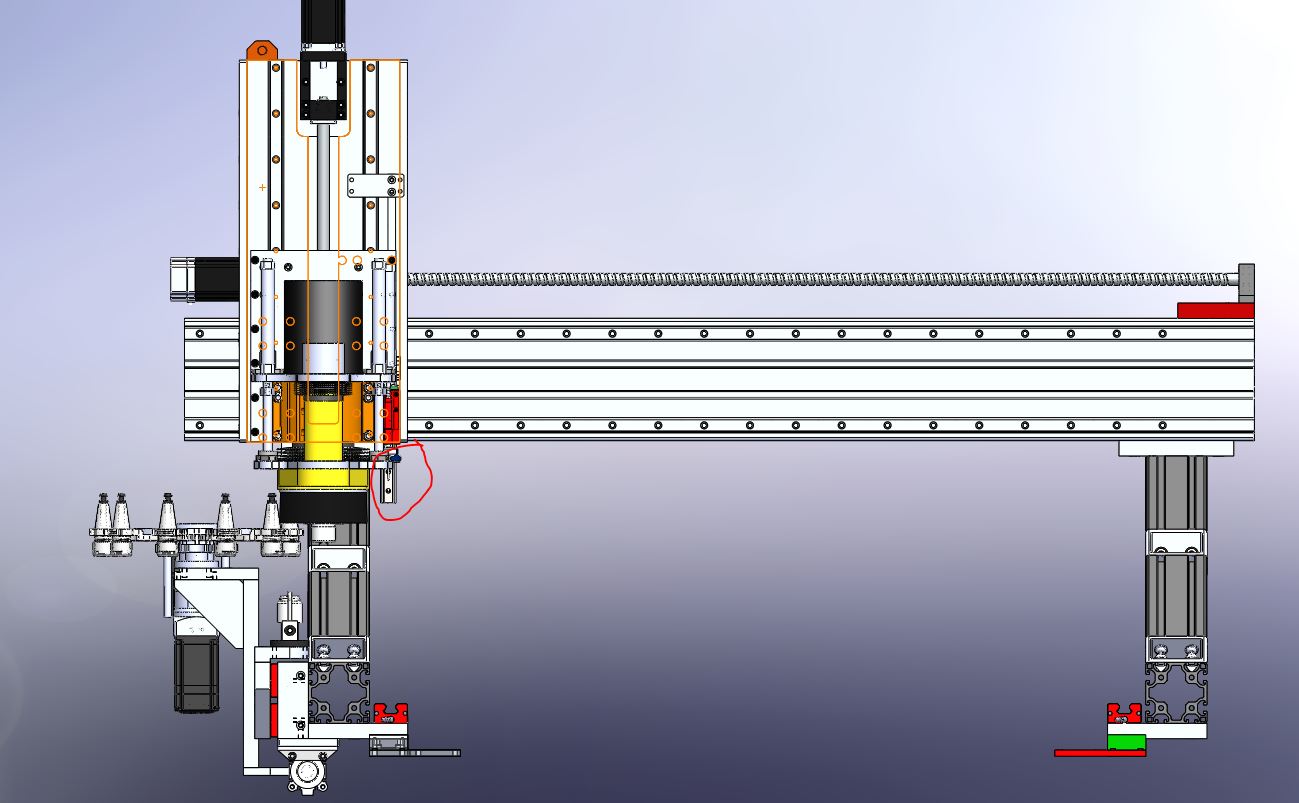
Replied by rodw on topic New ethercat / probe basic control for minimonster
New ethercat / probe basic control for minimonster
Category: CNC Machines
- IB_CnC
- IB_CnC
09 Feb 2025 19:56
Replied by IB_CnC on topic ProbeBasic and sidemount, retractable 3D Probe
ProbeBasic and sidemount, retractable 3D Probe
Category: QtPyVCP
- andypugh

09 Feb 2025 19:45
Replied by andypugh on topic From Grbl to linuxcnc
From Grbl to linuxcnc
Category: General LinuxCNC Questions
- Guytou
- Guytou
09 Feb 2025 19:44
Replied by Guytou on topic M-code to toggle macrobutton not working on QtDragon
M-code to toggle macrobutton not working on QtDragon
Category: General LinuxCNC Questions
- NT4Boy
- NT4Boy
09 Feb 2025 19:44
Replied by NT4Boy on topic HURCO KMB-1 Control Update
HURCO KMB-1 Control Update
Category: Milling Machines
- ihavenofish
- ihavenofish
09 Feb 2025 19:43
Replied by ihavenofish on topic New ethercat / probe basic control for minimonster
New ethercat / probe basic control for minimonster
Category: CNC Machines
- andypugh
09 Feb 2025 19:43
Replied by andypugh on topic From Grbl to linuxcnc
From Grbl to linuxcnc
Category: General LinuxCNC Questions
- andypugh
09 Feb 2025 19:37
Replied by andypugh on topic Starting a new (first) project
Starting a new (first) project
Category: General LinuxCNC Questions
- andypugh
09 Feb 2025 19:20
Replied by andypugh on topic QtPlasmaC Error: "E word with no G70,G76,M66,M67 or M68 to use it"
QtPlasmaC Error: "E word with no G70,G76,M66,M67 or M68 to use it"
Category: Plasmac
- Lcvette

09 Feb 2025 19:18
- Lcvette
09 Feb 2025 19:17
Replied by Lcvette on topic Losing some values after PB restart
Losing some values after PB restart
Category: QtPyVCP
- Lcvette
09 Feb 2025 19:16
Replied by Lcvette on topic Losing some values after PB restart
Losing some values after PB restart
Category: QtPyVCP
Time to create page: 0.507 seconds