Search Results (Searched for: )
- Cant do this anymore bye all

13 Jan 2025 23:30
Replied by Cant do this anymore bye all on topic Where to buy inexpensive, reliable stepper drivers in Canada.
Where to buy inexpensive, reliable stepper drivers in Canada.
Category: Driver Boards
- Cant do this anymore bye all
13 Jan 2025 23:24
Replied by Cant do this anymore bye all on topic 7i95t firmware brick because i flashed a 7i95 bitfile in the fallback
7i95t firmware brick because i flashed a 7i95 bitfile in the fallback
Category: Driver Boards
- Cant do this anymore bye all
13 Jan 2025 23:17
Replied by Cant do this anymore bye all on topic RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
RPi 5 with 6.12 PREEMPT_RT = Using POSIX non-realtime
Category: Installing LinuxCNC
- tommylight

13 Jan 2025 23:11
Replied by tommylight on topic What does this message mean? "unknown code where unary operator could be"
What does this message mean? "unknown code where unary operator could be"
Category: General LinuxCNC Questions
- tommylight
13 Jan 2025 23:07
- tommylight
13 Jan 2025 23:06
Replied by tommylight on topic Homing an axis moves away from home switch!
Homing an axis moves away from home switch!
Category: StepConf Wizard
- langdons

13 Jan 2025 22:57
Homing an axis moves away from home switch! was created by langdons
Homing an axis moves away from home switch!
Category: StepConf Wizard
- claytoncramer
- claytoncramer
13 Jan 2025 22:49
- PCW

13 Jan 2025 22:48
Replied by PCW on topic Carousel with analog servo drive
Carousel with analog servo drive
Category: Advanced Configuration
- langdons
13 Jan 2025 22:48
Where to buy inexpensive, reliable stepper drivers in Canada. was created by langdons
Where to buy inexpensive, reliable stepper drivers in Canada.
Category: Driver Boards
- claytoncramer
- claytoncramer
13 Jan 2025 22:44
- HansU

13 Jan 2025 22:10
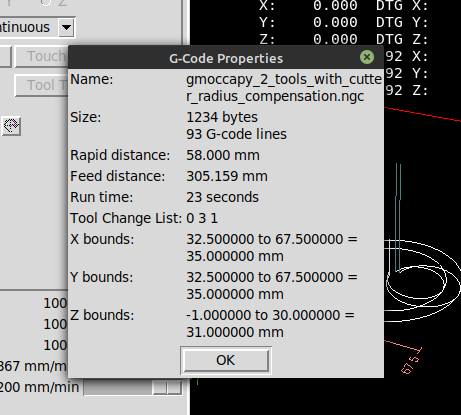
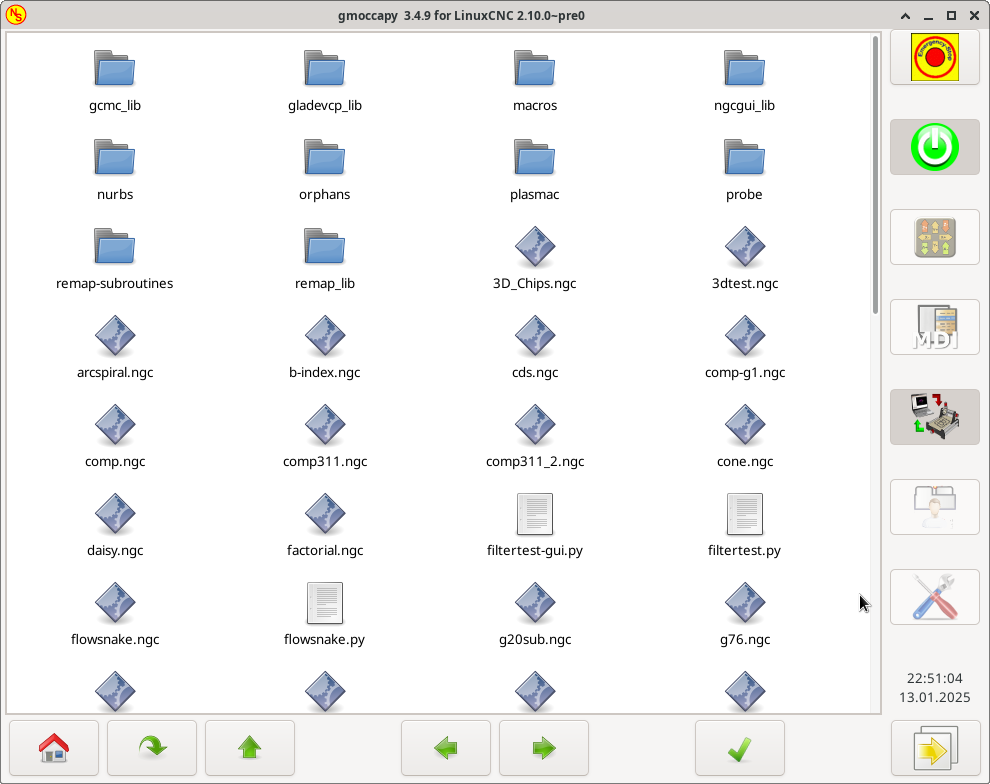
Replied by HansU on topic Gmoccapy 3.5.0 - opinions needed
Gmoccapy 3.5.0 - opinions needed
Category: Gmoccapy
")
- Deckerjwd

13 Jan 2025 22:03
Replied by Deckerjwd on topic get a bad character '/' on probe macro
get a bad character '/' on probe macro
Category: General LinuxCNC Questions
- HansU
13 Jan 2025 22:01 - 13 Jan 2025 22:04
Replied by HansU on topic Gmoccapy 3.5.0 - opinions needed
Gmoccapy 3.5.0 - opinions needed
Category: Gmoccapy
")
- lukin1156
- lukin1156
13 Jan 2025 21:42
Replied by lukin1156 on topic Carousel with analog servo drive
Carousel with analog servo drive
Category: Advanced Configuration
Time to create page: 0.455 seconds