Search Results (Searched for: )
- spumco
- spumco
17 Jan 2025 18:01
Replied by spumco on topic Carousel with step motor
Carousel with step motor
Category: Advanced Configuration
- richcolvin

17 Jan 2025 17:56
Problems configuring 7i92TH with pncconf was created by richcolvin
Problems configuring 7i92TH with pncconf
Category: PnCConf Wizard
- hmnijp
- hmnijp
17 Jan 2025 17:54 - 17 Jan 2025 17:57
Replied by hmnijp on topic Error message "Radius to end of arc differs....etc etc"
Error message "Radius to end of arc differs....etc etc"
Category: General LinuxCNC Questions
- PCW

17 Jan 2025 17:46
Replied by PCW on topic Operating computers in the cold
Operating computers in the cold
Category: Computers and Hardware
- gekonko

17 Jan 2025 17:17
Replied by gekonko on topic Error message "Radius to end of arc differs....etc etc"
Error message "Radius to end of arc differs....etc etc"
Category: General LinuxCNC Questions
- Krulli_Fräser
- Krulli_Fräser
17 Jan 2025 17:01
Replied by Krulli_Fräser on topic Operating computers in the cold
Operating computers in the cold
Category: Computers and Hardware
- gene_weber

17 Jan 2025 17:00
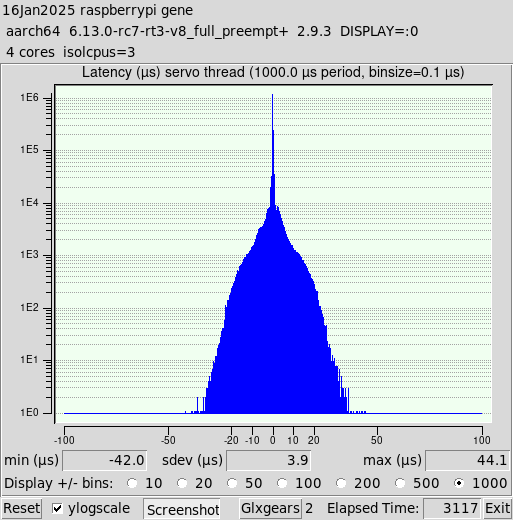
Replied by gene_weber on topic Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Raspberry Pi OS PREEMPT RT 6.13 Kernel Cookbook
Category: Installing LinuxCNC
- gekonko
17 Jan 2025 16:51
Replied by gekonko on topic Error message "Radius to end of arc differs....etc etc"
Error message "Radius to end of arc differs....etc etc"
Category: General LinuxCNC Questions
- Grotius

17 Jan 2025 16:44
Replied by Grotius on topic scurve trajectory planner
scurve trajectory planner
Category: General LinuxCNC Questions
- zmrdko

17 Jan 2025 15:52
Replied by zmrdko on topic Missing link in homing LC10E
Missing link in homing LC10E
Category: EtherCAT
- tommylight

17 Jan 2025 15:45
Replied by tommylight on topic Operating computers in the cold
Operating computers in the cold
Category: Computers and Hardware
- Krulli_Fräser
- Krulli_Fräser
17 Jan 2025 15:25
Operating computers in the cold was created by Krulli_Fräser
Operating computers in the cold
Category: Computers and Hardware
- Nserega.90
- Nserega.90
17 Jan 2025 15:17
Replied by Nserega.90 on topic ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
ColorCNC Colorlight 5A-75E/5A-75B as FPGA controller board
Category: Driver Boards
- Cant do this anymore bye all

17 Jan 2025 15:16
Replied by Cant do this anymore bye all on topic help to compensate for changes in the rack
help to compensate for changes in the rack
Category: Advanced Configuration
- Cant do this anymore bye all
17 Jan 2025 15:12
Replied by Cant do this anymore bye all on topic Arduino IO Expansion
Arduino IO Expansion
Category: Show Your Stuff
Time to create page: 0.394 seconds