Search Results (Searched for: )
- Reddiamonduk
- Reddiamonduk
09 Feb 2025 18:18 - 09 Feb 2025 18:35
Replied by Reddiamonduk on topic Error starting gmoccapy with spindle speed display.
Error starting gmoccapy with spindle speed display.
Category: pyVCP
- timo
- timo
09 Feb 2025 18:11
Replied by timo on topic need help! mesa 7i95 connection problem
need help! mesa 7i95 connection problem
Category: Driver Boards
- Lcvette

09 Feb 2025 18:08
Replied by Lcvette on topic Launch Probe basic not in fullscreen
Launch Probe basic not in fullscreen
Category: QtPyVCP
- jhandel
- jhandel
09 Feb 2025 18:07
Replied by jhandel on topic LinuxCNC on Raspberry Pi 5
LinuxCNC on Raspberry Pi 5
Category: Installing LinuxCNC
- Lcvette
09 Feb 2025 18:04
Replied by Lcvette on topic Losing some values after PB restart
Losing some values after PB restart
Category: QtPyVCP
- andypugh

09 Feb 2025 18:02
Replied by andypugh on topic Fusion360 postprocessor for linuxcnc lathe with tailstock axis in Z Direction
Fusion360 postprocessor for linuxcnc lathe with tailstock axis in Z Direction
Category: Fusion 360
- bkt

09 Feb 2025 18:02
Replied by bkt on topic The dumification of humanity through internet
The dumification of humanity through internet
Category: Off Topic and Test Posts
- Lcvette
09 Feb 2025 18:00
Replied by Lcvette on topic ProbeBasic and sidemount, retractable 3D Probe
ProbeBasic and sidemount, retractable 3D Probe
Category: QtPyVCP
- andypugh
09 Feb 2025 17:53
- PCW

09 Feb 2025 17:52
Replied by PCW on topic need help! mesa 7i95 connection problem
need help! mesa 7i95 connection problem
Category: Driver Boards
- andypugh
09 Feb 2025 17:46 - 09 Feb 2025 17:50
Replied by andypugh on topic Carousel component with 2 Towers.
Carousel component with 2 Towers.
Category: Configuration Tools
- andypugh
09 Feb 2025 17:44
Replied by andypugh on topic rotation plane around y axis in g18
rotation plane around y axis in g18
Category: G&M Codes
- tommylight

09 Feb 2025 17:40
Replied by tommylight on topic Serious dependency trouble while installing linuxcnc
Serious dependency trouble while installing linuxcnc
Category: General LinuxCNC Questions
- sin-do-re
- sin-do-re
09 Feb 2025 17:01
Serious dependency trouble while installing linuxcnc was created by sin-do-re
Serious dependency trouble while installing linuxcnc
Category: General LinuxCNC Questions
- beauxnez
- beauxnez
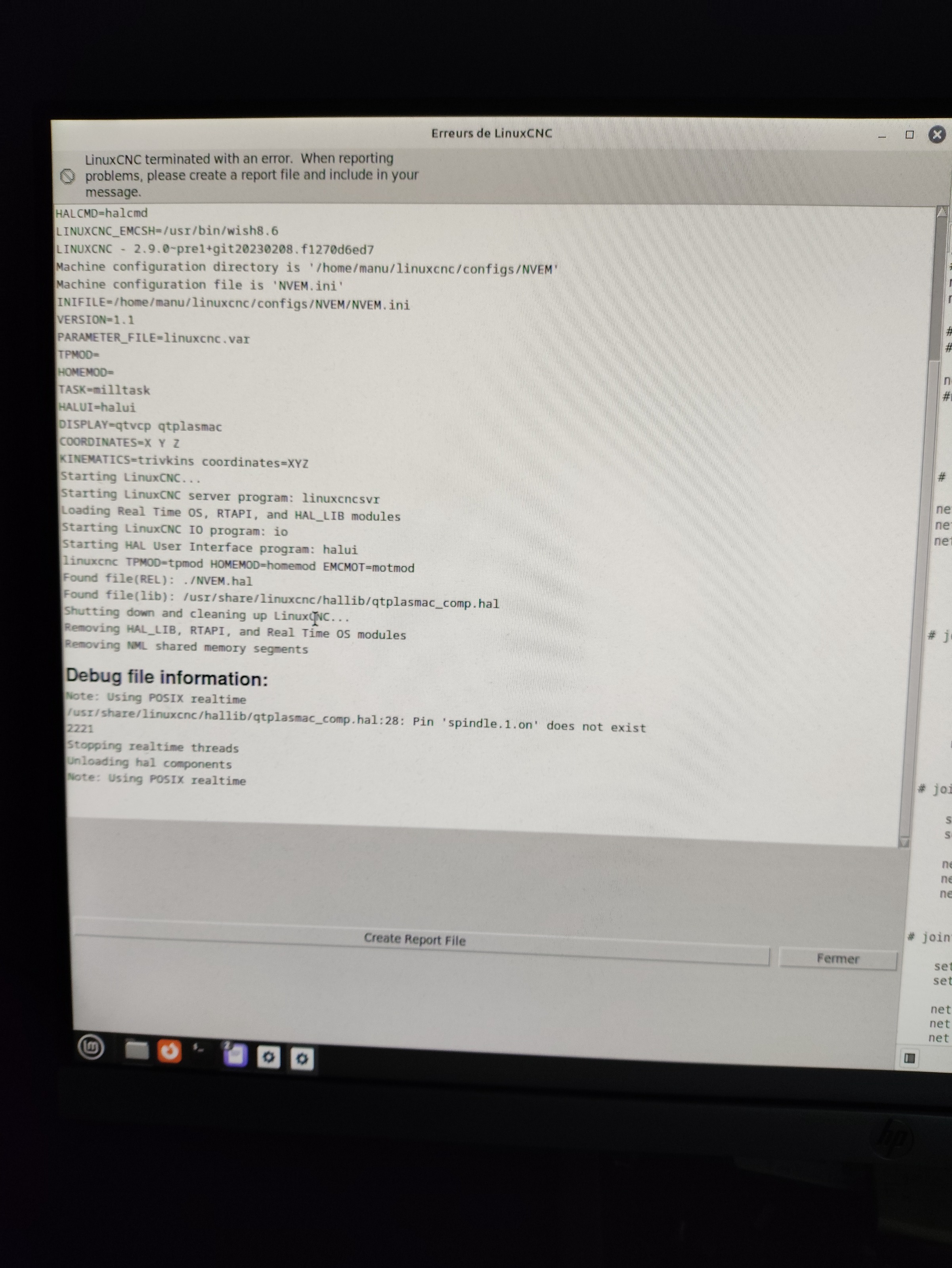
09 Feb 2025 16:27 - 09 Feb 2025 17:47
Replied by beauxnez on topic Remora - ethernet NVEM / EC300 / EC500 cnc board
Remora - ethernet NVEM / EC300 / EC500 cnc board
Category: Computers and Hardware
Time to create page: 0.899 seconds